1
Изобретение отноентся к области сварки, а точнее к машинам для стыковой электроконтактной сварки нолос, и может быть использовано в трубоэлектросварочных агрегатах для сварки отдельных полос в непрерывную ленту.
Известна машина для контактной стыковой сварки полос, содерл аш,ая станину, состояш,ую из шарнирно связанных подвижной п неподвижной нижних токоподводяш,их губок и верхних прижимных губок (электродов), перемещаемых вертикально гидроприводом, и из трансформатора с подводяш,ими шинами; ножницы и центрируюш,ее устройство с зажимными лапками, расположенными в плоскости режущей кромкн ножниц 1.
Однако известная машина деформирует полосы при резке переднего конца, т. е. происходит загибание конца полосы вниз верхним ножом, что отрицательно сказывается на сборке полос под сварку и на качестве СБЗркн. того, эта машина имеет значитольиые габариты, вес и недостаточно высокую производительность.
Из известных машин наиболее близкой по технической сущности к изобретению является машина для контактной стыковой сварки полос, содержащая станину, состоящую из подвижной части с электродами и
неподвижной части, на которой смонтированы нижний суппорт с ножами, привод подачи верхнего электрода п верхний суппорт с ножами, выполненный в виде гидроцилиндра, шток поршня которого закреплен на неподвнжной частп станины 2,
Недостатком этой машины является наличие отдельного узла ножниц, что увеличивает габариты, вес машины и усложняет
ее конструкцию. Кроме того, нодвнжные каретки, транспортирующие полосы из-за большого расстояния между линией реза п линией сварки, имеют относительно большой горизонтальный ход, что сказывается
на увеличении габаритов машины и требует много времени для передачи полосы на позицию сварки; обрезка переднего и заднего концов полос перед сваркой производится последовательно, требуя смеиы нижнего ножа путем поворота нижнего сунпорта, что отрицательно сказывается на производительности машины; отсутствие механической фиксации полос на линии резки приводит к повышенному отходу металла.
Целью изобретения является уменьшение габаритов машины и повышение ее производительности.
Поставленная цель достигается тем, что гндроцилиндр верхнего суппорта снабжен
дополнительиым поршнем со штоком и ог3
раиичителем хода порш1 ей, а ножи выполнены с двумя режущИ Ми кромками, снабжены упором н закрснлены па конце штока, при этом верхние электроды размещены на торце верхнего суппорта.
Такое конструктнвное выполнение машины для контактной стыковой сварки полос позволяет снизить габариты, вес машины, вследствие объединения ножииц и узла одного из верхних прижимных электродов в один узел, а также увеличить производительность машииы и снизить отходы металла при резке полос перед сваркой за счет одновременного реза переднего и заднего концов полос без перенастройки пожниц с предварительной фиксацией концов полосы механическим упором, обеспечиваюш;им минимальный зазор между отрезаемыми частями полос.
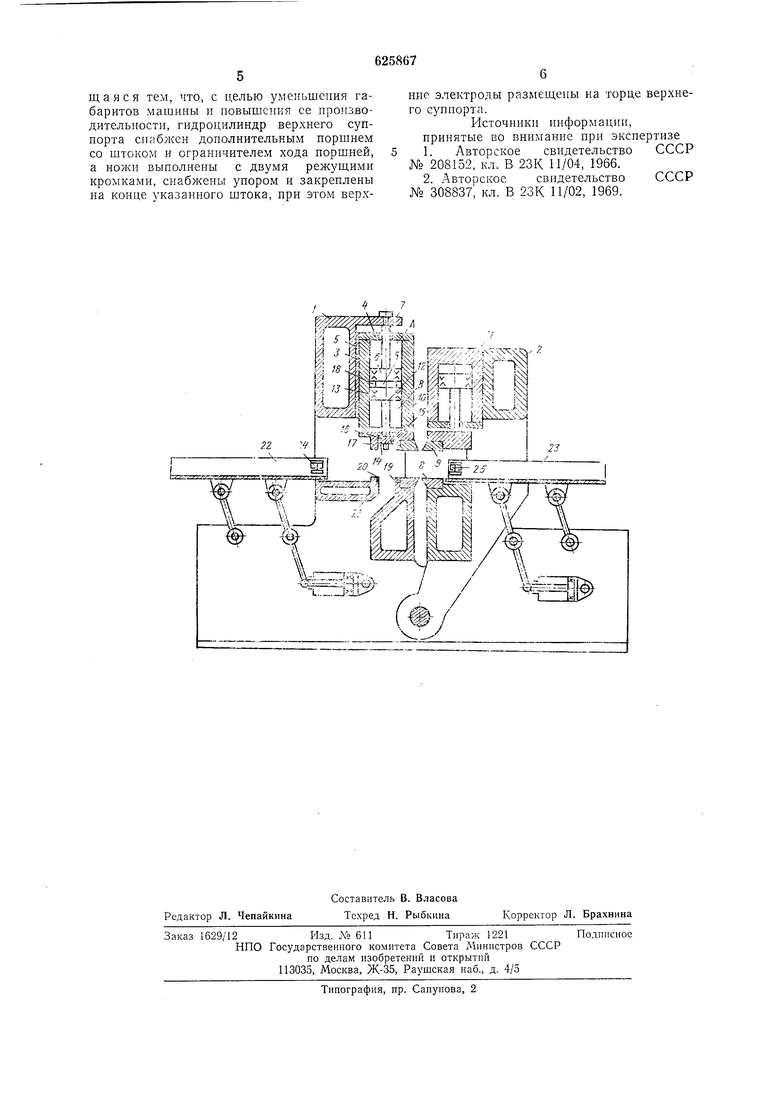
На чертеже изображена машина для контактной стыковой сварки.
Машина содержит станину в виде неподвижной 1 и подвижной 2 частей. На неподвижной части 1 станины смонтирован верхний суппорт 3 с гидроцилнндром 4 перемеш,еиия. Суппорт 3 перемещается в паиравляющих 5. Поршень 6 составляет одно целое со штоком 7, неподвижно укрепленным в станине. На станине смонтированы также нижние неподвижные электроды 8 и верхние электроды 9 с гидроцилиндрами 10 и 11 для прижатия полос. На конце штока 12, выполненного заодно с поршнем 13, закреплены ножи 14 и 15, служащие для обрезки переднего и заднего концов полос перед сваркой, и упор 16 для обеспечения необходимого зазора между концами полос перед отрезкой или сваркой (в случае отсутствия необходимости предварительной обрезки концов полос). На суппорте 3 внизу укреплен прижимной элемент 17 в виде вилки, охватывающей верхние ножи 14 и 15. Гидроцилиндр 4 перемещепия верхнего суппорта 3 и гидроцилиндр 10 перемещения одного из верхних электродов размещены в одном корпусе, имеющем общую порщневую полость А и ограничитель 18 хода порщней 6 и 13. На нижнем электроде 8, соответствующем верхнему электроду 9, закрепленному на суппорте 3, сооспо с упором 16 выполнено отверстие, на внутренних стенках которого закреплены ножи 19 и 20 нижнего суппорта 21. На машине установлены горизонтально подвижные каретки 22 и 23, снабженные залшмами 24 Hi 25 для полосы и служащие для транспортировки полос с позиции резки на позицию сварки.
Мащина работает следующим образом.
Перед началом работы машины все механизмы находятся в исходном положении. Задний конец полосы, движущейся по линии, останавливается за линией резки, после чего механизмы начинают работать в следующей последовательиости. В полость
4
Л подается масло под давлением, полость В при этом соединена со слнвом, в полости i5 масло каходится под давлением. Порii-екь 13 дпнжстск вниз, перемещаясь до тех пор, пока упор 16 не остановится на уровне полосы, после чего передний н задний концы полос сближаются до з-пора, который обеспечивает необходимый между ними зазор. Полость Б соединяется со сливом, в полость В подается масло под давлением, в полости А масло запирается под давлением, суппорт 3 движется по направляющим 5 относительно поршпя 6, закрепленного па станине 1, вниз, прижимая коицы полос прижимным элемептом 17 к плоскости иижпего суппорта 21, поршень 13 при этом своего положения не изменяет. В полость А подается масло, полости Б и В соединяются со сливом, поршень 13 с укрепленными на его штоке 12 ножами 14 и 15 вниз, ножи 14 и 15 при этом отрезают соответственно передний и задпий концы полос, взаимодействуя с нижними ножами 19 и 20. В полости Б и В подается
масло, полость А соединяется со сливом, при этом суппорт 3 п пожи 14 и 15 возвращаются в исходное положение.
Перед этой операцией передний конец одной полосы и задний конец другой прижимаются зажимами 24 и 25 к кареткам соответственно 22 п 23. Каретки 22 и 23, одновременно горизонтально перемещаясь, устанавливают концы полос в позицию сварки. В полость А подается масло под
давлением, в полостп В масло запирается под давлением, полость Б соедипяется со сливом, суппорт 3 движется внпз до упора, при этом верхние электроды 9 прижимают концы полос к пижним электродам 8, после
чего включается трансформатор (не показан), подвижная часть 2 станины перемещается по направлению к неподвижной частп 1, и производится стыковая сварка концов обеих полос. После сварки механизмы
возвращаются в исходное положепие, цикл повторяется.
Предло кенпая машипа для контактной стыковой сварки полос позволяет увеличить производительность при одновремепном умепьщении габаритов и спизить расходный коэффициент металла при резке концов полос.
Формула изобретения
Машина для контактной |Стыковой сварки полос, содержащая станину, состоящую из подвижной части с электродами и иеподвижной части, на которой смонтированы нижний суппорт с ножами, привод подачи верхнего электрода и верхний суппорт с ножами, выполненный в виде гидроцилиндра, щток поршня которого закреплен
на неподвижной части станины, отличающаяся тем, что, с целью уменьшения габаритов машины и повышения ее нроизводительности, гидроцилиндр верхнего суппорта снабжен дополнительным норшнем со штоком и ограничителем хода норшней, а ножи выполнены с двумя режуш,ими кромками, снабжены упором и закреплены на конце указанного штока, при этом верхние электроды размеш,епы на торце верхнего суппорта.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 208152, кл. В 23К 11/04, 1966.
2.Авторское свидетельство СССР № 30883 , кл. В 23К 11/02, 1969.

| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1971 |
|
SU308837A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2003 |
|
RU2246386C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС | 2002 |
|
RU2246385C2 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391189C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391188C1 |
| СПОСОБ ПОДГОТОВКИ КОНЦОВ ПОЛОС К КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ | 2011 |
|
RU2450900C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РУЛОНИРОВАННЫХ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2008 |
|
RU2378092C1 |
| Машина для контактной стыковой сварки полос | 1977 |
|
SU698738A1 |
| Машина для контактной стыковой сварки полос | 1980 |
|
SU965665A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2011 |
|
RU2450899C1 |
.
.1
и
и и1з VA ;5JM4U-j| « i V; Nf-%
h
., щ .,J. Kss- i .-хС
-laii;i.
i
I
wm
Л--Хч
23
., i т
