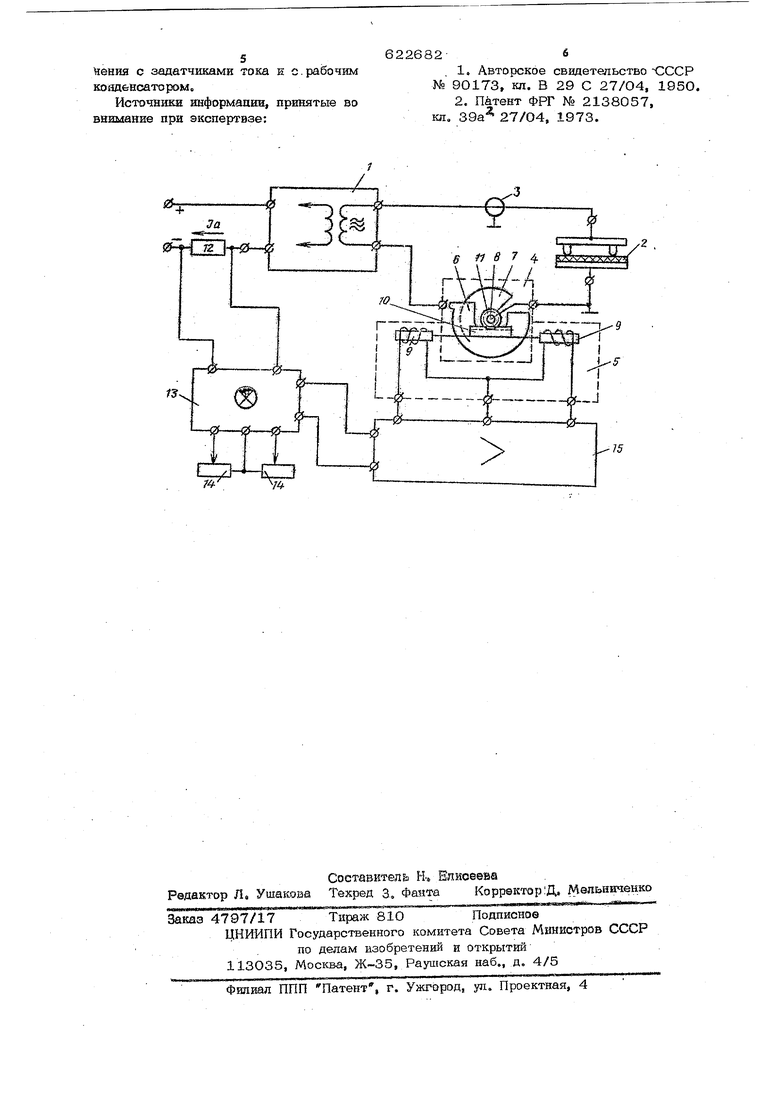
схемы управления, вход которого соедине через блок сравнения с задатчнками тока и с рабочим ковденсатором. Благодаря та кому конструктивному ОТЛИЧИЮ повышается точность поддержания заданного аначе ния сварочного тока к обеспечивается одновременная сварка различных по толшнне материалов. На чертеже изобрйжена функциональная схема устройства. Установка содержит генератор 1 токов высокой частоты, рабочий конденсатор 2, фидер 3 и механизм поддержания заданного значения сварочного тока, включающий согласующий конденсатор 4, электромагнитный привод 5 н схему управления водом. Согласующий когаденсатор 4 включен в цепь контура рабочего конденсатора 2 и состоит из статора 6 и ротора 7, жестко закрепленного на оси 8. Пр1тод 5 coraaa TOi.iT,ferc; конденсатора 4 снабжен двулгя днффереициальными элект ромагнитами 9f якори которых лсестко свя заны с зубчатой рейкой 10, входящей в задепление с шестерней 11, жестко закрепленной на оси 8 ротора 7. Схема управления содержит резистор 12, который включен в цепь питан ш генератора 1,-блок сравнения 13, задатчики 14, сварочного, тока и двухтактный ус литель 15. Устройство- работает следующим образом. В пронеесе сварки пластмассовых заготовок изменяется их толщина и диэлект. рические своЯства свариваемых материалов, что яриводнт к измененшо эквгшалент ной емвости рабочего конденсатора, при этом 1зменяется анодный-ток генераторной яампы. Напря}5сение, -пропорпиональное величине анодного(сварочного}тока J0 , снимается с резистора 12( включенного в анодн то день (цепь питан.йя) генераторной лампы и подается на вход блока срав- кеНЕя 13. Опорное напряжение, пропорпнональное задаваемому значеншоСварочного тока, снимается с задатчиков 14 соответственно для каждой позиции (стола) (на чертеже не-показана) сварочного пресса и подается таюке на блок сравнения 13, с выхода которого напряжение, пропорциональное отююненшо сварочного тока от заданного значения (сигнал рассогласован1ет), подается иа двухтактный транзисторный усил.итель 15, К выходу усилителя подклю чены обмотки днф(Ьеренциальных электромагнитов 9 Усютениый сигнал рассогласования приводит в движение якори электромагнитов 9, которые через зубчатую рейку 10 и шестерню 11 вращают ротор 7 согласующего конденсатора 4 в сторону изменения емкости так, чтобы при этом изменение величины сварочного тока уменьшало сигнал рассогласования, т, е. чтобы величина сварочного тока приближалась к заданному значеншо. Таким образом поддерживается заданная величина сварочного тока, который я пявтся важным параметром режима сварки. Задатчики 14 поочередно подключаются схемой автоматики (на чертеже не по1щзано) к блоку сравнения 13, в зависимости от порядковгуго номера позиции (стола) сварочного пресса, благодаря чему достигается возможность одновременной сварки различных по толщине и площади пластмассовых заготовок. Применение предлагаемого устройства для регулирования процесса ТВЧ сварки полимерных материалов повыщает качество выполнения операции сварки, увеличивает производительность устройства за счет сокращения времени сварки, дает возможность сваривать заготовки практически любой толщины, а также расширяет фунвдиональные возможности устройства за счет одновременной сварки различных как по толщине, так и по площади заготовок на многопозиционном сварочном прессе при различных режимах. Формула изобретения Устройство для регулирования процесса сварки ТВЧ полимерных материалов, содержащее генератор ТВЧ, рабочий конденсатор и механизм поддержан1ет заданного значен1Ш сварочного тока, включающий привод, согласующий конденсатор и схему управления, содер кащую усилитель, задатчики тока и блок сравнения, отличающееся тем, что, с целью повышения точности поддержания заданного значения сварочного тока и обеспечения рдЕовременной сварки различных по толmime материалов, согласующий ковденсатор выполнен в виде статора и.жестко закрепленного на оси ротора, а привод согласующего кон-денсатора снабжен двумя электромагнитами, якори которых жестко связаны с зубчатой рейкой, взаимодействующей с шестерней, закрепленной На оси ротора, причем электромагниты включены на выход усилителя схемы управления, вход которого соединен через блок срав ения с задатчиками тока и с.рабочим коядбвсатором.
Источники информации, пртштые во внимание при экспертизе:
6226826
, 1. Авторское свидетельство -СССР № 90173, кл. В 29 С 27/О4, 1950.
2. Патент ФРГ № 2138057, кп, 39а 27/04, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования процесса высокочастотной сварки | 1986 |
|
SU1437241A1 |
| Программный регулятор для управления циклической работой станков | 1961 |
|
SU145809A1 |
| Судовая энергетическая установка | 1990 |
|
SU1717477A1 |
| Устройство для контактной микросварки | 1982 |
|
SU1058739A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754362A1 |
| АВТОНОМНЫЙ ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 2006 |
|
RU2336151C1 |
| Многопозиционное устройство для дистанционного управления гидравлическим прессом | 1981 |
|
SU1002172A2 |
| ГЕНЕРАТОРНАЯ УСТАНОВКА | 2012 |
|
RU2509224C1 |
| Устройство для высокочастотной сварки изделий | 1989 |
|
SU1648685A1 |
| Устройство для контактной сварки | 1975 |
|
SU685458A1 |
-I/,
