/Предлагается устройство для затыловання червячных и дисковых фрез, в котором используется качающийся от копира рычаг, предназначенный для неремешения поперечного суппорта через зубчато-реечную передачу.
В отличие от аналогнчных устройств подобного рода нредлагаемое устройство дает возможность обрабатывать червячные фрезы без помоHUI дифференциалов, что достигается применением поводковых пальцев, связанных с хомуто.м и кониро.м, состоящим из нескольких эталонных кулачко 5. Поводковые пальцы вводятся в спиральную канавку обрабатываемо фрезы с сообщения затылующему резцу нрн продольном движении суппорта добавочного опережения или замедления в зависимости от угла нодъема снирали обрабатываемой фрезы.
Устройство позволяет производить затылование фрез не только без помон;и дифференциала, но и без соответствующего набора сменных шестерен, без набора сменных эталонных кулачков на разные модули и без переделки токарного станка.
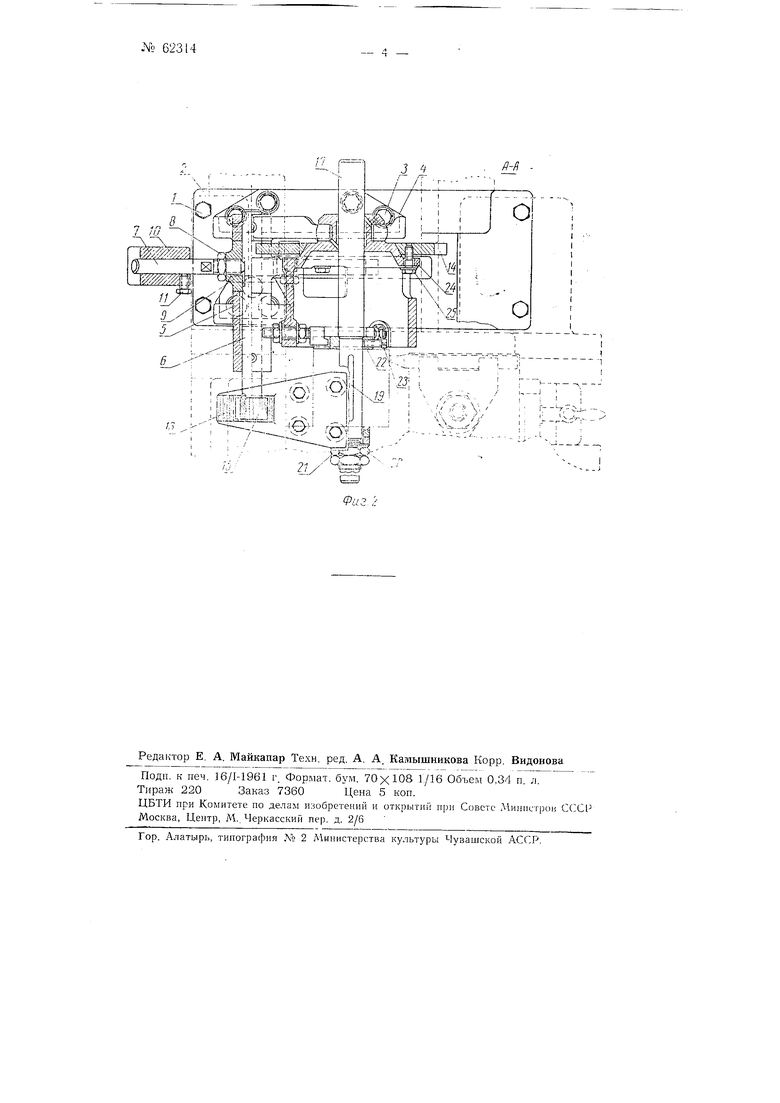
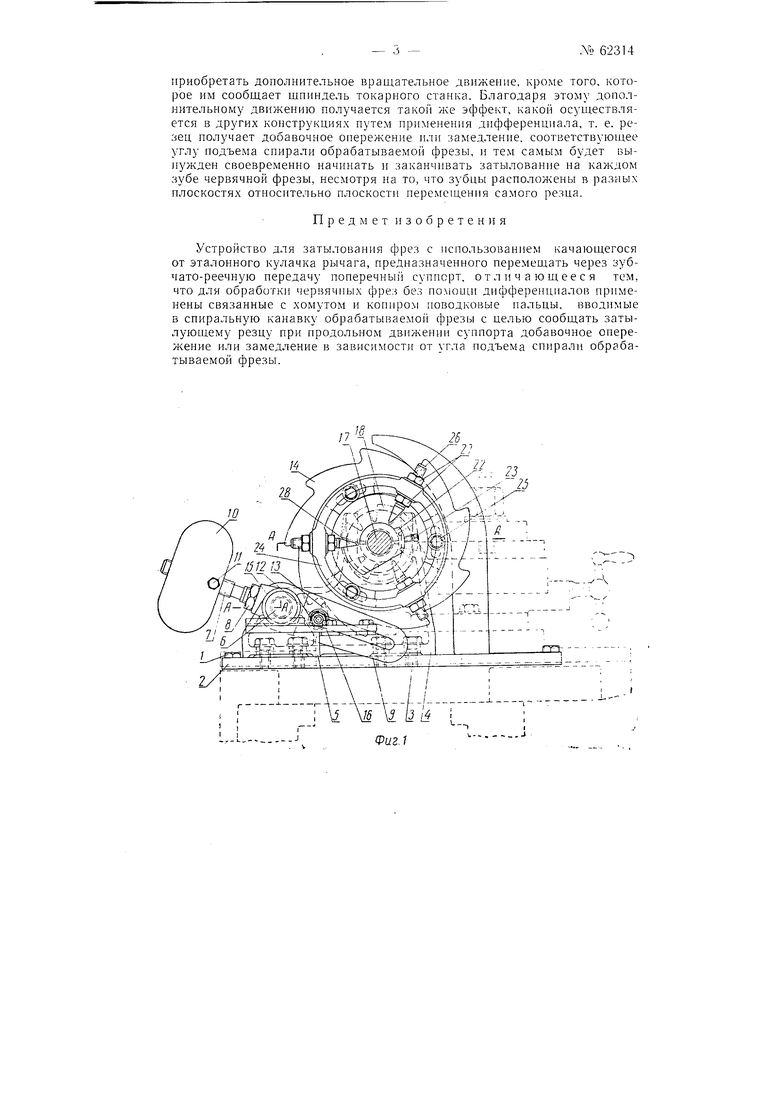
На фиг , 1 представлено нредлагаемое устройство в общем виде; на фиг., 2-то же, вид в плане, в разрезе по/1-А на фиг. 1.
На салазках суппорта токарного станка болтами / крепится плита 2. К этой плите прикреплены болтами 3 кронщтейн 4 и нодшипник 5. В нриливе кронштейна 4 и подщипника 5 вращается вал 6. на котором стопорится посредством штанги 7 гайки 8 рычаг 9. На щтанге 7 имеется груз 10. укрепленный на ней болтом 11. В паз рычага 9 введен палец 12 с отростком 13 отфрезерованным в виде нризмы, верхняя грань которой закалена и прижата действием груза 10 к поверхности эталонного кулачка копира 14. Шестерня /5, укрепленная на конце вала 6, сцеплена с рейко1 | 16, укрепленной на ионеречной части суппорта.
.NO 62314, - 2 -
Между центрами токарного станка устанавливается оправка 17, на которую надевается затылуемая фреза 18. Оправка имеет на двух своих концах шейки: на одной шейке крепится фреза посредством шпонки 19, упорных колец 20 и гаек 21. и хомут 22 посредством винта 23, а на другой свободно надет стакан 24, в кольцевую выточку которого входит вилка кронштейна 4. стакану 24 болтами 25 прикреплеи копир 14, имеющий иесколько зубцо в, являющихся эталонными кулачками, по числу зубцов фрезы. Копир 14 для лучшего центрирования насажен на коническую часть стакана 24. В утолщенных местах стенок стакана 24 просверлены отверстия, через которые пропущены поводковые пальцы 26, закрепляемые гайками 27.
Действует устройство следующим образом.
Фреза 18 закрепляется нри иомои и колец 20 и гаек 21 на шейке оправки /7. Хомут 22 закрепляется на другой оправки так, чтобы его радиальпая rpaiib совпадала с режущей плоскостью зуба фрезы. Зате.м продольным перемешенпем суппорта подводится стакан 24 настолько, чтобы конец 28 новодкового пальца соприкасался с радиальной гранью хомута 22 и мог передавать вращение оправке 17 с затылуемой фрезой 18 и хомутом и через последний-стакану 24 с копиром 14.
Копир 14 закрепляется болтами 2,5, вставлеиными в дугообразные пазы так, чтобы плоский отросток 13 пальца 12 находился в самом глубоком месте впадины у эталонного кулачка-копира 14 в тот момент, когда резец токарного станка находится у режущей грани зуба зачылуемой фрезы.
лЧастроив таким образом устроГ|ство, вводят коицы 28 пальцев 26 в режущие канавки затылуемо чер15ячной фрезы, благодаря чему они устанавливаются своими плоскостям под углом подъема спирали этих канавок, и закрепляют пальцы в этом по;южении гайками 27.
Затем пальцы 26 выводятся продольным перемещеиием суппорта вручную из режущих канавок фрезы, и стакан 24 при ослабленных гайках болтов 25 поворотом относительно копира 14 устанавливается в такое положение, чтобы кромка конца 2S, пальца 26 соприкасалась с торцовой поверхностью гайки 27. Возможность такого поворота обеспечивается наличием дугообразных пазов в теле копира 14. В таком иоложении стакан 24 закрепляется на копире 14 гайками болтов 25.
После этого пускают в ход 1ПП1 ндель станка и продольный самоход суппорта. Оправка 17 с затылуемой фрезой и укреплепны.м на оправке хомутом 22 начинает враилаться. Вращение хомута через пальцы 26 передается стакану 24 и коииру 14.
Так как груз 10 прижимает отросток 13 пальца 12 к эталонному кулачку копира 14, то рычаг 9 начнет качаться и поворачивать вал с шестерней /5, которая сообщит рейке 16, а с;1едовательно, и ноперечной части суппорта возвратпо-поступательное . При этом резец будет снимать затылок у зуба фрезы согласно кривизне эталонных кулачков коиира 14, т. е. по Архимедовой спирали. При этом изменением положения пальца 12 в прорезе рычага 9 можно получать требуемую глубину зать ловки, так как благодаря этому изменяется плечо рычага и, следовательно, угол поворота вала плестернп 15.
Одновременно с вращением оправки 17 происходит автоматическая продольная подача суцпорта. Поэтому вместе с последним двигается и кронштейн 4, который своей вилкой перемещает стакан 24 в осевом направлении вдоль оправки 17, заставляя плоские концы 28 пальцев 26 скользить в ведущих канавках затылуемой фрезы.
Так как канавки эти профрезероваиы по спирали, то иальцы 26, а следовательно, и стакан 24 с укреиленным на нем копиром 14 будут
приобретать дополнительное вращательное движенпе, кроме того которое им сообщает шниндель токарного станка. Благодаря этому дополнительному движению получается такой же эффект, какой осу1цествляется в других конструкппях путем применения дифференциала, т. е. резец получает добавочное опережение или замедление, соответствующее углу подъема спирали обрабатываемой фрезы, и тем самым бутет вынужден своевременно начинать и заканчивать затылование пакаждом зубе червячной фрезы, несмотря на то, что зубцы расположены в разных плоскостях относительно плоскости перемещения самого резца.
Предмет изобретения
Устройство для затылования фрез с использованием качающегося от эталонного кулачка рычага, предназначенного перемещать через зубчато-реечную передачу поперечный суппорт, отличающееся тем, что для обработки червячных фрез без помощи дифференциалов примеиены связанные с хомутом и копиром поводковые пальцы, вводимые в спиральную канавку обрабатываемой фрезы с целью сообщать затылующему резцу при продольпом движении суппорта добавочное опережение или замедление в зависимости от угла подъема спирали обрабатываемой фрезы.
Л 62314
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ затылования зубьев режущих инст-РуМЕНТОВ и CTAHOK для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU841778A1 |
| Устройство для затылования | 1984 |
|
SU1199458A2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СПОСОБ ЗАТЫЛОВАНИЯ | 1973 |
|
SU373091A1 |
| Устройство для затылования инструмента | 1979 |
|
SU869978A1 |
| Устройство для затылования | 1980 |
|
SU1009615A1 |
| ТОКАРНО-ЗАТЫЛОВОЧНОМУ СТАНКУ | 1971 |
|
SU298439A1 |
| Устройство для затылования | 1983 |
|
SU1146134A1 |
| СПОСОБЫ ОБРАБОТКИ ГИПЕРБОЛОИДНЫХ ЧЕРВЯКОВ И ЧЕРВЯЧНЫХ ЗУБОРЕЗНЫХ ИНСТРУМЕНТОВ И УСТРОЙСТВО ДЛЯ ИХ РЕАЛИЗАЦИИ | 2012 |
|
RU2597933C2 |
| Устройство для затылования | 1983 |
|
SU1117127A2 |