Изобретение относится к технологической оснастке для холодной лисювой штамповки и может использоваться в машиностроении.
Известно устройство для пробивки отверстий в трубах эластичной средой, содержащее разъемную обойму и разъемную вырезную матрицу с отверстиями необход1 мой формы, в которую вставляется труба ( изделие)
(11.
Под действием давления эластичной среды (эластичного пуансона) осуществляется пробивка отверстий.
Однако большая толщина толстосгетюй разъемной вырезной матрицы приводит к бь1строму износу зластачного пуансона (зластичной среды), так как после пробивки отверстия эла стачная среда течет в отверстие матрицы, в результате чего происходит вырыз части зластачной среды.
Цель изобретения .- повьшкние стойкости эластичной среды при пробивке отверстий диз:метром, превьшгающим 1,5-2 толщины трубчатого изделия, с толщиной стенки, креимущественно, не превышаюи(ей 2-3 мм.
Для этого в предлагаемом устройстве матрш(а вьшолнена с толщиной стенки, пе превышающей 0,5 диаметра минимального отверстия в ней, при этом толифша стенки матрицы опредепяется по формуле h 2,5(1 ,д)Г8 где S - толщина стенки трубчатого изделия; - относительное удлинение материала трубчатого изделия; h - толщина стенки матрицы.
Если рассчитаяная по этой формуле толтина матрицы превышает 0,5 диаметра отверстия, то ее следует ограничить и принять равной половине диаметра отверстия.
Такое вьшолнение разъемной вырезной матрицы позволяет повысить стойкость зластичного пуансона (эластичной среды), улучшить качество деталей и обеспечить возмо5кность одновременной пробивки нескольких отверстий разных диаметров.
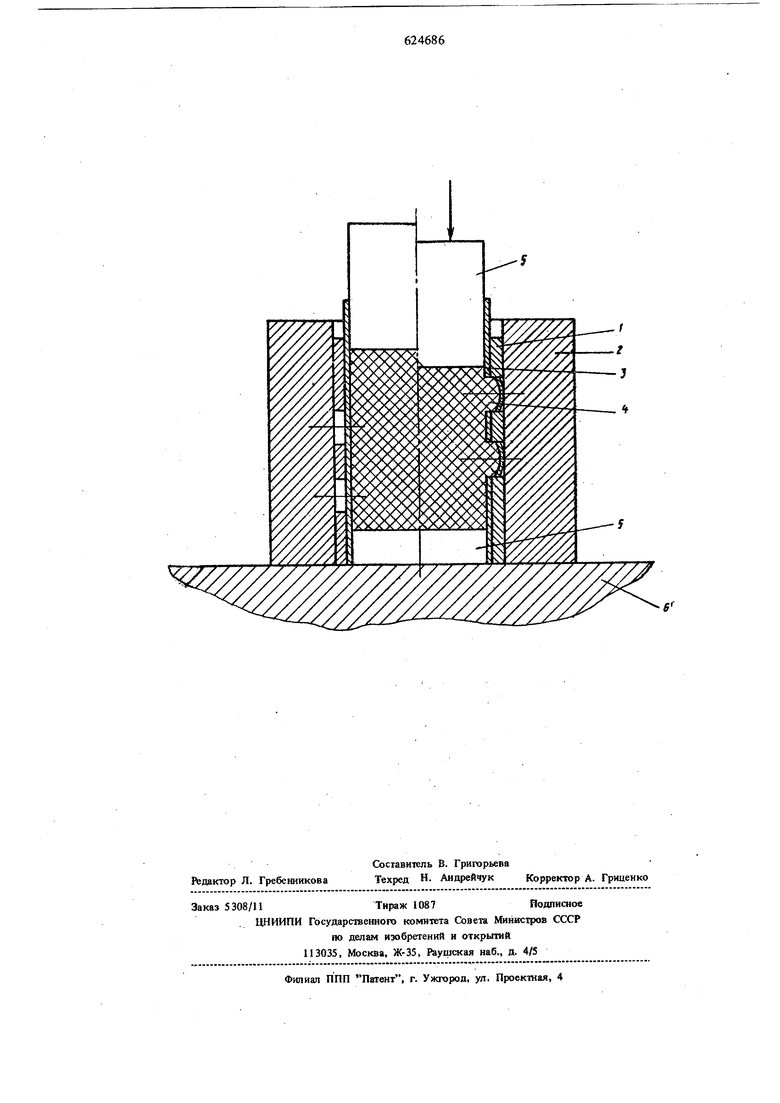
На чертеже схематично изображено предлагаемое устройство для пробивки отверстий в трубчатых изделиях.
Устройство для пробивки отверстий содержит тонкостенную разъемную вырезную матрицу 1, вставленную в скрепляющую ее обойму (скрепляющий элемент) 2. В разъемной вырезной матршге 1 размещена труба (трубчатое изделие) 3, а эластичный пуансон (эластичная среда) 4 (например, резина, полиуретан) распо ложен внутри трубы (трубчатого изделия) 3 м жду нажимными штоками 5 пресса. Устройство для пробивки отверстий в трубах (трубчатых изделиях) устанавливается на столе 6 пресса. Устройство для пробивки отверстий в тру бах (трубчатых изделиях) работает следующим образом. В разъемную вырезную матрицу 1, расположвнн5то в скрепляющей обойме (скрепляющем элемента) 2, установленной на столе 6 пресса, устанавливают (размещают) трубу (тру чатое изделие) 3 с находящейся в ней эластичным пуансоном (эластичной средой) 4. После того как труба (трубчатое изделие) 3 будег установлена, эластичный иуаисои (эластичную среду) 4 сжимают налсимньглш Шloкa ш 5 нрес са. Эласхи щьш муансон (эластишая среда) 4 няшшаст передавать усилие давления на стенки трубы (трубчатого изделия) 3, в которой под действием этого приложенного усилия ддвле1{кя побиваются отверстия. Толщина стенки разъемной вырезной матрицы 1 оказывает существенное влияние на стойкость эластипюго пуансона (эластичной сре ды) 4. Чем больще толщина стенки разъемной вырезной матриц}) 1, тем больше глубина ртверстй, в которые будет за каждый цикл нагружения затекать эластищ1ый нуансон (эластич ная среда) 4Следовательно, при увеличении готщшы стенки разъемной вырезной матр.иды 1 стойкость эластичного нуансона (эластичной среды) 4 будет сгшжаться. При уменьшении толщины стенки разъемной вырезной матрицы 1 наступает такой моме)т, когда отход трубы (трубчатого изделия) 3 вытягивается в отверсше разъемной вырезной матрицы 1, перед вырезкой коснется дна отверстия. Дальнейщее уменыненне толщины стенки разъемной вырезной матрщы 1 будет приводит к росту давления, необходимого для проб1гвки (вырезки) отверстия в стенке трубы (трубчатого изделия) 3, а значит и к снижению стойкости эластивдого пуансона (эластичной ереДьО 4.. . Уетройство для пробивки отверстия в трубе (трубчатого изделия) 3 эластичным пуансоном (эластичной средой) 4 рекомендуется использовать в тех случаях, когда требуется получить отверстия диаметром не менее 1,5-2 толщины стенки трубы (трубчатого изделия) 3. При этом толщина стенки трубы (трубчатого изделия) 3 не должна превыщать 2-3 мм. Следует иметь ввиду, что более прочным материалам соответствуют большие диаметры отверстия и меньщие толщины стенок труб (трубчатых изделий) 3. , При пробивке нескольких отверстий различных диаметров толщина стенки разъемной вырезной матрицы 1 не должна превышать половину диаметра вырубаемого (вырезаемого) минимального отверстия в трубе (трубчатом изделии) 3. Такое вьшолненке устройства позволяет повысить стойкость эластичного пуансона (эластичной среды), ис1слючить операции механической обработки отверстий, таких как сверление; рассверливание, фрезероваш1е, а также сократить работы по зачистке заусенцев (saycaifflu). Формула изобретения Устройство для пробивки отверстий в трубчатых изделиях эластичной средой, содержащее разъемную вырезную матрицу с отверстиями, заключенную в обойму, отличающеес я тем, тео, с целью увеличения стойкости эластивдой среды при пробивке отверстий диаметром, превыщающим 1,5-2 толщины степей трубчатого изделия, с толщиной стенки, преимуществешю, не превьннающей 2-3 мм, матрица вьшолнена с толцршой стенки, не превьш1ающей 0,5 диаметра отверстия в ней, при этом толщ ща сте1пси матрицы определяется по формуле h 2,5 (1 + 6р )fГ, где S - толщина стенки трубчатого изделия; 5)0 - относительное удлинение материала трубчатого изделия; h - толщина стенки матрицы. . Источники информшдии, принятые во внимание при экспертизе: 1. Экспресс-информация. Технология и оборудоваьше кузнечно-щтамповочного производства. Изд-во ВИНИТИ, N 21, 1972, с. 46-47.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛОДОРЕЗКА СО СМЕННЫМ БЛОКОМ-РЕЗАКОМ "ВИКОСТ" | 2000 |
|
RU2195848C2 |
| Устройство для пластической обработки трубчатых деталей эластичной средой | 1990 |
|
SU1799652A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп с эластичным инструментом | 1975 |
|
SU558739A1 |
| Способ пробивки отверстий в листовых многослойных заготовках с центральным металлическим слоем и утолщенными наружными эластичными слоями | 2018 |
|
RU2687384C1 |
| Устройство для изготовления полых деталей с фланцем | 1985 |
|
SU1265006A1 |
| Штамп для обработки пакета заготовок | 1979 |
|
SU776916A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ СМЕННЫМИ БЛОКАМИ-РЕЗАКАМИ "ВИКОСТ" | 2000 |
|
RU2184031C2 |
| Способ разделения труб | 1989 |
|
SU1779490A1 |
| Устройство для пробивки отверстий в листовых заготовках | 1976 |
|
SU578143A1 |