54) СТАНОК ДЛЯ БЕЗОТХОДНОЙ РЕЗКИ КРУГЛОГО ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для безотходной резки круглого проката | 1982 |
|
SU1063545A1 |
| Станок для безотходной резки круглого проката | 1981 |
|
SU958046A2 |
| Станок для безотходной резки круглого проката | 1982 |
|
SU1026978A2 |
| Станок для резки круглого проката | 1980 |
|
SU912405A1 |
| Станок для безотходной резки круглого проката | 1975 |
|
SU549278A1 |
| Станок для безотходной резки круглого проката | 1977 |
|
SU625851A1 |
| Станок для безотходной резки круглогопРОКАТА | 1979 |
|
SU846137A1 |
| Способ безотходной резки труб и устройство для его осуществления | 1980 |
|
SU935218A1 |
| Устройство для безотходной резки профилей круглого поперечного сечения | 1990 |
|
SU1792811A1 |
| Станок для безотходной резкиКРуглОгО пРОКАТА | 1979 |
|
SU837622A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки круглого проката.
Известен станок для безотходной резки круглого проката, содержащий корпус, каретку с приводом ее вращения, вибратор, выполненный в виде установленного в корпусе сепаратора с внутренней цилиндрической поверхностью и роликов, а также призматический режущий элемент, установленный в радиальном пазу каре9ки, неподвижный режущий инструмент и механизм зажима проката 1.
В известном станке прокат, неподвижно зафиксированный зажимным меха низмом, разделяется под воздействием многократного импульсного сдвигающего усилия между режущими крогчками неподвижного инструмента и двух режущих элементов, вращаемых относительно оси разделяемого проката и поочередно соударяющихся с прокатом. Каждый из призматических элементов при вращении каретки испытывает действие центробежных сил, под воздействием которых режущий элемент движется от центра к периферии, осуществляя холостой ход. Однако после
соударения призматического элемента с роликом во время рабочего хода к оси проката центробежные силы препятствуют движению режущего элемента, уменьшая его скорость. При этом уменьшается энергия удара режущего элемента о разделяемый прокат и, следовательно, снижается производительность станка. Кроме того, после отрезки каждой заготовки необходима остановка каретки, после чего режущие элементы отжимаются пружина иш от оси к периферии, обеспечивая подачу проката до упора. Это снижает как производительность, так и надежность станка, поскольку пружины не выдерживают длительной циклической нагрузки и быстро выходят из строя.
Отрезаемая часть проката под воздействием режущих элементов имеет возможность беспрепятственного изгиба, что неизбежно приводит к образованию фаски вблизи торца отрезанной заготовки и не всегда приемлемо, а также снижает качество среза.
В течение промежутка времени от момента контакта призматического элемента с поверхностью разделяемого проката до момента окончания единичного внедрения призматиче.ский нож
наворачивается совместно с вращаемой кареткой на определенный угол. При этом имеет место трение рабочей поверхности элементов о контактную поверхность неподвижного проката при высоком давлении, вызывающее нагрев инструмента и снижение его стойкости
Цель изобретения - повышение .производительности работы станка и улучшения качества реза.
Поставленная цель достигается тем, что станок для безотходной резка круглого проката, содержащий корпус, каретку с приводом ее вращения, вибратор, выполненный в виде установленного в корпусе сепаратора с внутренней цилиндрической поверхностыо и роликов г а также призматический режущий элемент,° установленный в радиальном пазу кареткн, неподвижный режущий ийструмейт и Механизм зажима проката, снабжен приводом воэвратно-поступатеяьйого перемещения сепаратора и втулочвам йоssoM, установленным в «еятральйой частя призматического режуйего элемента, при этом ролики выполнены коническими, на ввутренней поверхности сепаратора выпоянвааконическая поаерхность под ролики а яиаметр внутренней йилйндрической поверхности cena atopa выпсзлией больше аяины призматического чэвжуиегр элемента на велйчану, не njJeswnaiwyto раэностгь между внутренним дишяетром втулочйого ножа и янамвтро;м разре&аейого проката.
Втулочный нож stoseT етуь устайойлен в приэмагрйчвском- эяемейте с воэ можнасть1б поворота.
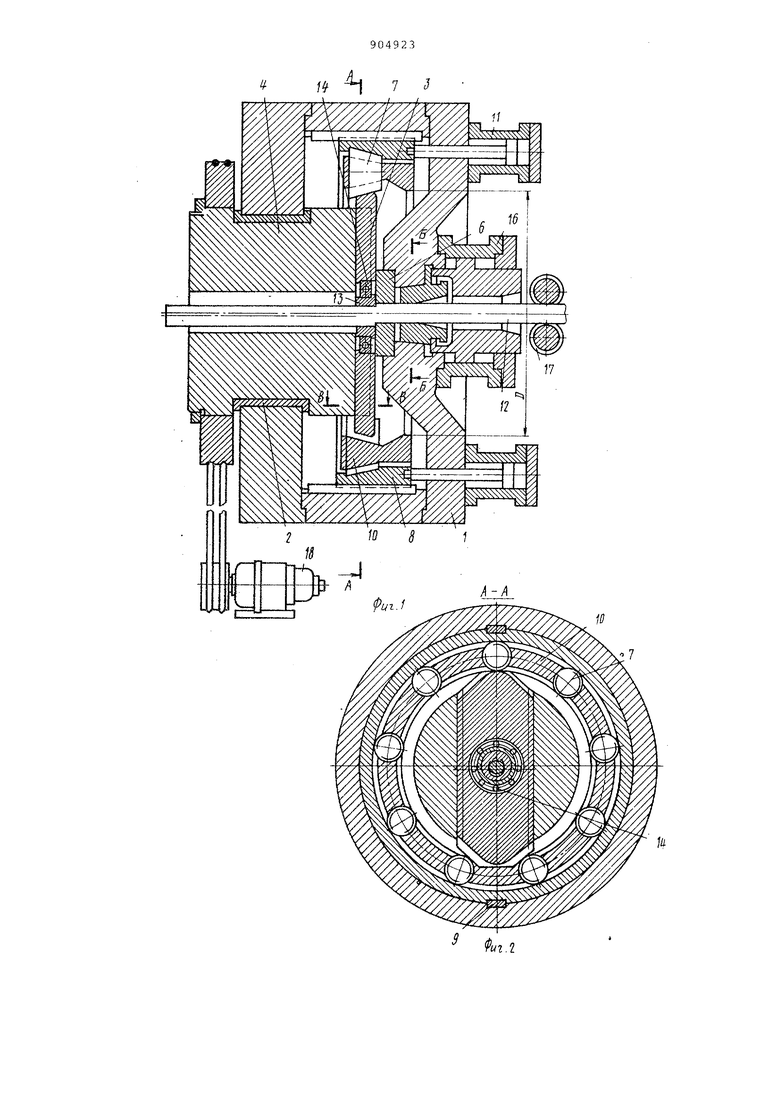
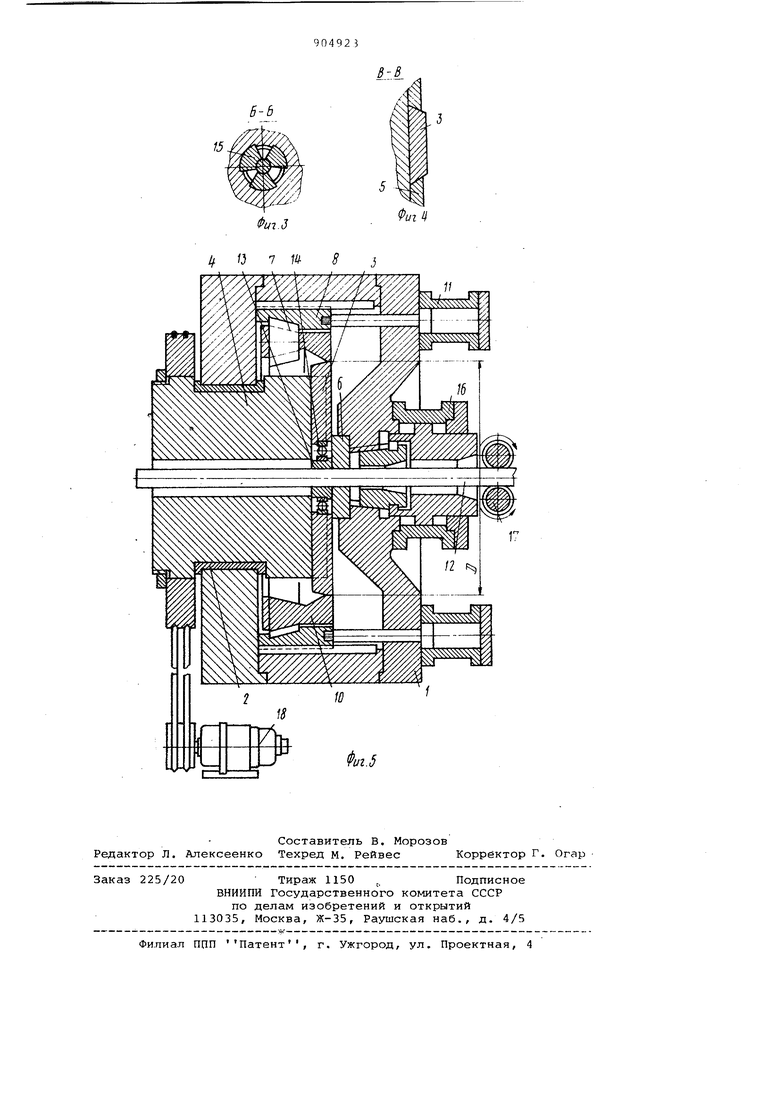
На фиг. 1 нэображеи предйагаемьша ставок в tKMenf разявяенйя проката обэдий Вид; на фиг. 2 - сечеийе А-А на фиг. 1 на фиг. 3 - свзейне на 4иг. If на фиг. 4 - сечвйив В-В на фиг. l на фяг. 5 - станок в г-кэмент подачи проката . вид.
Станок сЪдержат корпус 1, в коfopoM в подшипниках 2 устаяоблен составной режущий инструмент, содвржгадйй призматический режуиий эле- , мент 3, подвижно установленшлй s диаметральном пазу каретки 4 посредСТ89М напраштякячйх планок 5, ограничивающих см@деийе призматического элемента г направления неподвижного режущего инструмента 6. В корпусе 1 установлен также вибратор, солержайШй нечетное число равномерно располШенных по окружности РОЛИКОВ 7 в обойме 8, зафиксированный от проворота, например, шпонкой 9, и сепаратор 10. Весь узел вибратора снабжен приводсил возвратно-поступательного осевого перемещения в виде пневмоцил1)ндров 11. В сепараторе 10 выполнены внутренние коническая и цилиндрическая установочные поверхности с диаметром последней, превьлиающим длину призматического режущего элемента на величину не более радиального зазора между разделяемым прокатом 12 и отверстием втулочного е ножа 13, установленного с возможностью свободного вращения в радиально-упорном подшипнике 14, расположенном в центральной части призматического элемента 3. Диаметрально про
Q тивоположные торцы призматического элемента представляют собой часть конической поверхности с образующей, параллельной образующей роликов вибратора. В коническом Отверстии кор.пуса 1 установлено зажимное устройство, выполненное в виде с егментов 15, установленных с возможностью перемещения вдоль оси разделяемого проката под действием штока пнёвмоцилиндра 16. Подача проката осуществляется валками 17 до упора
(не показан). Каретка 4 приводится во вращение электродвигателем 18.
Станок работает следующим образом .
S Валки 17 подают разделяемой прокат. 12 до упора (не показан). В этот момент вибратор, содержащий обойму 8, конические ролики 7 и сепаратор ДО, подав в крайнее левое положение
0 так, что призматический режущей элемент 3, вра1аа1№{ийся совместно с кареткой 4 в подшипниках 2 от злектродййгателя 18, контактирует своими торцами с цилиндрической установочя ной noBeiJXHoCTbso сепаратора, в результате чего отверстие втулочного ножа 1Э выстарляется соосно отверстию Яеподвйжйого режущего инструмента 6 И обеспечивается беспрепятственная проката. После подачи проката
0 до уйора включением пневмоцилиндра 1-6 осуществляется Осевое перемещение сегментов 15, которые, скользя по коническому отверстию в корпусе 1, зажимаю прокат 12. Далее включением
5 пневмоцйлиндров 11 осуществляется подача вибратора влево, в результате чего торцы призматического элемента 3 вйходя иэ цилиндрической установочной поверхности сепаратора 10
0 и вступают в контакт с коническими роликами 7. Вследствие поочередного взаимодействия каждого из торцов режущего элемента 3 с роликами вибратора при вращении каретки 4 втулочный нож 13 получает колебательное
движение в радиальном направлении относительно разделяемого проката. При этом емплитуда радиальных колебаний и, соответственно, глубина внедренк режлпей поверхности вту0 лонного 5Sf. в разделяемый прокат постепенно уве хз-гчивается в результате продолжающегося перемещения вибратора с конич/ь ;ки№ роликами 7 вправо. Таким образрм разделяемый
5 прокат подвергается воздействию пульсирующего сдвигающего усилия, вектор которого осуществляет при этом вращательное Движение г т.е. усилие прикладывается поочередно на различных участках по периметру проката в плоскости разделения. Под действием усилия.: прокат I разделяется. После разделения проката переключением пневмоцилиндров 11 вибратор перемещают в крайнее левое положение, в результате чего отверстие втулочного ножа 13 выставляется соосно отверстию неподвижного ножа 6, затем переключением пневмоцилиндра 16 прокат освобоящают от зажима сегментами 15 и подЕЬот до упора, выталкивая при этом отрезанную заготовку из каретки 4. Цикл отрезки повторяется.
Предлагаемый станок для безотходной резки к глого проката обладает высоки да производительностью и надежностью в работе и обеспечивает улучшение качества отрезанных заготовок.
формула изобретения
о
Станок для безотходной резки круглого проката, содержЕшшй корпус, каретку с приводом ее вращения, вибратор, выполненный в виде установленногд в корпусе сепаратора с внутренней цилиндрической поверхностью
и роликов, а также призматический режущий элемент, установленный в радиальном пазу каретки, неподвижный режущий инструмент и механизм зажима проката, отличающийся е тем, что, с целью повьаиения производительности и надежности работы и улучшения качества реза, он снабжен приводом возвратно-поступательного перемещения сепаратора и втулочным
n ножом, установленным в централ)яой части призматического режуцего элемента, при этом ролики выполнены коническими, на внутренней поверхности сепаратора выполнена коническая поверхность под ролики, а диаметр
5 внутренней цилиндрической поверхности сепаратора выполнен больше длины призматического режущего элемента на величину, не превшаающую радиость между внутренним диаметром втулочного ножа и диаметром 1 аэрезаемого проката.
Источники информации, принятые во внимание при экспертизе
