(54) СТАНОК ДЛЯ РЕЗКИ КРУГЛОГО ПРОКАТА

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для безотходной резки круглого проката | 1982 |
|
SU1026978A2 |
| Станок для безотходной резки круглого проката | 1980 |
|
SU904923A1 |
| Станок для безотходной резки круглого проката | 1981 |
|
SU958046A2 |
| Станок для безотходной резки круглого проката | 1977 |
|
SU625851A1 |
| Станок для безотходной резки круглого проката | 1975 |
|
SU549278A1 |
| Станок для безотходной резки круглого проката | 1982 |
|
SU1063545A1 |
| Станок для безотходной резки круглогопРОКАТА | 1979 |
|
SU846137A1 |
| Способ безотходной резки труб и устройство для его осуществления | 1980 |
|
SU935218A1 |
| Станок для безотходной резкиКРуглОгО пРОКАТА | 1979 |
|
SU837622A1 |
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |

1
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки круглого проката.
Известен станок для резки круглого проката, содержащий корпус, установленные в нём с возможностью вращения каретку и вибратор, выполненный в виде соосно размещенного относительно каретки сепаратора с равномерно расположенными по его окружности роликами, призматические режущие элементы, смонтированные в каретке с возможностью взаимодействия с роликами сепаратора, механизм зажима проката и неподвижный режущий инструмент 1.,
Недостатком известного станка является то, что на нем не могут быть получены заготовки с фасками, образующая конуса которых наклонена к оси проката под углом «30°, в связи с тем, что для получения фаски с больщим углом конусности режущую поверхность призматического элемента необходимо выполнить так, чтобы ее образующая составляла с плоскостью разделения угол менее 60° Практика показывает, что применение режущего инструмента с углом между передней и задней гранью менее 60° приводит к быстрой поломке инструмента, что снижает надежность работы станка.
Цель изобретения-- повыщение надежности работы станка.
Поставленная цель достигается тем, что в станке для резки круглого проката, содержащем корпус, установленные в нем с возможностью вращения каретку и вибратор, выполненный в виде соосно разме10щенного относительно каретки сепаратора с равномерно расположенными по его окружности роликами, призматические режущие элементы, смонтированные в каретке с возможностью взаимодействия с роликами сепаратора, механизм зажима проката
15 и неподвижный режущий инструмент, призматические режущие элементы расположены под острым углом к оси вращения каретки, а ролики сепаратора выполнены коническими.
20
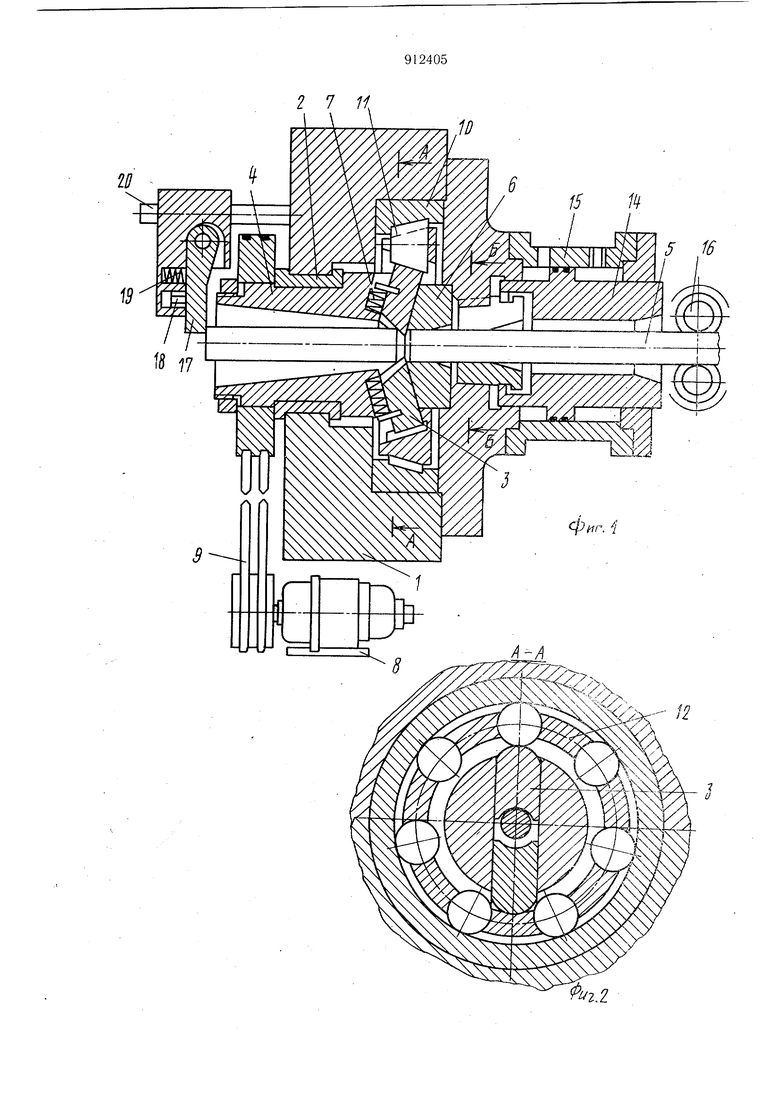
На фиг. 1 изображен станок, общий вид, разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-б на фиг. 1; на фиг. 4 - схема расположения режущего элемента.
В корпусе 1 станка в подшипниках 2 установлен составной вращающий режущий инструмент, содержащий два призматических элемента-ножа 3, подвижно установленных в радиальных пазах полой каретки 4. Режущие поверхности ножей 3, охватывающие разделяемый прокат 5, выполнены по отношению к оси проката под заданным углом фаски у5 Оси радиальных пазов полой каретки 4, а также образующая конической поверхности неподвижного инструмента В, контактирующая с подвижными призматическими элементами 3, наклонены к оси проката под углом не более 2/3 jf-. Ножи отжимаются пружинами 7 в направлении от оси к периферии, что обеспечивает беспрепятственную подачу проката в станок. Каретка 4 приводится во вращение электроприводом 8, например, через клиноременную передаву 9. В корпусе 1 установлена обойма 10, по направляющей дорожке которой катятся конические ролики 11 вибратора, заключенные в сепаратор 12. Сепаратор 12 установлен в обойме 10 с возможностью свободного вращения. В корпусе 1 установлено также зажимное устройство, которое может быть выполнено в виде сегментов 13, установленных в коническом отверстии корпуса с возможностью перемещения вдоль оси разделяемого проката и приводимых в движение щтоком 14 пневмоцилиндра 15. Подача проката осуществляется, например, валками 16 до упора 17, взаимодействующего с концевым выключателем 18. Пружина 19 отжимает упор при отсутствии давления проката. Упор 17 может быть зафиксирован в различных местах на щтанге 20 при настройке на нужную длину отрезаемой заготовки.
Станок работает следующим образом.
Валки 16 подают разделяемый прокат 5 до упора 17, причем призматические ножи 3 отжаты по направлению к периферии и не мещают подаче. Упор 17 поворачивается и фиксируется, сжимая пружину 19 и воздействуя на конечный выключатель 18. При этом вырабатывается команда на подачу воздуха в правую. полость пневмоцилиндра 15. Шток 14 с порщнем перемещается влево, воздействуя на сегменты 13, которые, скользя по коническому отверстию в корпусе 1, зажимают прокат 5. После этого включается электропривод 8, сообщающий вращение каретке 4. Призматические ножи 3, вращаясь с кареткой 4 под действием центробежной силы, перемещаются от центра к периферии. В тот момент, когда один из ножей 3 находится в промежутке между двумя коническими роликами II, второй
нож набегает на конический ролик 11 и, после упругого соударения с последним, устремляется к центру, производя удар по разделяемому прокату 5. С диаметрально противоположной стороны проката в плоскости разделения возникает реакция со стороны неподвижного, инструмента 6. Сила удара и реактивная сила представляют собой пару сил, осуществляющую элементарный акт сдвига и деформирования поверхности вблизи плоскости разделения. При
дальнейщем вращении каретки 4 с коническим роликом 11 соударяется первый призматический нож 3 и, устремляясь к центру, наносит удар с противоположной стороны, причем угол между направлениями двух
последовательных ударов близок к 180°. Таким образом, разрезаемый прокат подвергается воздействию пульсирующего сдвигающего и деформирующего усилия, причем вектор усилия поворачивается вокруг оси проката. После определенного числа ударов образуются фаски и прокат разделяется. Отрезанная заготовка падает на поверхность конической полости каретки 4. Упор 17 освобождается от давления проката и поворачивается под действием пружины 19, освобождая конечный выключатель18, в результате чего отключается электропривод 8 и подача воздуха переключается в левую полость цилиндра 15. Валки 16 подают прокат до упора, выталкивая отрезанную заготовку, после чего цикл отрезки повторяется.
Использование данного изобретения позволяет повысить надежность работы станка при получении заготовок с фасками.
Формула изобретения
Станок для резки круглого проката, содержащий корпус, установленные в нем с возможностью вращения каретку и вибратор, выполненный в виде соосно размещенного относительно каретки сепаратора
о с равномерно расположенными по его окружности роликами, призматические режущие элементы, смонтированные в каретке с возможностью взаимодействия с роликами сепаратора, механизм зажима проката и
неподвижный режущий инструмент, отличан :цийся тем что, с целью повышения надежности работы, призматические режущие элементы расположены под острым углом к оси вращения каретки, а ролики сепаратора выполнены коническими.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 549278, кл. В 23 D 23/00, 1975. 2 7 Н 15 П 5 16
Фи2.
