Изобретение относится к области листовой штамповки.
Известен штамп для вырубки-формоки из плоской заготовки, содержащий размещенные в верхней части пуансонматрицу и съемник и установленные в нижней части пуансон формовки, смонтированную на обойме матрицу вырубк и установленный с возможностью вертикального смещения между пуансоном формовки и матрицей вырубки кольцевой прижим-выталкиватель, имеющий фланец l .
В известном штампе сначала осуществляют вырубку заготовки из полосы, а затем - формовку-вытяжку. Недостатком известного штампа являетс то, что в процессе формообразования происходит утяжка материала, иногда наружный диаметр может приобрести некоторую неконцентричность из-за направления проката.
Целью изобретения является повышение качества готового изделия за счет обеспечения вырубки в конце рабочего хода.
Цель достигается тем, что обойма выполнена с кольцевой канавкой для вхождения фланца прижима-выталкива,теля, при этом высота канавки обоймы превышает высоту фланца прижимавыталкивателя по меньшей мере на толщину заготовки.
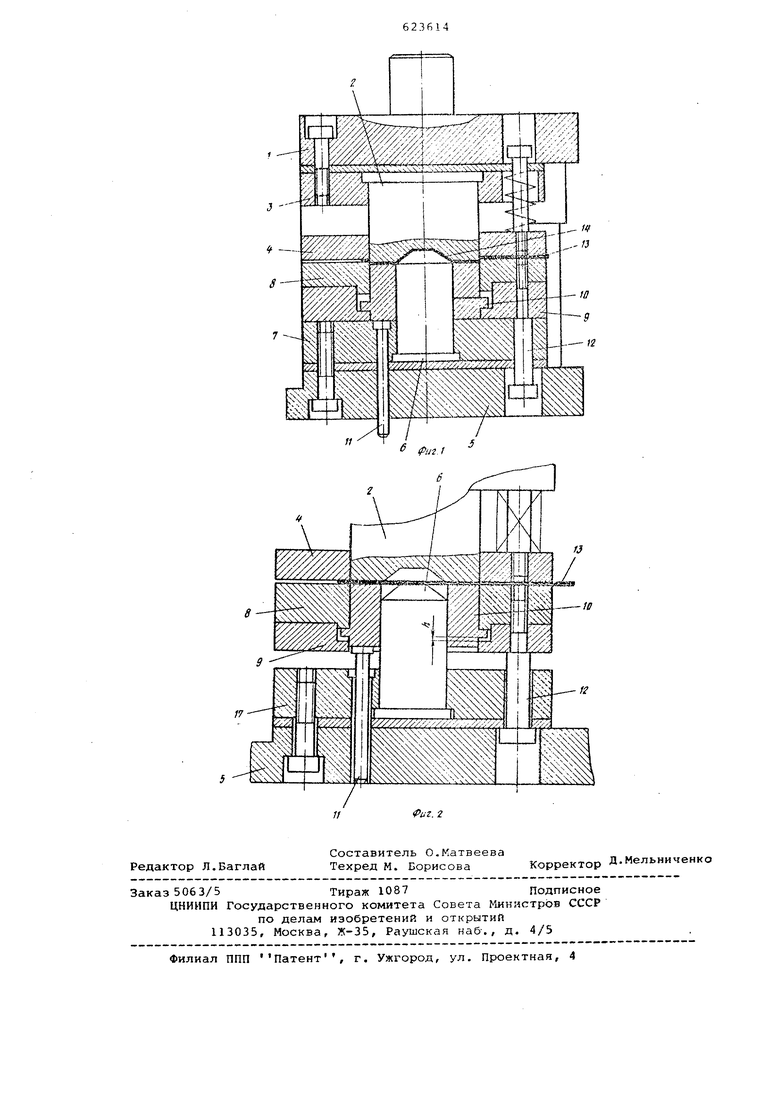
На фиг. 1 изображен предлагаемый штамп; на фиг. 2 - положение рабочих частей штампа в момент соприкосновения верхней части со штампуемым материалом.
Описываемый штамп содержит верхнюю плиту 1, на которой жестко укреплена пуансон-матрица 2 с помощью держателя 3, и подпружиненный съемник 4.
На нижней плите 5 жестко укреплен пуансон 6 при помощи пуансонодержателя 7.
Матрица 8 выполнена в форме полого диска. В нижней части матрицы имеется выступ, с помощью которого она запрессована на обойму 9.
Обойма 9 выполнена также в форме поЛого диска. Между фланцем обоймы 9 и матрицей 8 образована кольцевая канавка, в которой расположен фланец выталкивателя- прижима 10.
Выталкиватель-прижим 10 имеет форму полого цилиндра, который на наружной образующей поверхности имеет фланец на некотором расстоянии от нижнего основания. В крайнем
верхнем рабочем положении пыталкииаГель-прижим ). О удерживается при помощи толкателей II, а ма1рица 8, жестко yKperuieiiijan на обойме 9 за счет фланца вытал1 ипателч-прижима 10, расположеимого в кольцевой кэ.навке между матрицей 8 и обоймой 9, Для ограничения верхнего хода матрицы 8 служат ограничительные винты 1 2.
Оппсываемь,1П штамп работает следующим образом. В исходном состоянии полоса 13 подана в рабочую зону штампа, В этот момент матрица 8, пуансон 6 и выталкива7;ель Прил;им 10 находятся на одном уровне. При рабочем ходе пресса полоса 1,3 вначале прпжимается подпружинеиньм съемником 4 и пуансон-матрицей 2 к вытзлкиватепо-пр1тжиму 10 и матри11.е 8, пол jiOicTBKGM уо-пня прессзэ происхо.аит }1аремси) матгтцы Ч и вьталкиэате.;п-ири:т«ка 10 вниз с oднoзpe al o Формов ок изделия 1., В процессий моего форг. изделия мачгркца 8 н иыталкикатель-прижим 10, перемещаясь зниз, продг.лжают оставаться ла одном уровне, а пуансон 6 остается неиолвижньм. Проис: с5, гфи формообразовании утяжка материала комчепснрует-ся за счет полосн 13, поданной в рабочую зопу титаг.иа .
При дальиеиие. холе пресса в кон-i/a формовки, а именно, кот .ца пуансо -Мйгри;1г; 2 HG лоипа ,по : И;--:нйй MapTBoi: точки (иа BCjnojKHy ie t.-;sHee, чем голщи-а материала з.:.го1:огл:л} , {шоисход4 т соирикоснс непке обой.;™ 9 с руаисо.чо;п-зрхг.теле.ч / , Матрица 3 с обоймо/- 9 остакавл иваются, а з талкм затель-прихим 10 продолжаем: двигаться вниз под действг-и.м усилия пуансов-матриды 2. ГЗ втот момент происходит начало оОрезкк изделия 14 по контуру и 1 :ал1 брО1зка отформованной части. ,)1кижеь-ие вгтк.з выталкивате.пя-прижима 10 продопжается до тех пор, тюка его фланнп не придет в соприкосновение с обоймой 9, а его . пггжмое осн. - в соприкосмовение с пуансо $одержателем 7. К этому времени происходит вырубка изделия 14 по контуру,так как расстояпие, проходимое выталкивателем-прижимом 10 после остановки матрпцы 8 ограничивается свободной высотой п , величина которой выбрана не менее толщины материала заготовки. При ход вверх верхняя плита 1. поднимаясь,
увлекает за собой жестко укрепленную на ней пуансон-матрицу 2 и подпру жнненный съемник 1 , толкатели 7 поднимают врлталкива тсль-прижнм iO, который в спою очередь поднимает матрицу 8 с обоймой 9. Движение яверх продолжается до тех пор, пока верхнее основание матрицы 8 Не окажется на одном уровне с верхней плоскостью пуансона 6. От дальнейшего подъема матрио.а 8 удерживается ограничительными винтами 12. Выталкинатель-при жим 10 с помощью буфера пресса вытеснит изделие 14 из матрицы 8 и, соприкоснувшись фландем с плоскостью матрицы 8, останется в этом положени на одном уровне с матрицей 8 и пуансоном б.
Осногзные технические преимущества ггредложенного ипампа по сравнению с и-пзсст -:ым заклгочаются в том, что обегтотяпается точность вырубки дета.тп по контуру. Итамп позволяет сначала произподить формовку, а затем вырубку за счет одновременного хода матрицы и выталкиЕг-теля-прижима на врем осповнсл-о формосбразо.нания детали и последующего хода выталкивателя-прижма относительно матрип.ы во время вырезки детали по контуру.
кзобретения
liiXr.iMn для )зырубки-фор ювки из плоской з-тготовк Е, содержащи размещен пле в верхней части пуансои-матриггУ и съемник и установленные в нижней части пуапсон формовки, смонтированную и.а обойме матрииу вырубки и установ,пекиь,и с возможностью вертикального смещения между пуансоном формовки и матрицей вырубкз кольцевой прижимпкталкиватель, имеющий фланец, о т л и ч а ю щ и и с я тем, что, с целью повь-тения качества готового изделия за счет обеспечения вырубки в конце рабочего хода, обойма выполнена с кольцевой канавкой для вхо кдения фланца прижима-всгталкивателя, при это Бьтсота канавки обоймы превыщает высоту фланца прижима-выталкивателя, по меньшей мере на толщину заготовки.
Источники ин 1 ормации, принятые во внимание при зкспертизе:
1,Скворцов Г„Д. Основы конструирования штампов по холодной листовой (цтамповке, Маи гиз, 1972, с. 307, рис. 280 О ,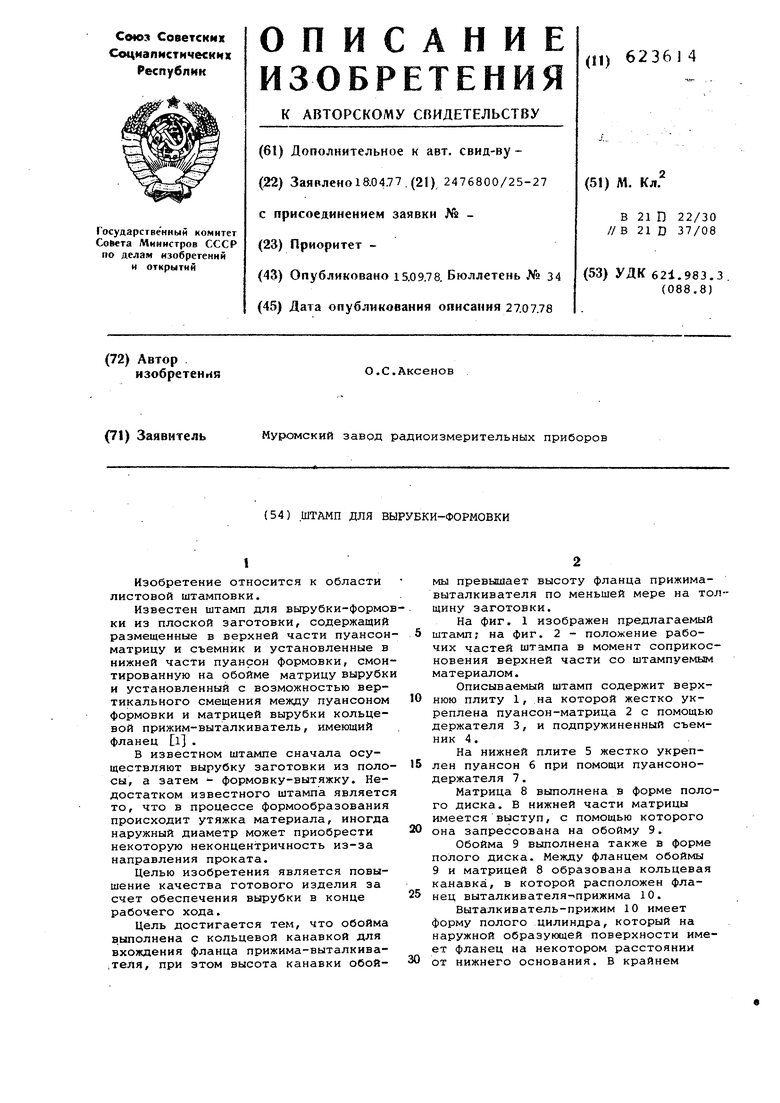
| название | год | авторы | номер документа |
|---|---|---|---|
| Вырубной штамп с эластичной матрицей | 1979 |
|
SU929280A2 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| Штамп совмещенного действия "Викост | 1987 |
|
SU1496871A1 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| Штамп совмещенного действия | 1978 |
|
SU697229A1 |
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |
| Комбинированный штамп для выполнения разделительных и формообразующих операций на прессах двойного действия | 1981 |
|
SU958014A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |