1
Изобретение относится к области сварки, а именно к электродному покрытию, применяемому преимущественно для сварки чугуна.
Известны различные составы электродных покрытий, применяемых преимущественно для сварки чугуна, например состав, содержащий следующие компоненты, вес. /. :
Плавиковый шпат15-16
Грьфит8-12
Алюминиевый порощок8-12
Ферромарганец18-20
Полевой шпат9-10
Карбонат кальцияОстальное 1
Недостатком известного электродного покрытия является то, что наплавленный металл имеет поры, из-за которых сварное соединение обладает недостаточной прочностью.
Наиболее близким по составу является электродное покрытие, содержащее следующие компоненты, вес. %:
Карбонат кальция25-35
Плавиковый шпат25-30
Феррохром18-25
Ферромолибден1- 2
Ферротитан2- 7
Ферросилиций3- 5
Алюминиевый порошок Ь- 1,5
Ферромарганец8-12
Феррованадий1- 2 2
Однако стойкость металла, наплавленного известным электродом, против образования трещин недостаточна.
С целью повышения стойкости наплавленного металла против образования трещин состав электродного покрытия дополнительно содержит графит, слюду и соду ири следующем соотношении компонентов, вес. %:
Плавиковый шпат16-17
Графит2- 4
Ферромолибден35-45
Ферросилиций9-11
Слюда4- 6
Сода0,6- 0,8
Карбонат кальцияОстальное
Ферромолибден в составе покрытия способствует подавлению трещин и в наплавленном металле, и переходных зонах, резко уменьшая величину опасной зоны закалочных структур.
Ферросилиций является раскислителем и пыполняет по сути те же фзикции, что и ферромарганец в известном электроде. Однако для обеспечения качественного металла шва при наличии в покрытии карбоната кальция введение ферросилиция является более эффективным, так как образующийся
в этом случае SiOa связывается с СаО в соединение СаО-ЗЮз, легко переходящее в шлак.
Содержание графита в данном покрытии по сравнению с известным улучшает электрические характеристики электрода и увеличивает коэффициент перехода графита в металл шва, что способствует сохранению достаточно высоких прочностных характеристик сварного соединения.
Слюда и сода улучшают опрессовочные свойства покрытия, повышают устойчивость горения дуги, способствуют образованию шлака.
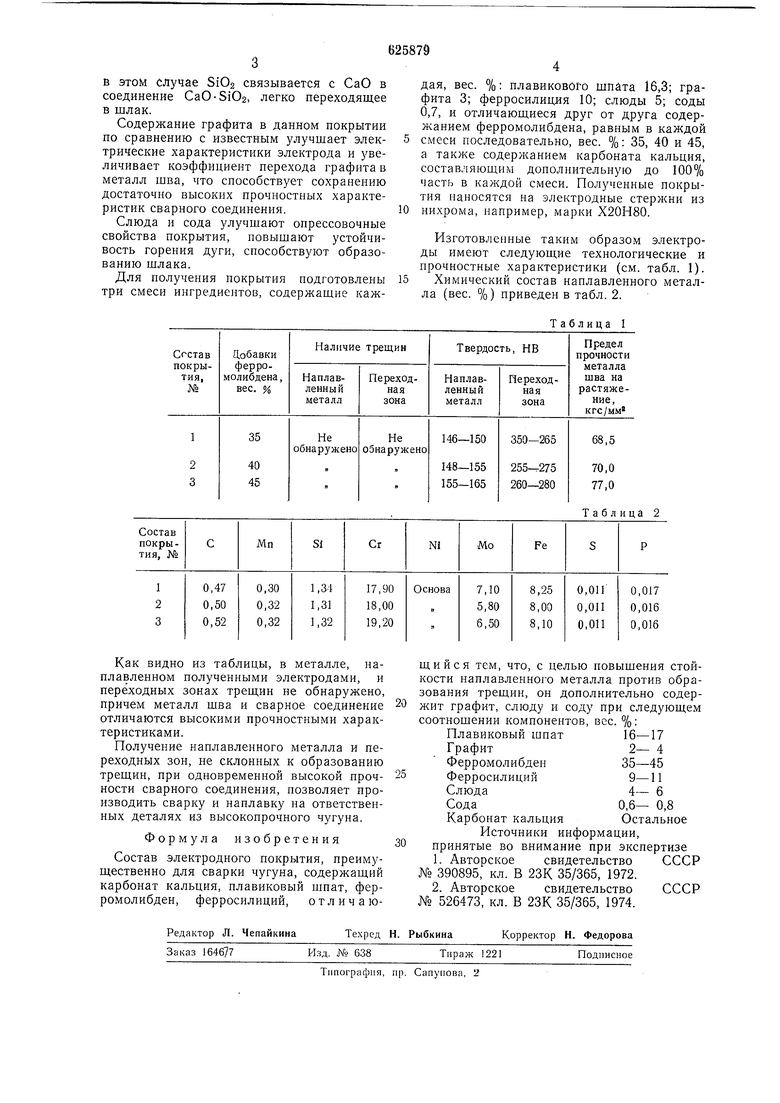
Для получения покрытия подготовлены три смеси ингредиентов, содержашие каждая, вес. %: плавикового шпйта 16,3; графита 3; ферросилиция 10; слюды 5; соды 0,7, и отличаюш,иеся друг от друга содержанием ферромолибдена, равным в каждой
смеси последовательно, вес. %: 35, 40 и 45, а также содержанием карбоната кальция, составляющим дополнительную до 100% часть в каждой смеси. Полученные покрытия наносятся на электродные стержни из
нихрома, например, марки Х20Н80.
Изготовленные таким образом электроды имеют следуюш,ие технологические и прочностные характеристики (см. табл. 1).
Химический состав наплавленного металла (вес. %) приведен в табл. 2. Таблица I
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав электродного покрытия | 1977 |
|
SU716751A1 |
| Состав электродного покрытия | 1983 |
|
SU1074692A1 |
| Электродное покрытие | 1990 |
|
SU1756081A1 |
| Сварочный электрод | 1990 |
|
SU1764914A1 |
| Состав электродного покрытия для холодной сварки чугуна | 1991 |
|
SU1799317A3 |
| Состав электродного покрытия | 1976 |
|
SU578175A1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 2012 |
|
RU2504465C1 |
| Электродное покрытие | 1990 |
|
SU1754380A1 |
| Электродное покрытие | 1975 |
|
SU517452A1 |
| Состав электродного покрытия | 1983 |
|
SU1107996A1 |
Таблица 2
