Изобретение относится к обработке металлов давлением и может быть использовано для изготовления полых цилиндрических деталей, преимущественно, заготовок для подшипников скольжения.
В качестве аналога приводится вытяжка без утонения стенок §5 Вытяжка фиг.177-а, 178-б, стр.233-234, в книге «Конструкции и основы проектирования универсальных штампов», издательство «Машиностроение». М., 1964 г., автор В.В.Шевелев.
Автор книги утверждает, что диаметр заготовки на каждом переходе изменяется значительно и что, при вытяжке без утонения, возможно образование складок на поверхности заготовок втулки, поэтому вытяжку без утонения производят двумя способами (фиг.178-б).
Недостатком аналога является то, что данный способ изготовления втулок проводится за 4-5 переходов, что требует дополнительной оснастки и большей трудоемкости.
Известен, приводимый в качестве прототипа, способ изготовления втулки, включающий образование заготовки из листового проката (Заявка: 2003138036/02, 2912.2003. Патент №2257975).
Недостатком прототипа является беззазорное соединение концов заготовки встык.
Техническим результатом настоящего изобретения является способ изготовления заготовок втулок из листового материала, позволяющий повысить качество изготовления заготовок втулок за счет обеспечения изготовления в переходах при наличии зазоров, расширить технологические возможности путем изготовления большой номенклатуры при обеспечении изготовления из материалов разных толщин и изготовления разных по форме и размерам заготовок втулок.
Технический результат достигается тем, что вытяжку и калибровку осуществляют в штампе с установкой сменных матриц и пуансонов, при изготовлении заготовок втулок в следующих переходах, где в первом переходе изготавливают профиль с наружным диаметром 1,4-1,56 от диаметра готовой заготовки втулки и длиной 0,4-0,5 от длины готовой заготовки втулки, при наличии зазора между матрицей и пуансоном, не менее 1,3 от толщины листа, во втором переходе изготавливают профиль с наружным диаметром 1,2-1,34 от диаметра готовой заготовки втулки и длиной 0,7-0,8 от длины готовой заготовки втулки, при наличии зазора между матрицей и пуансоном, не менее 1,15 от толщины листа, а в третьем, калибрующем переходе, изготавливают втулку равномерной цилиндрической формы по ее длине, при наличии зазора между матрицей и пуансоном в диапазоне 1,04…1,06 толщины листа, при этом толщина стенки готовой заготовки втулки равна толщине листового материала.
Предлагаемый способ изготовления заготовок втулок из листового материала изображен на следующих графических материалах, где на:
- фиг.1 показан штамп и полученная заготовка втулки в первом переходе;
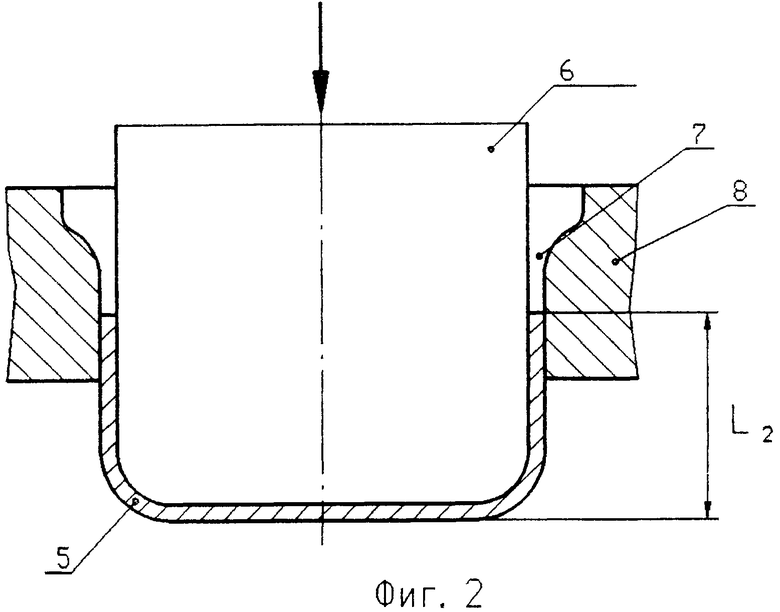
- фиг.2 показан штамп и полученная заготовка втулки во втором переходе;
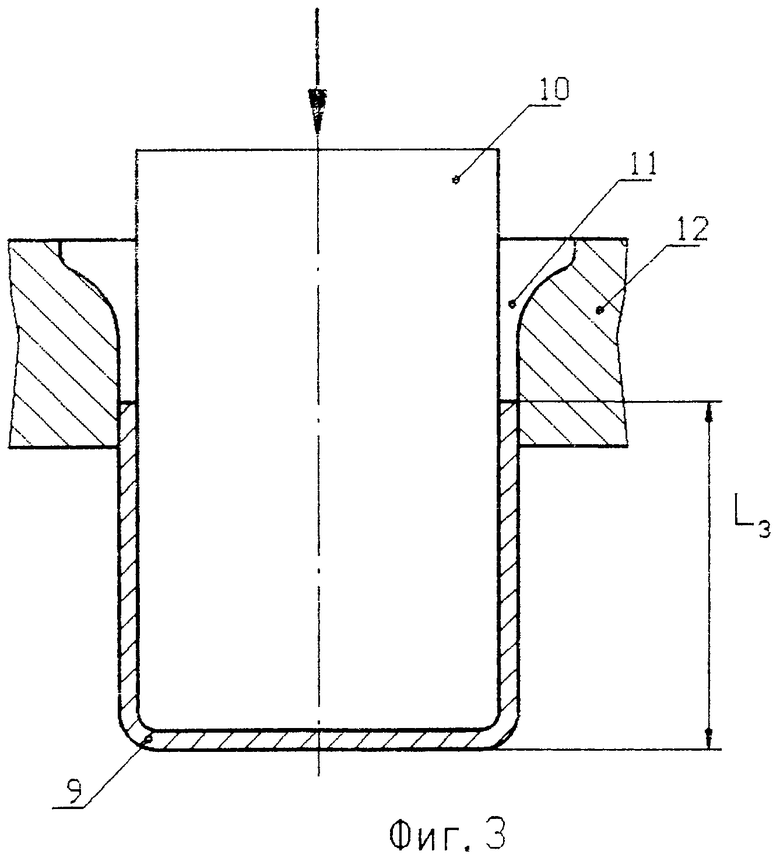
- фиг.3 показан штамп и полученная заготовка втулки в третьем переходе. Предлагаемый способ изготовления заготовок втулок из листового материала осуществляется в штампе с установкой сменных матриц и пуансонов:
- на фиг.1 показана заготовка втулки, полученная в первом переходе, где поз.1 - заготовка втулки, поз.2 - пуансон, поз.3 - зазор между матрицей и пуансоном, поз.4 - матрица, L1 - длина втулки;
- на фиг.2 показана заготовка втулки, полученная во втором переходе, где поз.5 - заготовка втулки, поз.6 - пуансон, поз.7 - зазор между матрицей и пуансоном, поз.8 - матрица, L2 - длина втулки;
- на фиг.3 показана втулка, полученная в третьем переходе, где поз.9 - втулка, поз.10 - пуансон, поз.11 - зазор между матрицей и пуансоном, поз.12 - матрица, L3 - длина втулки.
Данный способ изготовления заготовок втулок из листового материала, где в качестве листового материала используют лист из бериллиевой бронзы.
Заявленный способ изготовления заготовок втулок из листового материала осуществляется следующим образом. Заготовка втулки 1 длиной L1 изготавливается в штампе из листовой круглой заготовки с установкой сменных пуансона 2 и матрицы 4, первого перехода, затем заготовку втулки 1 устанавливают в штамп со сменным пуансоном 6 и матрицей 8 и изготавливают заготовку втулки 5, длиной L2 во втором переходе, затем заготовку втулки 5 устанавливают в штамп со сменным пуансоном 10 и матрицей 12 и изготавливают втулку 9, равномерной цилиндрической формой по ее длине L3 в третьем переходе.
Предлагаемый способ изготовления заготовок втулок из листового материала приведен из бериллиевой бронзы диаметром 120 мм, толщиной 3 мм. Вытяжку и калибровку осуществляли в штампе с установкой сменных матриц и пуансонов.
В первом переходе фиг.1 получили заготовку втулки 1 длиной L1=23 мм, при наружном диаметре 88 мм. Во втором переходе фиг.2 получили заготовку втулки 5 длиной L2=38 мм, при наружном диаметре равной 75.3 мм. В третьем калибрующем переходе фиг.3 получили втулку 9 равномерной цилиндрической формой длиной L3=55 мм, при наружном диаметре 56,1 мм и толщиной стенки 3 мм.
Предлагаемый способ дает возможность изготовления широкого ассортимента цилиндрических полых деталей. Кроме того, возможно получение дополнительных технических результатов, таких как получение изделий с максимально ровными и симметричными относительно продольной оси наружной и внутренней поверхностями, которые максимально соответствуют форме готового изделия.
С каждым годом резко возрастает спрос на высоколегированную бериллиевую бронзу в качестве материала подшипников скольжения, которые позволяют увеличить долговечность, коррозионную устойчивость и надежность ответственных узлов машин и оборудования.
Сортамент труб из бериллиевой бронзы, выпускаемый промышленностью, которые можно использовать в качестве заготовок, не отвечает диапазону применяемых подшипников скольжения в промышленности.
Подшипники скольжения из бериллиевой бронзы, в настоящее время, изготавливаются из круглой заготовки или поковки, в которых сверлят отверстие, при этом отходы от механической обработки составляют 80-90%, что делает данную технологию дорогостоящей и трудоемкой, стоимость высоколегированной бериллиевой бронзы в 3-5 раз выше стоимости меди.
Таким образом, предлагаемый способ изготовления заготовок втулок из листового материала, в частности для подшипников скольжения из высоколегированной бериллиевой бронзы позволяет:
- упростить технологию и уменьшить трудоемкость изготовления заготовок втулок для подшипников скольжения;
- значительно сократить расход материала с 80-90% до 10-30%;
- получать заготовку втулки равномерной цилиндрической формы и толщины стенки с минимальными припусками для шлифовки;
- получать заготовки втулок для подшипников скольжения в широком диапазоне и в количестве больших или малых партий;
- снизить себестоимость изготовления заготовок втулок.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2072271C1 |
| СПОСОБ И КОКИЛЬ ДЛЯ ОТЛИВКИ ГИЛЬЗЫ КРИСТАЛЛИЗАТОРА | 2011 |
|
RU2456120C1 |
| Способ изготовления цилиндрических втулок с фланцем из листового материала и устройство для его осуществления | 1987 |
|
SU1430137A1 |
| Способ устранения царапин и задиров на листоштампованных деталях | 2017 |
|
RU2672297C2 |
| ГИЛЬЗА КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ КРУГЛЫХ ЗАГОТОВОК | 2010 |
|
RU2431540C1 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| ГИЛЬЗА КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ ЗАГОТОВОК ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2010 |
|
RU2446911C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
| Штамп для изготовления свертных втулок из плоских заготовок | 1980 |
|
SU978989A1 |
Изобретение относится к обработке металлов давлением. Способ включает вытяжку заготовки, ее термообработку и калибровку по внутренней и внешней поверхностям до соответствующих размеров. Вытяжку и калибровку осуществляют в штампе с установкой сменных матриц и пуансонов. Изготовление заготовок втулок осуществляют в переходах. В первом переходе изготавливают профиль с наружным диаметром 1,4-1,56 от диаметра готовой заготовки втулки и длиной 0,4-0,5 от длины готовой заготовки втулки, при наличии зазора между матрицей и пуансоном, не менее 1,3 от толщины листа. Во втором переходе изготавливают профиль с наружным диаметром 1,2-1,34 от диаметра готовой заготовки втулки и длиной 0,7-0,8 от длины готовой заготовки втулки, при наличии зазора между матрицей и пуансоном, не менее 1,15 от толщины листа. В третьем, калибрующем переходе, изготавливают втулку равномерной цилиндрической формы по ее длине, при наличии зазора между матрицей и пуансоном в диапазоне 1,04-1,06 толщине листа. Толщина стенки готовой заготовки втулки равна толщине листового материала. В результате обеспечивается расширение технологических возможностей. 1 з.п. ф-лы, 3 ил.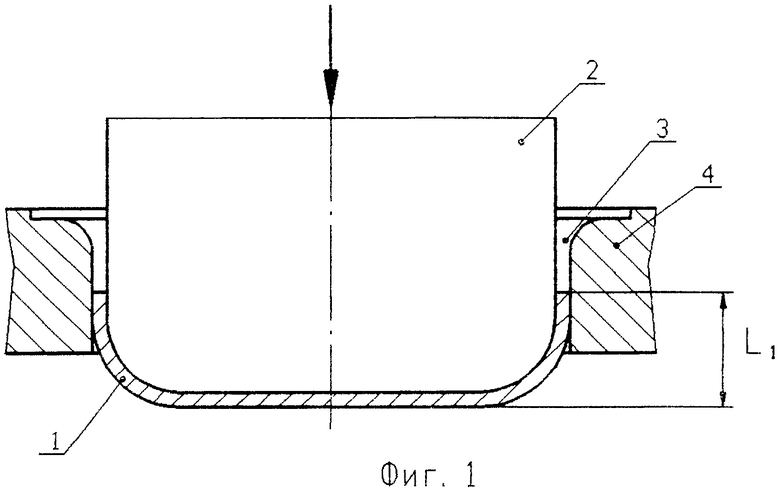
1. Способ изготовления заготовок втулок из листового материала, включающий вытяжку заготовки, ее термообработку и калибровку по внутренней и внешней поверхностям до соответствующих размеров, отличающийся тем, что вытяжку и калибровку осуществляют в штампе с установкой сменных матриц и пуансонов, при этом изготовление заготовок втулок осуществляют в переходах, причем в первом переходе изготавливают профиль с наружным диаметром 1,4-1,56 от диаметра готовой заготовки втулки и длиной 0,4-0,5 от длины готовой заготовки втулки, при наличии зазора между матрицей и пуансоном, не менее 1,3 от толщины листа, во втором переходе изготавливают профиль с наружным диаметром 1,2-1,34 от диаметра готовой заготовки втулки и длиной 0,7-0,8 от длины готовой заготовки втулки, при наличии зазора между матрицей и пуансоном, не менее 1,15 от толщины листа, а в третьем, калибрующем переходе, изготавливают втулку равномерной цилиндрической формы по ее длине, при наличии зазора между матрицей и пуансоном в диапазоне 1,04-1,06 толщине листа, при этом толщина стенки готовой заготовки втулки равна толщине листового материала.
2. Способ по п.1, отличающийся тем, что в качестве листового материала используют лист из бериллиевой бронзы.
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ | 2003 |
|
RU2257975C1 |
| Способ изготовления втулок с буртами из листового материала | 1977 |
|
SU740363A1 |
| US 6588084 B2, 08.07.2003 | |||
| JP 2004154789 A, 03.06.2004. | |||

