Изобретение относится к области ультразвуковой обработки материалов а именно, к устройствам для ультразвуковой сварки, штомповки и т.д. Известен инструмент для ультразвуковой обработки, содержащий стер жень резонансной длины, выполненный из материалов с неоднородной по сечению структурой ClJ. Инструмент об лашаёт высокими акустическими свойс вами, но не обеспечивает саморегули рования процесса обработки, посколь его конус на длине, равной половине диаметра стержня, имеет однородную структуру. Наиболее близким из известных к предлагаемому изобретению является инструмент для ультразвуковой обработки мета.плов давлением, содержащий концентрично размещенные стержень и втулку резонансной длины 2. Недостатком инструмента является его сложность, кроме того, хотя конструкция инструмента и позволяет вво дить ультразвуковые колебания локаль но в зону обработки, но при высоких усилиях нагружения происходит затухание амплитуды колебаний. При процессах ультразвуковой обработки, например сварки, термоультр звуковой обработки, происходит изменение реактивного сопротивления нагрузки и для достижения высокого качества изделий, т.е. по.цдержания работы системы в резонансном режиме, требуется более высокое ее активное сопротивление. Но такое ;условие может быть достигнуто при высокой интенсивности колебаний на рабочем торце инструмента. А для этого необходимо использовать конструкции и материалы, которые бы не разрушались при высоких нагрузках, приводящих к резкому снижению амплитуды колебаний, но в то же время не реагировали очень остро на изменение реактивной нагрузки. Целью изобретения является упрощение конструкции и повъааенне качества изделий путем увеличения интенсивности колебаний на рабочем торце инструмента. Это достигается тем, что предлагаемый инструмент снабжен наконечником, расположенным на рабочем конце инструмента и сопряженным с помощью резьбовых соединений со стержнем и . втулкой при этом резьбовые соединения стержня с наконечником и втулки с наконечником выполнены с различным
шагом резьбы, а нерабочие концы стержня и втулки соединены между собой неподвижЕЮ.
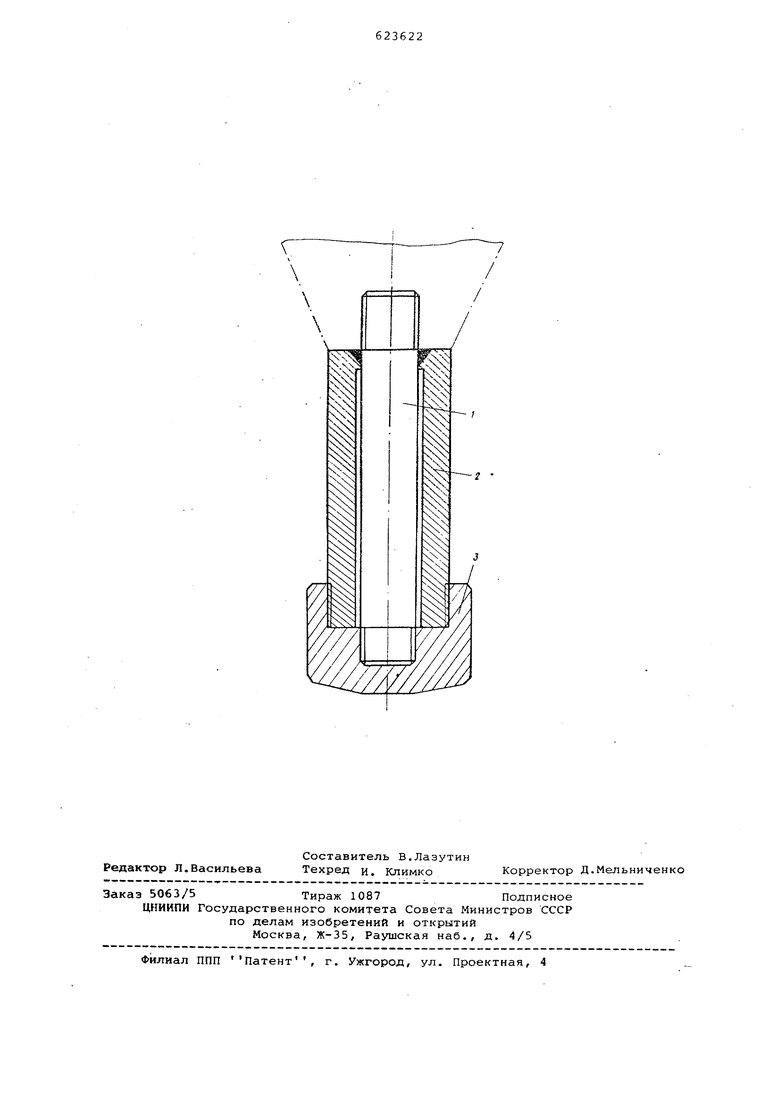
На чертеже изображен предлагаелий инструмент, продольное сечение.
Он состоит из концентрично размещенных стерх ня 1 и втулки 2 резонансной длины и наконечника 3, Стержень
1одним концом неподвижно соединен со втулкой 2, например запаян. Вторые концы стержня и втулки связанк резьбовыми соединениями с рабочим наконечником 3. Шаг резьбы на втулке
2и на стержне 1 различен
Инструмент работает следующим образом,
В зависимости от марки материала инструмента, марки обрапатываемого материала, усилия нагружения, амплитуды колебаний, т,а, т ехнологических условий, отк-ручивЗОТ или закручивают нак-онечник (рабочиГ; элемент) „ Вслед-ствие разности хода резьбы па. стержне и втулке наиопечнкгк будет сжимать или растягивать {или наоборот/ в за™ вйснг/юсти от направления закручкзан-ия) стерГкеиь или втулку. Необходимость ВЫПОЛПО51ИЯ растяжения и сжатия ooycjiOBJieHa следующим.
С повьвиенкем нагрузки амплитуда колебагкй гзоэ)астае-Тг а затем убывает. Поэтому чтобы слелать процесс острочувстйпте.пьным с применением материалов с хорои1ими механическ51ми кара тер:-:1стиками,, материал растягивают,, ч1О увеличивает выделение энер н рабочей зоне, но уменьшает ампjjHTy,ay кол;-;ба -шй. В зависимости от назначения нрютрумента {для сваркИ; про1УгПзкй, LiiTaMnoBKH, резакия) выбкрагйт материал инструмента и условие его предварительного сжатия - растя хення,
Сущность работы инструмента эак/ к)чаетсл з следу-ощем. Так, например применение улыразпука з процессе обработ ки металлов давлением ограни-чк 1ятся при высоких ускл1- Ях Fjarpyженин почти полным защеплением. инструмента, т.е, амплитуда колебаний стремится к нулю. Следовательно, увеличение колебательной.силы приведет к увеличению мощности, а для этого необходимо увеличить плотность материала и скорость звука в нем.
Такого эффекта можно достигнуть за счет создания напряженного состояния в объеме материала инструмента, например, при использовании конструкции, приведенной на чертеже. Предварительное сжатие инструмента увеличивает его активное резонансное сопротивление, но уменьшает амплитуду колебаний, а это увеличивает интенсивность колебаний на рабочем торце наконечника за счет увеличения колебательной силы и делает систему чувствительной к реактивной нагрузке, т.е. большим усилиям нагружения.
Формула изобретения
Инструмент для ультразвуковой обрботки, содержащий концентрично размещенные стержень и втулку резонансной ллины, отличающийс я тем, что, с целью упрощения конструкции и повышениякачества изделий путем увеличения интенсивности коле- . баний; он снабжен наконечником, расположенны на рабочем конце инструмента, и сопряженньв с помощью резьбовых соединений со стержнем и втулкой, причем нерабочие концы стержня и втулки соединены между собой неподвижно, а резьбовые соединения стержия с наконечником и втулки с наконечником выполнены с различным шагом резьбы.
Источники информации, принятые во .-;акие при экспертизе:
1 Волосатов В.А,, Ультразвуковая обработкар Лениздат, 1973, с. 67,
2. Авторское свидетельство СССР, It 5369l8f кл, В 23 К 19/04, 1975. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для ультразвуковойСВАРКи | 1978 |
|
SU844186A2 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ИЗЛУЧАТЕЛЬ ПЛОСКОЙ УЛЬТРАЗВУКОВОЙ ВОЛНЫ | 2009 |
|
RU2402113C1 |
| Инструмент для ультразвуковой сварки | 1979 |
|
SU829372A1 |
| Устройство для ультразвуковой свар-Ки | 1979 |
|
SU814625A1 |
| Инструмент для ультразвуковой сварки с саморегулируемой локальной модуляцией амплитуды колебаний в зоне по кольцевым участкам | 1977 |
|
SU620354A1 |
| Устройство для ультразвуковой обработки материалов | 1976 |
|
SU583892A1 |
| Инструмент для ультразвуковой сварки | 1982 |
|
SU1031695A1 |
| Инструмент для ультразвуковой сварки | 1980 |
|
SU903029A1 |
| Инструмент для ультразвуковойСВАРКи | 1979 |
|
SU841864A1 |
| Устройство для ультразвуковой сварки | 1981 |
|
SU946857A1 |