Изобретение относится к устройствам для высокочастотной сварки пластмасс, а именно к устройствам для регулирования процесса высокочастотной сварки изделий из полимерных материалов.,
Целью изобретения является повышение надежности работы устройства и точности поддержания заданного значения сварочного тока путем исключения люфтов в кинематической цепи привода.
На чертеже изображена функциональная Ю схема предложенного устройства.
Устройство для регулирования процесса высокочастотной сварки полимерных материалов содержит генератор 1 токов высокой частоты, рабочий конденсатор 2 и механизм , поддержания заданного значения сварочного тока, состоящий из согласующего конденсатора 3, электромагнитного привода 4 рабочего хода согласующего конденсатора, механизма 5 возврата в исходное положение, ограничителей 6, 7 хода и схемы управ- 20 ления, включающей в себя однокаскадный транзисторный усилитель 8, датчик 9 анодного тока и измеритель 10 анодного тока генератора ТВЧ, программный 11 и коммутирующий 12 блоки.
Генератор 1 состоит из блока 13 питания, блока 14 управления и высокочастотного блока 15.
Рабочий конденсатор 2 представляет собой пресс, содержащий верхнюю неподвижную потенциальную плиту 16 и нижнюю подвижную заземленную плиту 17 пресса, например двухпозиционного (оснастку), электрод 18 с выступами 19 для сваривания изделия из полимерного материала по контуру.
Согласующий конденсатор 3 состоит из неподвижной потенциальной пластины 20 и подвижной (поворотной) заземленной пластины 21, снабженной с противоположной стороны относительно оси вращения уравно- вещивающим ее массу балансиром 22, за25
30
го достаточна для преодоления силы тяжести якоря 36 тянущего электромагнита и усилия поворота уравновещенной, подвижной пластины 21 согласующего конденсатора, благодаря чему привод 4 всегда воспринимает постоянное противодействующее усилие, выражающееся формулой
гдеу
/ь
Х + ),
36
электромагнит-сила тяжести ного привода;
-усилие поворота уравновещенной поворотной пластины 21 согласующего конденсатора;
4 вырагде Гэ - тяговое усилие электромагнита 31 и оно пропорционально сварочному току генератора.
Из формулы видно, что поскольку противодействующее усилие / механизма возврата независимо от угла поворота пластины согласующего конденсатора всегда остается постоянным, то тяговое усилие /у привода согласующего конденсатора, также как и усилие электромагнита / , изменяется пропорционально изменению только сварочного тока генератора.
Тяговый орган 34 выполнен, например, в виде гибкой бронзовой ленты, зафикси.- рованной на барабане 32 с помощью крепежного элемента 37, исключающего проскальзывание ленты. Один конец ленты соединен с якорем 36 тянущего электромагнита посредством крепежного элемента 38, а второй конец - с цилиндрическим стержнем 35 механизма возврата посредством
фиксированным на направляющей 23 с по- 40 крепежного элемента 39.
мощью крепежного элемента 24, благодаря
чему стабилизируется усилие поворота.
Поворотная пластина 21 с помощью
крепежных элементов 25 жестко соединена с
Якорь 36 и цилиндрический стержень 35 имеют сепаратные каналы 40, 41 для размещения в них щариков, благодаря чему силы трения сводятся до минимума и повывалом 26, проходяп им через подщипники 27, -с щается чувствительность системы регулиро28 опорных кронштейнов 29, 30, благодаря чему исключаются люфты, повышается чувствительность и точность системы регулирования.
Привод 4 состоит из тянущего элеквания.
Упоры 6, 7 выполнены с возможностью взаимодействия с выступом 42 барабана и предназначены для ограничения угла поворота подвижной пластины 21 согласующего
тромагнита 31, барабана 32, жестко соеди- 50 конденсатора в пределах необходимого дианенного с валом 26 с помощью крепежного элемента 33, и гибкого тягового органа 34, навитого на барабан 32 и соединенного с тянущим электромагнитом 31 и механизмом 5 возврата, благодаря такому выполнению также исключаются люфты.
Механизм 5 возврата выполнен, например, в виде цилиндрического стержня 35 с постоянной массой, сила тяжести которопазона регулирования.
Усилитель 8 включает в себя транзистор 43, постоянные 44, 45 и переменный 46 резисторы, диоды 47, 48 и измеритель 49 рабочего тока электромагнитного привода 55 согласующего конденсатора, при этом база транзистора 43 через проходной диод 47 подключена к первому входу усилителя, через постоянный резистор 44 - к эмиттеру транго достаточна для преодоления силы тяжести якоря 36 тянущего электромагнита и усилия поворота уравновещенной, подвижной пластины 21 согласующего конденсатора, благодаря чему привод 4 всегда воспринимает постоянное противодействующее усилие, выражающееся формулой
еу
/ь
Х + ),
36
электромагнит-сила тяжести ного привода;
-усилие поворота уравновещенной поворотной пластины 21 согласующего конденсатора;
4 выра
где Гэ - тяговое усилие электромагнита 31 и оно пропорционально сварочному току генератора.
Из формулы видно, что поскольку противодействующее усилие / механизма возврата независимо от угла поворота пластины согласующего конденсатора всегда остается постоянным, то тяговое усилие /у привода согласующего конденсатора, также как и усилие электромагнита / , изменяется пропорционально изменению только сварочного тока генератора.
Тяговый орган 34 выполнен, например, в виде гибкой бронзовой ленты, зафикси.- рованной на барабане 32 с помощью крепежного элемента 37, исключающего проскальзывание ленты. Один конец ленты соединен с якорем 36 тянущего электромагнита посредством крепежного элемента 38, а второй конец - с цилиндрическим стержнем 35 механизма возврата посредством
крепежного элемента 39.
крепежного элемента 39.
Якорь 36 и цилиндрический стержень 35 имеют сепаратные каналы 40, 41 для размещения в них щариков, благодаря чему силы трения сводятся до минимума и повыщается чувствительность системы регулирования.
Упоры 6, 7 выполнены с возможностью взаимодействия с выступом 42 барабана и предназначены для ограничения угла поворота подвижной пластины 21 согласующего
конденсатора в пределах необходимого диапазона регулирования.
Усилитель 8 включает в себя транзистор 43, постоянные 44, 45 и переменный 46 резисторы, диоды 47, 48 и измеритель 49 рабочего тока электромагнитного привода 55 согласующего конденсатора, при этом база транзистора 43 через проходной диод 47 подключена к первому входу усилителя, через постоянный резистор 44 - к эмиттеру транзистора 43, к отрицательному полюсу источника питания и к второму входу усилителя, а также через последовательно соединенные между собой переменный 46 и постоянный 45 резисторы подключена к пер- вому выводу измерителя 49 и к положительному полюсу источника питания, а коллектор транзистора 43 подключен к одному из выходных выходов усилителя и через проходной диод 48 - к второму выводу измерителя 49 и к второму выходному выво- ду усилителя. Такое выполнение усилителя имеет предельно малое количество электронных элементов и достаточно высокую разрешающую способность с учетом обеспечения повышенного быстродействия системы регу- лирования процессом сварки.
Датчик 9 анодного тока состоит из параллельно соединенных между собой резистора 50 и конденсатора 51 фильтра напряжения.
Программный блок 11 включает в себя по числу рабочих позиций задатчики 52, 53 сварочного тока, выполненные, например, в виде переменных резисторов. Задатчики 52, 53 снабжены индивидуальными измерительными шкалами 54, 55, выполненными с рав- номерной и повышенной точностью градуировкой с учетом отсутствия люфтов в кинематической цепи привода согласующего конденсатора и с учетом постоянства противодействующего усилия механизма возврата, в результате чего также повышается точность системы регулирования.
Коммутирующий блок 12 состоит из замыкающего контакта 56 поста управления первой рабочей позиции и за-мыкающего контакта 57 поста управления второй рабочей позиции (не показаны).
Схема управления автоматическим поддержанием заданного значения сварочного тока скоммутирована следующим образом.
В рабочем 2 и согласующем 3 конденсаторах подвижные пластины 17, 21 соединены между собой и заземлены на корпус, неподвижные потенциальньге пластины 16, 20 через трансформаторную связь подключены к выходным выводам высокочастотного блока 15, а в анодную цепь генераторной лампы включены последовательно соединенные между собой измеритель 10 и датчик 9 анодного тока.
В программном блоке 11 позиционные задатчики 52, 53 сварочного тока соединены параллельно между собой и парал- лельно с датчиком 9 сварочного тока, а подвижные элементы задатчиков 52, 53 через соответствующие замыкающие контакты 56, 57 коммутирующего блока 12 подключены к эмиттерному входу усилителя 8, а его базовый вход соединен с общим выводом дат- чика 9, измерителя 10 и позиционных задатчиков 52, 53, при этом выходные выводы усилителя 8 соединены с выводами катушки
0 5 0
5
0 5
0
электромагнита 3 привода согласующего конденсатора.
Устройство работает следующим образом.
В зависимости от разновидностей по площади и толщине изготавливаемых на разных рабочих позициях изделий оператор, пользуясь измерительными щкалами 54, 55, устанавливает на соответствующих позиционных задатчиках 52, 53 необходимые значения сварочного тока.Затем на подвижную плиту. 17 пресса помещаются изделие 58 и электрод 18, например, первой рабочей позиции и с помощью соответствующего поста управления (не показан) дают команду на включение пресса, после чего замыкается контакт 56 и к эмиттерному входу усилителя 8 подключается задатчик 52 первой рабочей позиции, а также происходит подъем нижней плиты 17 пресса и сжатие изделия 58 при взаимодействии электрода 18 с неподвижной плитой 16 пресса, образуя определенную емкость в рабочем конденсаторе 2.
При достижении необходимого давления автоматически включаются блок 14 управления и высокочастотный блок 15 генератора 1, в результате чего изделие 58 оказывается в электрическом высокочастотном поле рабочего конденсатора 2. Известно, что поли,- мерные материалы имеют свойство размягчаться в высокочастотном электрическом поле, поэтому двухслойное изделие 58 начинает свариваться под высоким давлением. Интенсивность сварки контролируется измерителем 10 сварочного (анодного) тока. Так как в исходном положении пластины 20, 21 находятся в сомкнутом положении, то рабочий 2 и согласующий 3 конденсаторы образуют на входе высокочастотного блока 15 большую емкость, в результате чего на его выходе появляется повышенный анодный ток, показания которого значительно выше (смотри показания по шкале измерителя 10) показаний задатчика 52 (смотри показания по измерительной шкале 54). При этом анодный ток, проходя через параллельно соединенные датчик 9 анодного тока и задатчик 52, создает сигнал рассогласования, который поступает на эмиттерно-базовый вход усилителя 8, в результате чего на его выходе появляется усиленный сигнал, который поступает на катушку электромагнита 31, создавая в ней рабочий ток. Рабочий ток электромагнита контролируется измерителем 49 и он пропорционален анодному току генератора. Рабочий ток создает в катушке электромагнита 31 магнитное поле, в результате чего начинает втягиваться якорь 36 с усилием FS , но так как усилие электромагнита ГУ больше противодействующего усилия механизма возврата Fg , то привод 4 с помощью гибкого тягового элемента 34 начнет поворачивать барабан 32, вал 26 и подвижную пластину 21 с усилием /у- удаляя ее от пластины 20 и увеличивая между ними расстояние, тем самым уменьшается емкость согласующего конденсатора 3, а следовательно, уменьшается сварочный ток генератора 1. При достижении
Таким образом, поочередно с разных рабочих позиций осуществляется загрузка пресса и сварка различных изделий с автоматическим выбором и поддержанием оптисварочного тока генератора 1 значения за- с мального режима, благодаря чему обеспедатчика 52 (т. е. показание измерителя 10 становится равным показанию измерительной шкалы 54) тяговое усилие электромагнита становится равным противодействующему усилию механизма возврата F Р , следовательно, тяговое усилие привода согласующего конденсатора становится равным нулю (Fj- 0), а система регулирования приходит в уравновешенное состояние, которое в течение всего периода сварки изделия автоматически поддерживается.
После окончания необходимых выдержек времени на сварку и охлаждение автоматически дается команда на отключение генератора 1 и задатчика 52, а также дается команда на опускание плиты 17 прес10
чивается высокое качество изготовления изделий.
Предложенное устройство может использоваться на высокочастотных установках для сварки изделий из полимерных материалов и может найти широкое применение в кож- галантерейной, обувной, автомобильной про- мыщленностях, в судостроении, приборостроении, на предприятиях по изготовлению спецобуви, спецодежды, детских игрушек и т. д.
Формула изобретения
25
Устройство для регулирования процесса высокочастотной сварки полимерных материалов, содержащее генератор ТВЧ, рабо- са, сваренного изделия 58 и электрода 18 20 чий конденсатор и механизм поддерживания в крайнее нижнее положение. Исчезновение заданного значения сварочного тока, вклю- сигнала на входе генератора 1 приводит к исчезновению рабочего тока в катушке электромагнита 31 и исчезновению тягового усилия /V в приводе 4 согласующего конденсатора, в результате чего цилиндрический стержень 35 механизма возврата с помощью гибкого тягового элемента 34 поворачивает с усилием / барабан 32, вал 26 и подвижную пластину 21 в исходное сомкнутое положение с неподвижной пластиной 20, о работы устройства и точности поддержа- образуя максимальную емкость согласующе-ния заданного значения сварочного тока
го конденсатора 3.путем исключения люфтов в кинематической цепи привода, подвижная пластина
После этого оператор первой рабочейсогласующего конденсатора жестко закреппозиций снимает готовое изделие и элек-лена на валу привода и снабжена уравнотрод, а оператор второй рабочей позиции 5 вешивающим балансиром, при этом при- помещает на подвижную плиту 17 прессавод снабжен закрепленным на противопочающии согласующий конденсатор с подвижной и неподвижной пластинами, электромагнитный привод с механизмом возврата подвижной пластины в исходное положение и схему управления, включающую усилитель, датчик анодного тока, позиционные задатчики сварочного тока и замыкающие контакты рабочих позиций, отличающееся тем, что, с целью повышения надежности
другое по площади и толщине изделие и соответствующую ему оснастку. Затем с помощью индивидуального поста управления (не показан) аналогично описанному дает команду на подъем подвижной плиты пресса, сжатие свариваемого изделия, включение генератора ТВЧ и включение с помощью замыкающего контакта 57 соответствующего задатчика 53 анодного (сварочного) тока.
40
ложном конце вала барабаном с зафиксированным на нем гибким тяговым органом, один конец которого соединен с якорем электромагнита привода, а другой - с механизмом возврата, который выполнен в виде цилиндрического стержня, постоянная масса которого превышает силу тяжести якоря электромагнита и усилие поворота уравновешенной подвижной пластины, причем усилиДальше все повторяется аналогично описан- .г тель выполнен однокаскадным транзисторному: автоматическая установка необходимого анодного (сварочного) тока, выдержка времени на сварку и охлаждение изделия, возврат подвижной плиты пресса и системы регулирования в исходное положение, съем готового изделия и оснастки.
ным, вход которого соединен через замыкающие контакты постов рабочих позиций с соответствующими задатчиками сварочного тока, включенными параллельно датчику анодного тока, а электромагнит привода подключен к выходу усилителя.
Таким образом, поочередно с разных рабочих позиций осуществляется загрузка пресса и сварка различных изделий с автоматическим выбором и поддержанием опти
чивается высокое качество изготовления изделий.
Предложенное устройство может использоваться на высокочастотных установках для сварки изделий из полимерных материалов и может найти широкое применение в кож- галантерейной, обувной, автомобильной про- мыщленностях, в судостроении, приборостроении, на предприятиях по изготовлению спецобуви, спецодежды, детских игрушек и т. д.
Формула изобретения
Устройство для регулирования процесса высокочастотной сварки полимерных материалов, содержащее генератор ТВЧ, рабо- чий конденсатор и механизм поддерживания заданного значения сварочного тока, вклю- работы устройства и точности поддержа- ния заданного значения сварочного тока
чающии согласующий конденсатор с подвижной и неподвижной пластинами, электромагнитный привод с механизмом возврата подвижной пластины в исходное положение и схему управления, включающую усилитель, датчик анодного тока, позиционные задатчики сварочного тока и замыкающие контакты рабочих позиций, отличающееся тем, что, с целью повышения надежности
ложном конце вала барабаном с зафиксированным на нем гибким тяговым органом, один конец которого соединен с якорем электромагнита привода, а другой - с механизмом возврата, который выполнен в виде цилиндрического стержня, постоянная масса которого превышает силу тяжести якоря электромагнита и усилие поворота уравновешенной подвижной пластины, причем усилитель выполнен однокаскадным транзисторным, вход которого соединен через замыкающие контакты постов рабочих позиций с соответствующими задатчиками сварочного тока, включенными параллельно датчику анодного тока, а электромагнит привода подключен к выходу усилителя.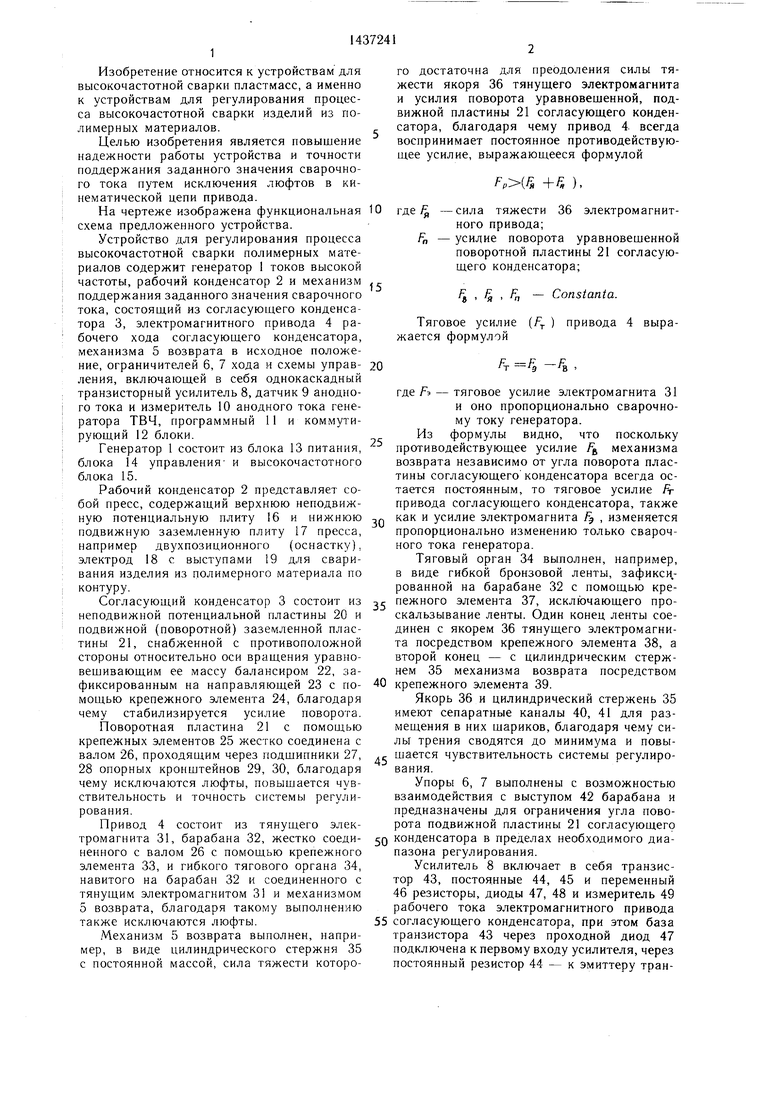
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования процесса сварки твч полимерных маиериалов | 1976 |
|
SU622682A1 |
| Пресс для высокочастотной сварки деталей из термопластичных материалов | 1983 |
|
SU1111865A1 |
| Пресс для высокочастотной сварки деталей из термопластичных материалов | 1980 |
|
SU839188A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЧВООБРАБАТЫВАЮЩЕГО РАБОЧЕГО ОРГАНА СТРЕЛЬЧАТОГО ТИПА | 2011 |
|
RU2474098C1 |
| Пресс для высокочастотной сварки | 1971 |
|
SU449556A1 |
| Устройство для изготовления кожгалантерейных изделий методом сварки токами высокой частоты | 1983 |
|
SU1080992A1 |
| Пресс для высокочастотной сварки изделий из термопластичных материалов | 1987 |
|
SU1451045A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2115521C1 |
| Пресс для сварки ТВЧ термопластичных материалов | 1980 |
|
SU897547A1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
Изобретение относится к устройствам для высокочастотной сварки пластмасс, а именно устройствам для регулирования процесса высокочастотной сварки полимерных материалов, и предназначено для соединения термопластичных материалов при № помощи токов высокой частоты. Цепь изобретения - повышение надежности работы устройства и точности поддержания заданного значения сварочного тока путем исключения люфтов в кинематической цепи. Устройство содержит генератор ТВЧ 1, рабочий конденсатор 2 и механизм поддержания заданного значения сварочного тока, включающий согласующий конденсатор 3 и электромагнитный привод. Для достижения указанной цели подвижная пластина согласующего конденсатора жестко закреплена на валу привода и снабжена балансиром, а механизм возврата пластины выполнен в виде цилиндрического стержня, постоянная масса которого превышает силу тяжести якоря электромагнита и усилие поворота уравновешенной подвижной пластины. Между электромагнитом и задатчиками сварочного тока предусмотрена постоянная связь за счет подключения их через однокаскад- ный транзисторный усилитель. 1 ил. 2 В (Л 4 СО to 4 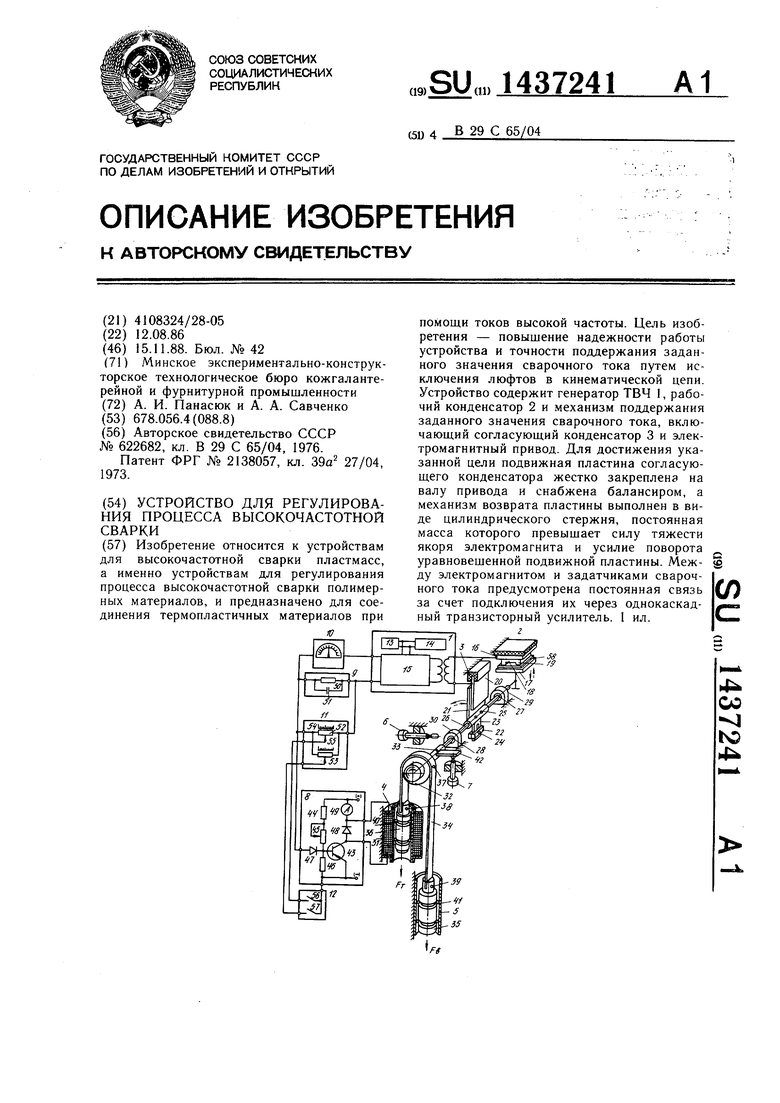
| Устройство для регулирования процесса сварки твч полимерных маиериалов | 1976 |
|
SU622682A1 |
| Солесос | 1922 |
|
SU29A1 |
| ТЕПЛОВИЗИОННАЯ УСТАНОВКА КОНТРОЛЯ И РАЗБРАКОВКИ КОНТАКТНО-СВАРОЧНЫХ СОЕДИНЕНИЙ | 1997 |
|
RU2138057C1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
