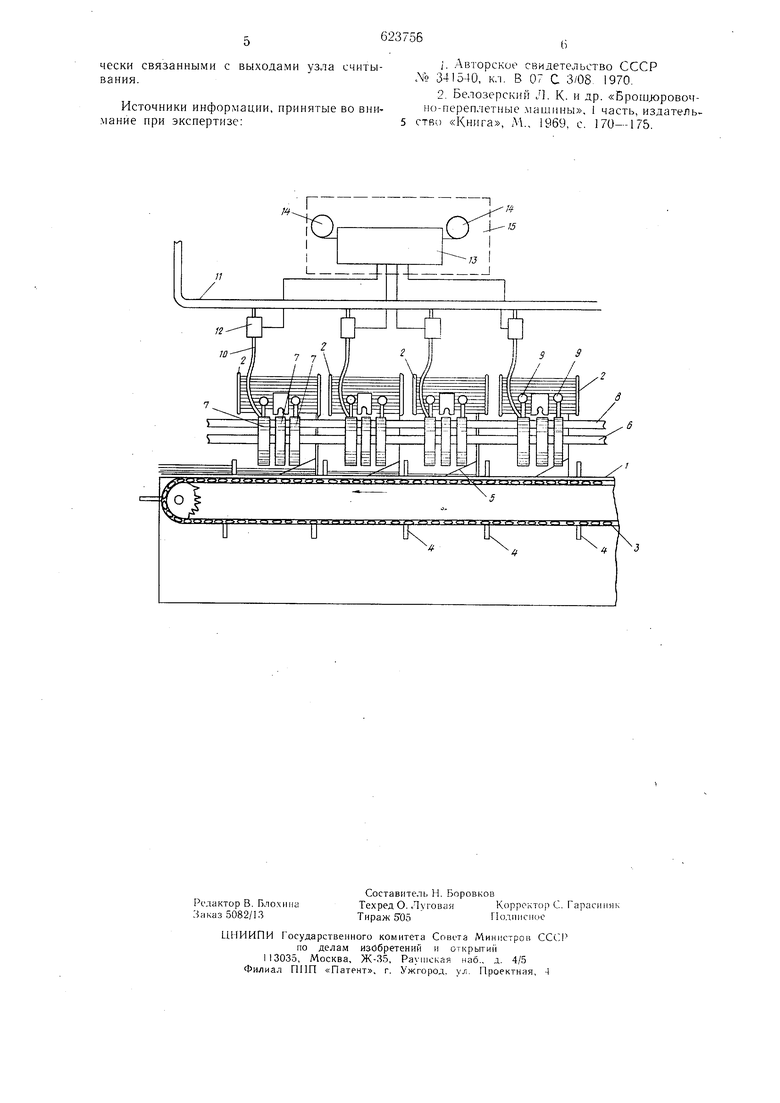
ерез клапаны с электромагнитными приводами, электрически связанными с выходами узла считывания. На чертеже изображена предлагаемая установка, общий вид. Установка для набора комплектов печатной продукции содержит сборный стол 1, над которым установлены самонаклады 2 с вложенными в них стопками печатной продукции (газет и журналов). Число мага;зинов определяется различием наименоваНИИ газет и журналов, подлежащих рас кладке. ; Вдоль стола 1 проходит транспортируюД1.ИЙ конвейер 3 с пальцами-толкателями 4. trio ходу конвейера 3 установлены наклонные полки 5 для приема печатной продукции, b Ьолках 5 предусмотрены прорези для прохода пальцев-толкателей 4 (не показаны). Над |полками 5 на валу 6 установлены эксцентриJKOBbie захваты 7 с зажимами (не показаны). Вблизи захватов 7 па валу 8 закреплены вакуумные присосы 9. Валы 6 и 8 приводят;: я в действие с помощью электромотора :( - показан). Вакуумные присосы 9 посред(. гибких шлангов 10 связаны с вакууммагистралью 11 через снабженные электромагнитными приводами клапаны 12. Приводы клапанов 12 электрически связаны с выходами узла 13 считывания, образующего совместно с механизмом подачи программоносителя 14 блок 15 управления работой самонакладов по програ.мме. Установка может содержать также узел обработки готовых комплектов (не показан), включающий, например, гибочный нож и приспособление для укладки комплектов печатной продукции в пакеты. Предлагаемая установка работает еледующим образом. Нри включении приводного электродвигателя приводятся в действие валы 6 и 8 и конвейер 3, в результате чего вакуумнь е присосы 9 (при условии того, что клапаны 12 открыты) поворачиваются, захватывают край нижнего экзе.мпляра в каждом магазине печатной продукции (газеты или журнала ) и отгибают его книзу, где он попадает в зажим эксцентриковых захватов 7, которые, поворачиваясь, выводят его из магазина и укладывают на расположенные под ними наклонные полки Ь. 11альцы 4 конвейера 3 проходят через прорези полок о, сдвигают находящиеся там экземпляры печатной продукции на сборный стол 1 и перемещают каждый экземпляр под следующий по ходу конвейера самонаклад. Находящиеся к этому времени в исходном положении вакуумные присосы и захваты обеспечивают извлечение из магазина следующего экземпляра печатной продукции, который укладывается поверх уже имеющегося под данной полкой 5 экземпляра или набора экземпляров печатной продукции, после чего цикл повторяется. Таким образом, по мере продвижения экземпляров печатной продукции по сборному CTo..iy I из них набирается комлект определенного содержания, в который войдут наименования всех экземпляров, имеющихся в .магазинах. Однако это возможно тогда, когда все клапаны 12 о,ткрыты и все вакуумные присосы подключены к вакууммагистрали. Положение клапанов 12 определяется работой узла считывания 13, которая, в свою очередь, обусловлена записанной на перфоленте информацией. При необходимости изменить режим работы установки, т. е. изменить содержание подбираемого комплекта за счет исключения наименования одного или нескольких экземпляров печатной продукции, достаточно изменить считываемый узлом 13 код, что приведет к закрытию соответствующих клапанов 12, в результате чего связанные с ними вакуумные присосы, отделенные таким образом от вакуумной магистрали, не сработают и экземпляры печатной продукции не берут из .магазинов. На практике при наборе комплектов печатной продукции для доставки подписчикам, содержание следующих друг за другом комплектов не совпадает, что ведет к необходимости постоянно из.менять режим работы установки. Это достигается путем протяжки после каждого цикла работы перфоленты, на которой закодировано содержание комплектов для определенной группы подписчиков. Таким образом, благодаря возможности изменять режи.м работы установки от цикла к циклу, без остановки и переналадки, достигается значительное ускорение процессов набора различных по содержанию комплектов, что приводит к повышению производительности и получению значительного экономического эффекта. Так, при эксплуатации одной установки, имеющей производительность 6000 экземпляров печатной продукции в час, годовая экономия составит 5027 руб. Формула изобретения Установка для набора ко.мплектов печатной продукции, содержащая сборный стол, транспортирующий конвейер с пальцами и установленные над столом наклонные полки и самонаклады, включающие магазины, присосы, подключенные к вакуум-магистрали, и связанные с приводом згхъаты для вывода печатной продукции из .магазинов на наклонные полки, отличающаяся тем, что, с целью повышения эффективности ее работы, она и.меет блок управления работой самонакладов по программе, состоящей из программопосителя, узла считывания программы и механизма подачи программоносителя в узел считывания, при этом присосы подк;поче1Пэ1 к вакуум-магистрали через клапаны с э.чектромагнитными приводами, электри5623756(.
чески связанными с выходами узла считы- Авторское свидетельство СССР
вания. 341540, кл. В О/ С 3/08, 1970.
Источники информации, принятые во вни-но-переплетные .машины, 1 часть, издательмание ири эксиертизе:5 ство «Книга, М., 1969, с. 170-175.
2. Белозерский Л. К. и др. «Броидоровоч

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для набора комплектов печатной продукции | 1988 |
|
SU1676980A1 |
| Машина для набора комплектов печатной корреспонденции | 1990 |
|
SU1747201A1 |
| Способ комплектования печатной корреспонденции, установка для его осуществления и устройство для поштучной выдачи и транспортировки корреспонденции | 1990 |
|
SU1750748A1 |
| Устройство для набора комплектов изделий печатной продукции | 1989 |
|
SU1715698A1 |
| Устройство для комплектации печатной корреспонденции | 1987 |
|
SU1416210A1 |
| Устройство для набора комплектов печатной продукции | 1989 |
|
SU1715699A1 |
| Устройство для набора комплектов печатной продукции | 1986 |
|
SU1395576A1 |
| Комплекс для набора пачек печатной продукции | 1988 |
|
SU1666429A1 |
| УНИВЕРСАЛЬНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ШТУКОВАННЫХ И Т.П. КНИЖНЫХ ПЕРЕПЛЕТОВ | 1948 |
|
SU80353A1 |
| Устройство для комплектации печатной корреспонденции | 1980 |
|
SU967593A1 |