1
Изобретение относится к области заготовительного производства машиностроительных заводов и может быть использовано при резке проката.
Известен станок для безотходной резки круглого проката на заготовки, содержащий корпус, установленные в нем с возможностью вращения каретку и вибратор, выполненный в виде соосно размещенного относительно каретки сепаратора с равномерно расположенными по его окружности роликами, взаимодействующими с основным ножом, выполненным в виде призматического элемента, установленного в диаметральном пазу каретки, размещенный но другую сторону от плоскости реза дополннтельный нож, а также механизм зажима проката
1 Недостатком известного устройства является невысокое качество получаемых заготовок.
Целью изобретения является повьнненне качества получаемых заготовок.
С этой целью дополнительный нож также выполнен в виде нризматического элемента, установленного в указанном диаметральном пазу каретки с возможностью взаимодействия с роликами сепаратора, при этом число роликов в сепараторе четное.
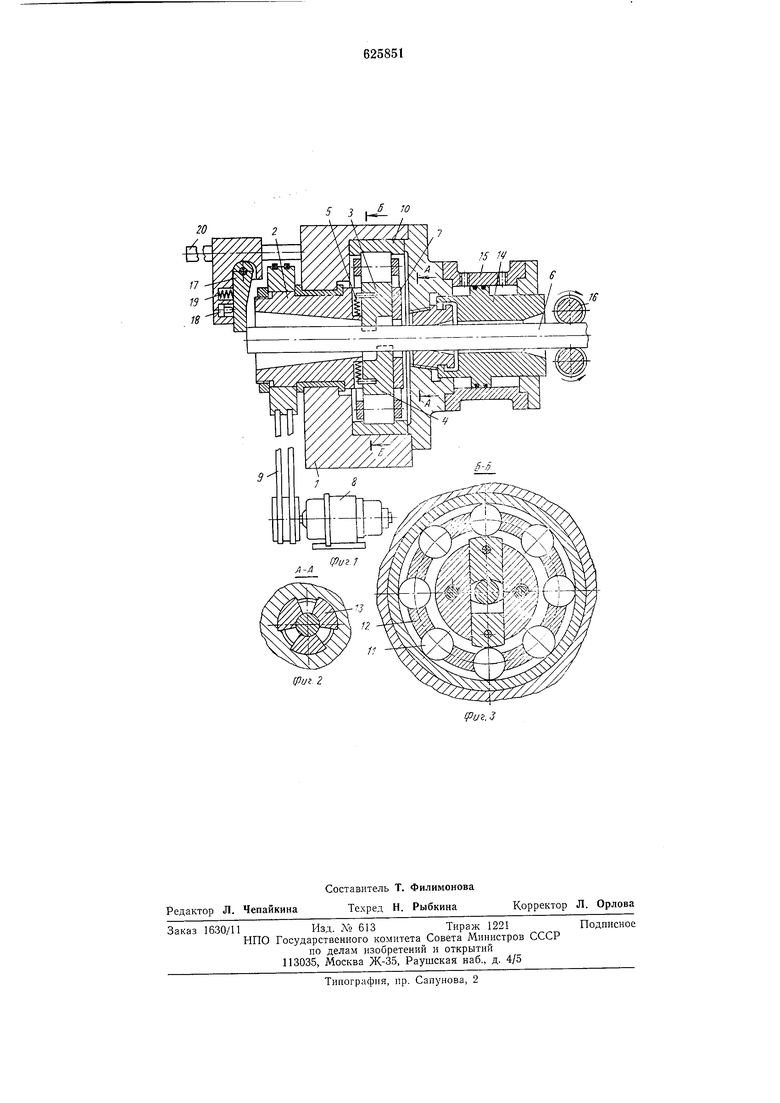
На фиг. 1 изображен станок, общий вид
в разрезе; на фиг. 2 - сеченне А-А на фиг. 1; на фг1Г. 3-сеченне Б-Б на фнг. 1. Станок для безотходной резки нроката содержнт корпус 1, каретку 2, в днаметральном пазу которой НОДБИЖНО установлены основной 3 и дополнительный 4 ножи, каждый из которых выполнен в виде призматического элемента. Рабочие торцы призматических элементов расноложены по обеим сторонам от плоскости разделения. Призматические элементы отжимаются нружинами 5 в направлении от оси к периферии с целью обеспечения беснрепятственнон подачи разделяемого проката 6 в станок. Пакладка 7 удерживает нрнзматические элементы от выпадания. Каретка 2 прпводнтся во вран1,енне электроприводом 8, например, через клиноременную передачу 9. Coociu) каретке в корпусе установлена обойма 10,
по направляющей дорожке которой катятся ролики 11 вибратора, заключенные в сенаратор 12, установленный с возможностью свободного вращения. Механизм зажима проката предназначен для его фиксации от
осевого смещення н поворота и может быть выполнен в виде сегментов 13, размещенных в коническом отверстни корпуса 1 с возможностью перемещения вдоль оси разделяемого проката п приводимых в движение
щтоком 14 пневмоцилнндра 15. Подача проката осуществляется, например, валками 16 до упора 17, взаимодействующего с конечным выключателем 18. 19 отжимает упор при отсутствии давления проката. Упор 17 может быть зафиксирован в различных местах на штанге 20 при настройке на нужную длину отрезаемой заготовки.
Станок работает следующим образом.
Валки 16 подают разделяемый прокат 6 до упора 17, причем ножи 3 и 4 отжаты по направлению к периферии и не мешают подаче. Упор 17 поворачивается, фиксируя заданную длину отрезаемой части проката, и воздействует на конечный выключатель 18, слоимая при повороте пружину 19. Прн этом вырабатывается команда на подачу воздуха в правую полость нневмоцилиндра 15. Соединенный с поршнем шток 14 перемещается влево, воздействуя на сегменты 13, которые, скользя по коническому отверстию в корпусе 1, зажимают прокат 6. После этого включается электропривод, сообщающий вращение каретке 2. Ножи 3 и 4, вращаясь совместно с кареткой 2, под действием центробежной силы перемещаются от центра к периферии. Ввиду того, что угловая скорость вращения сепаратора с роликами меньше, чем каретки, ножи набегают на ролики и после упругого соударения с последними с большой скоростью устремляются к центру, производят одновременный удар но разделяемому прокату. Благодаря тому, что рабочие торцы режущих элементов располол ены по разные стороны от плоскости разделения, при ударе возникает сдвигающее усилие. Одновременность удара но прокату обеспечивается четным числом равномерно раснолол енных в сепараторе роликов. После взаимодействия с прокатом призматические релч;ущие элемеиты вновь отбрасываются к периферии под воздействием центробел:ной силы и после соударения с очередной парой роликов наносят следующий удар по прокату, причем сдвигающее усилие приложено под некоторым углом по отношению к направлению первого удара. При дальнейшем вращении каретки процесс многократно повторяется.
Таким образом разделяемый прокат подвергается воздействию пульсирующего сдвигающего усилия, возннкающего между рабочими торцами режущих элементов, причем усилие прикладывается на различных участках по периметру проката в плоскости разделения. При воздействии указанного усилия прокат разделяется, отрезанная заготовка надает на новерхность конической полости каретки 2 и удаляется из станка. Упор 17 освобождается от давления проката и, поворачиваясь под воздействием пр) 19, освоболадает конечный выключатель 18, который возвращается в исходном положении, отключая электропривод н нереключая подачу воздуха в левую полость цилиндра 15. Валки 16 подают прокат до упора 17. Цикл отрезки новторяется.
Предлагаемый станок обеспечивает получение геометрически точных заготовок из проката, имеющего значительные отклонення от номинального диаметра.
Формула изобретения
Станок для безотходной резки круглого проката на заготовки, содерл ащий корпус, установленные в нем с возможностью вращения каретку н вибратор, выполненный в виде соосно размещенного относительно каретки сепаратора с равномерно расположенными но его окружности роликамн, взаимодействующими с основным , выполненным в внде призматического элемента, установленного в диаметральном пазу каретки, размещенный по другую сторону от плоскости реза дополнительный нож, а такл-се механизм нроката, отличающийся тем, что, с цСиПью новышения качества получаемых заготовок, дополнительный нож выполнен в виде призматического элемента, установленного в указанном диаметральном назу каретки с возможностью взаимодействия с роликами сенаратора, при этом число роликов в сепараторе четное.
Источники информации, принятые во внимание при экспертизе 1. Авторекое свидетельство СССР № 549278, кл. В 23D 23/00, 1975.
Pui-2
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для безотходной резки круглого проката | 1980 |
|
SU904923A1 |
| Станок для безотходной резки круглого проката | 1982 |
|
SU1026978A2 |
| Станок для резки круглого проката | 1980 |
|
SU912405A1 |
| Станок для безотходной резки круглого проката | 1981 |
|
SU958046A2 |
| Станок для безотходной резки круглого проката | 1982 |
|
SU1063545A1 |
| Станок для безотходной резки круглого проката | 1975 |
|
SU549278A1 |
| Станок для безотходной резки круглогопРОКАТА | 1979 |
|
SU846137A1 |
| Способ безотходной резки труб и устройство для его осуществления | 1980 |
|
SU935218A1 |
| Станок для безотходной резкиКРуглОгО пРОКАТА | 1979 |
|
SU837622A1 |
| Устройство для безотходной резки профилей круглого поперечного сечения | 1990 |
|
SU1792811A1 |