(54) МЕТАЛЛОРЕЖУЩИЙ ИНСТРУМЕНТ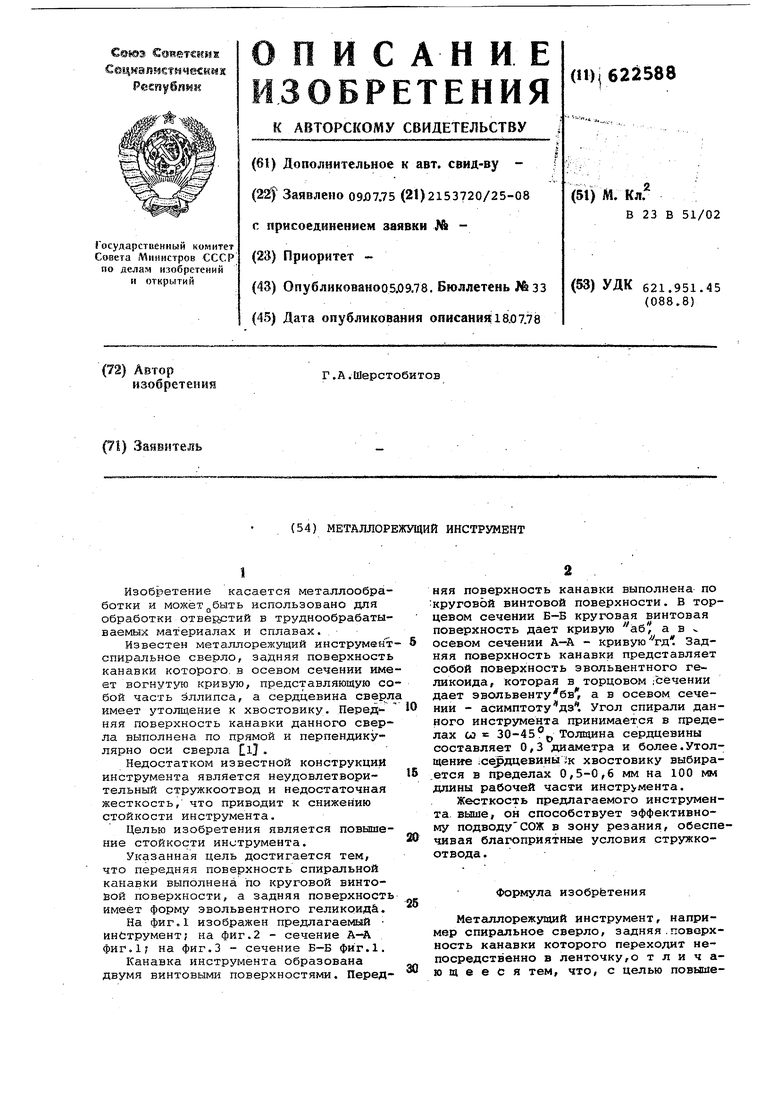
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сверления отверстий и режущий инструмент для его осуществления | 1991 |
|
SU1816247A3 |
| Металлорежущий инструмент | 1980 |
|
SU1020191A1 |
| СПИРАЛЬНОЕ СВЕРЛО | 2004 |
|
RU2372171C2 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ | 1995 |
|
RU2159167C2 |
| Спиральное сверло | 1974 |
|
SU795748A1 |
| Способ шлифования спинок спиральных сверл | 1983 |
|
SU1202818A1 |
| СВЕРЛО | 2001 |
|
RU2277458C2 |
| СПИРАЛЬНОЕ СВЕРЛО | 1988 |
|
RU2035270C1 |
| СПИРАЛЬНОЕ СВЕРЛО И СПОСОБ СВЕРЛЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ПРИМЕНЕНИЕ СВЕРЛА, СПОСОБЫ ЕГО ПЕРЕТАЧИВАНИЯ И ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2600465C2 |
| СПИРАЛЬНОЕ СВЕРЛО | 1967 |
|
SU191313A1 |
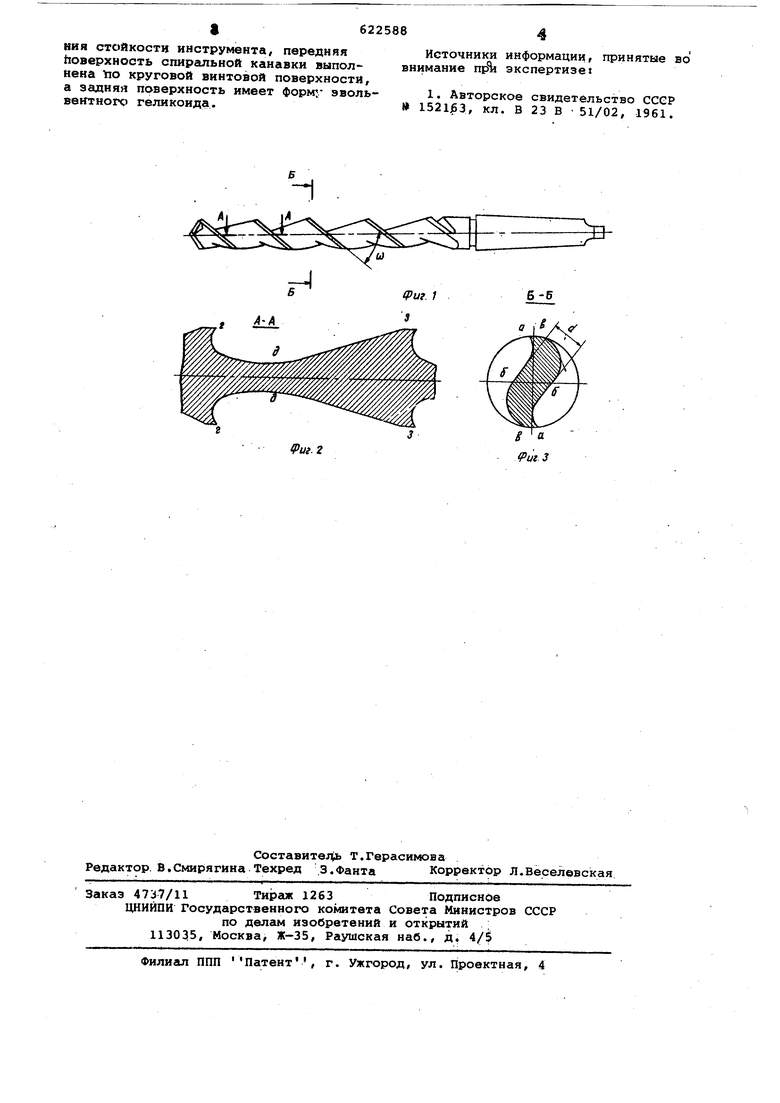
Изобретение касается металлообработки и можетдбыть использовано для обработки отвекртий в труднообрабатываемых материалах и сплавах. , Известен металлорежущий инструмент спиральное сверло, задняя поверхность канавки которого, в осевом сечении име ет вогнут ю кривую, представляющую со бой часть йллипса, а сердцевина сверд имеет утолщение к хвостовику. Передняя поверхность канавки данного сверла выполнена по прямой и перпендикулярно оси сверла 1, Недостатком известной конструкция инструмента является неудовлетворительный стружкоотвод и недостаточная жесткость, что приводит к снижению стойкости инструмента. Целью изобретения является повышение стойкости инструмента. Указанная цель достигается тем, что передняя поверхность спиральной канавки выполнена по круговой винтовой поверхности, а задняя поверхность имеет форму эвольвентного геликоид. На фиг.1 изображен предлагаемый инструмент; на фиг.2 - сечение A-ft фиг.1 на фиг.З - сечение Б-Б фиг.1. Канавка инструмента образована двумя винтовыми поверхностями. Передняя поверхность канавки выполнена по круговой винтовой поверхности. В торцевом сечении Б-В круговая винтовая поверхность дает кривую аб а в осевом сечении А-А - кривую гд Задняя поверхность канавки представляет собой поверхность эвольвентного ге ликоида, которая в торцовом .-сечении дает эвольвентубв, а в осевом сечении - асимптоту дз. Угол спирали данного инструмента принимается в пределах со 30-45°р Толщина сердцевины составляет 0,3 диаметра и более.Утолщение ;сердцевины к хвостовику выбирается в пределах 0,5-0,6 мм на 100 мм длины рабочей части инструмента. Жесткость предлагаемого инструмента, выше/ он способствует эффективному подводуСОЖ в зону резания, обеспечивая благоприятные условия стружкоотвода. Формула изобретения Металлорежущий инструмент, например спиральное сверло, задняя.поверхность канавки которого переходит непосредственно в ленточку,о т л и ч аю щ е е с я тем, что, с целью повышения стойкости инструмента, передияя hoaepxHOCTb спиральиой каиавки выполнена ПО круговой винтовой поверхности, а задняя поверхность имеет форм: эвольвентногр геликоида.
иг.г
Источники информации, принятые во внимание npSi экспертизе
