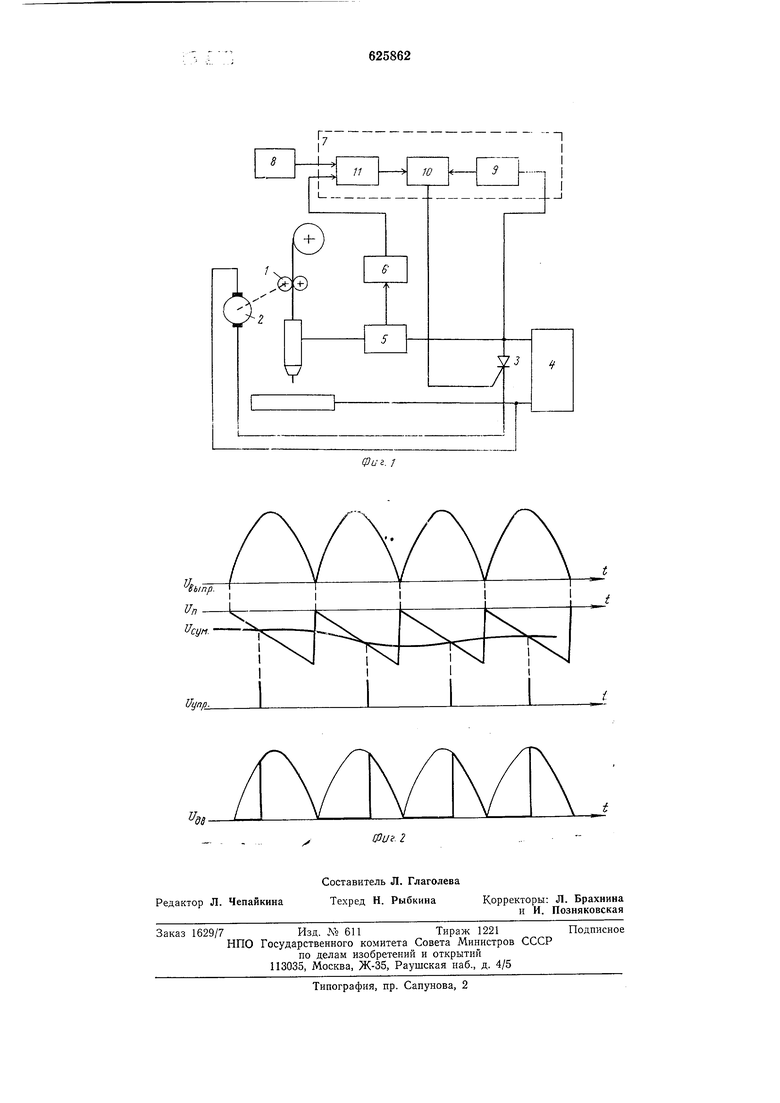
стоянного тока. В цепь источника последовательно с дугой включен измерительный элемент 5 тока сварки, выход которого соединен со входом усилителя-преобразователя 6.
Устройство также содержит блок 7 формирования управляюш;их импульсов и источник 8 задающего напряжения. Блок 7 формирования управляющих импульсов содержит генератор 9 пилообразного напряжения, вход которого соединен с источником 4 питания постоянного тока, элемент 10 сравнения и блок 11 суммирования. Первый вход блока И суммирования соединен с усилителем-преобразователем 6, а второй вход - с источником 8 задающего напряжения. Выход блока 11 суммирования нодключен к первому входу элемента 10 сравнения, второй вход которого соединен с выходом генератора 9 пилообразного напряженИЯ, а выход элемента 10 сравнения соединен с управляющим электродом тиристора 3.
Устройство работает следующим образом.
При подаче на вход генератора 9 выпрямленного напрял ;ения {Уцыпр от источника 4 питания дуги генератор 9 начинает генерировать пилообразное напряжение f/ц. Это напряжение поступает на первый вход элемепта 10 сравнения. На второй вход элемента 10 сравнения подается задающее напряжение t/оум от блока 11 суммирования напряжений источника 8 задающего напряжения и усилителя-преобразователя 6 (фиг. 2). При достижении пилообразным напряжением f/n уровня опорного сум элемент сравнения срабатывает и формирует импульс управления f/ynp, который поступает на управляющий электрод тиристора 3. Двигатель 2 механизма подачи вращается, обеспечивая подачу электродной проволоки с заданной скоростью. Изменение величины тока сварки фиксируется измерительным элементом 5 и через усилитель-преобразователь 6 поступает на вход блока И суммирования. При этом изменяется суммарное напряжение С/сум, которое приводит к сдвигу фазы импульса управления f/ynp. В результате этого меняется угол отпирания тиристора и соответственно величина напряжения на двигателе, что позволяет установить скорость подачи электродной проволоки в зависимости от величины сварочного тока. Другое значение скорости подачи может быть получено путем изменения задающего напрялсения.
Применение в блоке формирования управляющих импульсов генератора пилообразного напряжения, формирующего напряжение высокой линейности, и элемеита сравнения, фиксирующего с высокой точностью момент сравнения пилообразного напряжения с суммарным, позволяет значительно повысить точность регулирования скорости подачи электродной проволоки в соответствии с величиной сварочного тока.
Формула изобретеиия
Устройство для автоматического регулирования скорости подачи электродной проволокн, содержащее механизм подачи с электродвигателем, обмотка управления которого подключена через тиристор к источпику питания постоянного тока, в цепь которого последовательно с дугой включен измерительный элемент тока сварки, соединенный с усилителем-нреобразователем, источиик задающего напряжения и блок формирования управляющих импульсов, отличающееся тем, что, с целью повышения точности регулирования скорости подачи электродной проволоки в зависимости от величины сварочного тока, в блок формирования управляющих импульсов введены генератор пилообразного напряжения, элемент сравнения и блок суммирования напряжения источника задающего напряжения и напрялсения усилителя-преобразователя, причем выход генератора пилообразного напряжения соединен с первым входом элемента сравнения, второй вход последнего соединен с выходом блока суммирования, а выход элемента сравнения подключен к управляющему электроду тиристора.
Источники информации, принятые во внимание при экспертизе 1. Патент Японии № 45-39167, кл. 12 В 112, 4, 1970.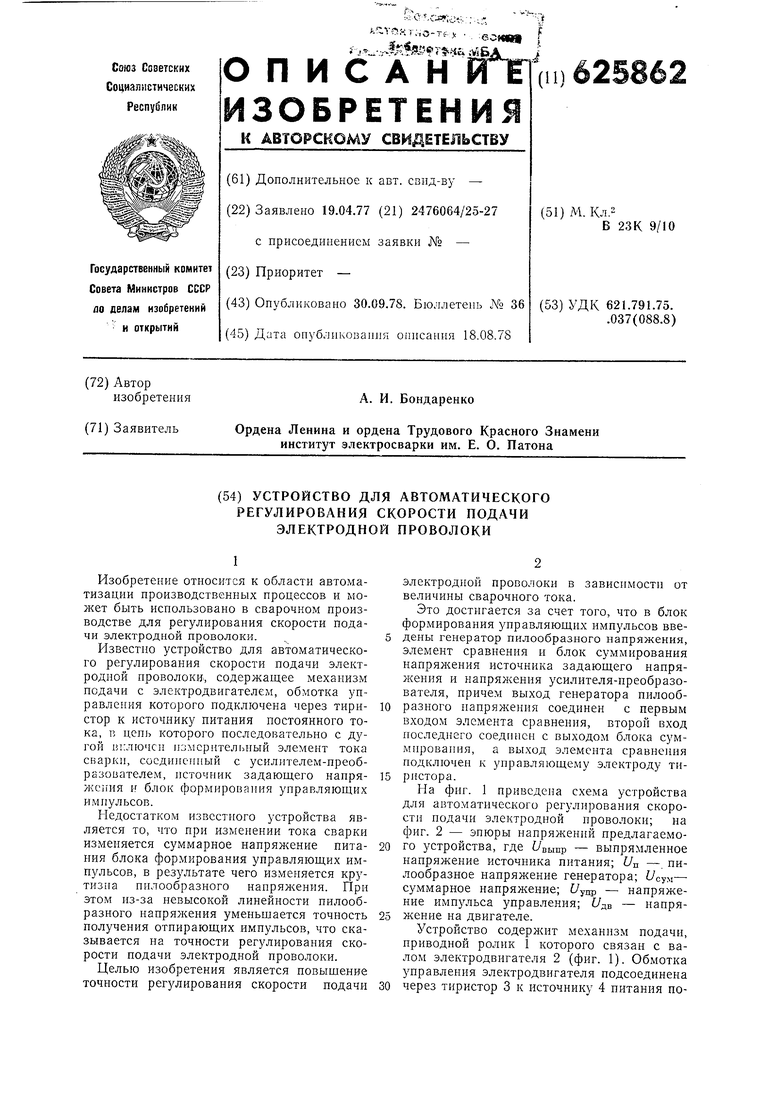
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления дуговой сваркой | 1987 |
|
SU1505705A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Система управления скоростью вращения электродвигателя механизма подачи электродной проволоки | 1977 |
|
SU693346A1 |
| Система автоматического управления скоростьюВРАщЕНия элЕКТРОдВигАТЕля МЕХАНизМАпОдАчи элЕКТРОдНОй пРОВОлОКи | 1978 |
|
SU805269A2 |
| Устройство для фазового управления тиристорами | 1977 |
|
SU728208A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИГАТЕЛЕМ ПРИВОДА ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2001 |
|
RU2205095C2 |
| ГЕНЕРАТОР ИМПУЛЬСОВ ДЛЯ МОЩНЫХ ПРЕОБРАЗОВАТЕЛЕЙ | 1970 |
|
SU261455A1 |
| Источник питания для механизированной дуговой сварки | 1986 |
|
SU1393563A1 |
| Комбинированный датчик для сварки | 1983 |
|
SU1094692A1 |
| Электропривод переменного тока | 1984 |
|
SU1164853A1 |