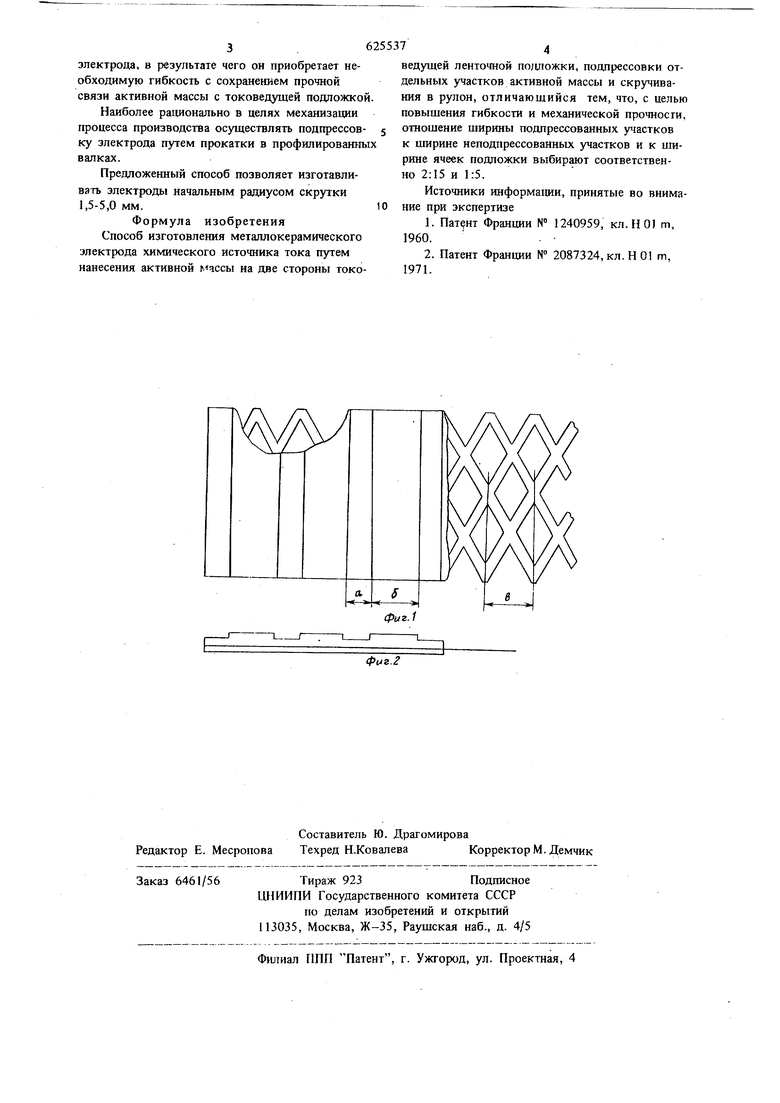
Изобретение относится к электротехнической промышленности и может быть использовано при производстве металлокерамических электродов химических источников тока. Известен способ изготовления металлокерамического электрода химического источника тока путем нанесения активной массы на две стороны токоведущей ленточной подложки, нанесения разломов на отдельных участках активной массы и скручивания в рулон 1. Однако такой способ нетехнологичен, так как при скручивании на отдельных участках электрода появляются трещины и разрывы, изза чего вся лента отбраковывается. Наиболее близким по технической сущности к предложенному является способ изготовления металлокерамического электрода химического источника тока путем нанесения активной массы н две стороны токоведущей ленточной подложки, подпрессовки отдельных учас1ков активной массы и скручивания в рулон 2. Однако полученные таким способом электро ды нельзя скручивать в рулон малого диаметра из-за недостаточной гибкости и прочности ленты Для повыщения гибкости и механической прочности по предложенному способу отношение ширины подпр ессованных участков к ширине неподпрессованных участков и к ширине ячеек подложки выбрано соответственно 2:15 и 1:5. На фиг. 1 показан электрод с подпрессованными участками; на фиг. 2 - то же, план. По предложенному способу на две стороны токоведущей ленточной подложки наносят активную массу. В качестве подложки используют перфорированную металлическую фольгу, просечную растянутую решетку, тканую сетку из металлической проволоки и т.п. Отдельные участки активной массы подпрессовывают с соблюдением отношения ширины подпрессованных участков а к ширине неподпрессованных участков d и к ширине ячеек подложки Si равным соответственно : С: и 2:15 а: б 1:5 При сворачивании электрода в рулон, вследствие неизбежных тангенциальных усилий, происходит регулярное нарушение непрерывности слоя активной массы, обуславливающее растяжение электрода, в результате чего он приобретает необходимую гибкость с сохранением прочной связи активной массы с токоведущей подложкой. Наиболее рационально в целях механизации процесса производства осуществлять подпрессовку электрода путем прокатки в профилировашштх валках. Предложенный способ позволяет изготавливать злектроды начальным радиусом скрутки 1,5-5,0 мм. Формула изобретения Способ изготовления металлокерамического электрода химического источника тока путем нанесения активной accы на две стороны токо 62 74 ведущей ленточной подложки, подпрессовки отдельных участков активной массы и скручивания в рулон, отличающийся тем, что, с целью цовыщения гибкости и механической прочности, отнощение ширины подпрессованных участков к ширине неподпрессованных участков и к цшрине ячеек подложки выбирают соответственно 2:15 и 1:5. Источники информации, принятые во внимание при экспертизе 1.Патент Франции № 1240959, кл.НО т, 1960. 2.Патент Франции № 2087324, кл. Н 01 т, 1971.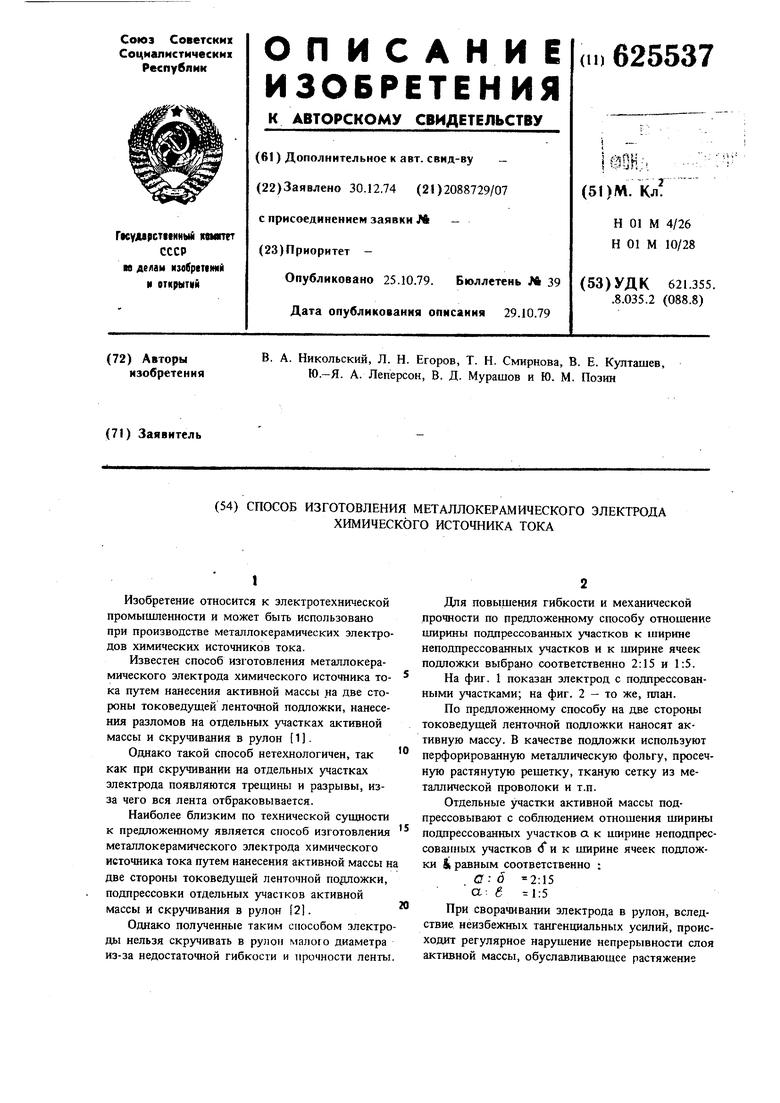
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ ПРИВАРКИ ТОКОСЪЕМНОГО УЗЛА К ОСНОВЕ ВОЛОКНОВОГО ЭЛЕКРОДА | 2011 |
|
RU2479074C2 |
| Способ изготовления химического источника тока | 1977 |
|
SU645226A1 |
| Подложка для электрода химического источника тока | 1976 |
|
SU562021A1 |
| БИНАРНЫЙ КОСМИЧЕСКИЙ АППАРАТ ДЛЯ ПОИСКА И СБОРА ВНЕЗЕМНЫХ ОБЪЕКТОВ СО СВОЙСТВАМИ КВАНТОВЫХ ТОЧЕК И АПКОНВЕРТИРУЮЩИХ НАНОЧАСТИЦ В ОКРЕСТНОСТЯХ ТОЧЕК ЛИБРАЦИИ | 2020 |
|
RU2749431C1 |
| БИНАРНЫЙ КОСМИЧЕСКИЙ АППАРАТ ДЛЯ ПОИСКА И СБОРА ВНЕЗЕМНЫХ ОБЪЕКТОВ СО СВОЙСТВАМИ КВАНТОВЫХ ТОЧЕК В ОКРЕСТНОСТЯХ ТОЧЕК ЛИБРАЦИИ | 2020 |
|
RU2744277C1 |
| Способ изготовления аккумуляторной батареи и аккумуляторная батарея, изготовленная по этому способу | 1975 |
|
SU535633A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОХИМИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ ЭНЕРГИИ И ЭЛЕКТРОХИМИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ ЭНЕРГИИ | 2010 |
|
RU2502158C2 |
| Способ формирования металлокерамических электродов щелочного аккумулятора | 1981 |
|
SU1005621A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА ЭЛЕКТРИЧЕСКОГО АККУМУЛЯТОРА | 1994 |
|
RU2071621C1 |
| Способ изготовления серебрянных электродов химического источника тока | 1973 |
|
SU444281A1 |
фиг.
