, Изобретение относится к металлосборочному производству и в особенности к устройствам для сборки резьбовых соединений.
Известны устройства для завинчивания крепежных деталей в базовую, содержащие стол с зажимными приспособлениями и шпиндельную головку TlJ.
Известные устройства не обеспечивают наживления крепежных деталей при завинчивании, что снижает надежность процесса сборки и производительность устройств
Предлагаемое устройство отличается от известных тем, что зажимные приспособления снабжены кондукторной плитой, Б отверстиях которой смонтированы захваты в виде трех подпружиненных сухарей снабженных заходной фаской со стороны подачи крепежной детали, причем плита установлена с возможностью перемещения относительно установочной поверхности зажимных приспособлений.
Этим повышается производительность устройства и надежность наживления крепежных деталей.
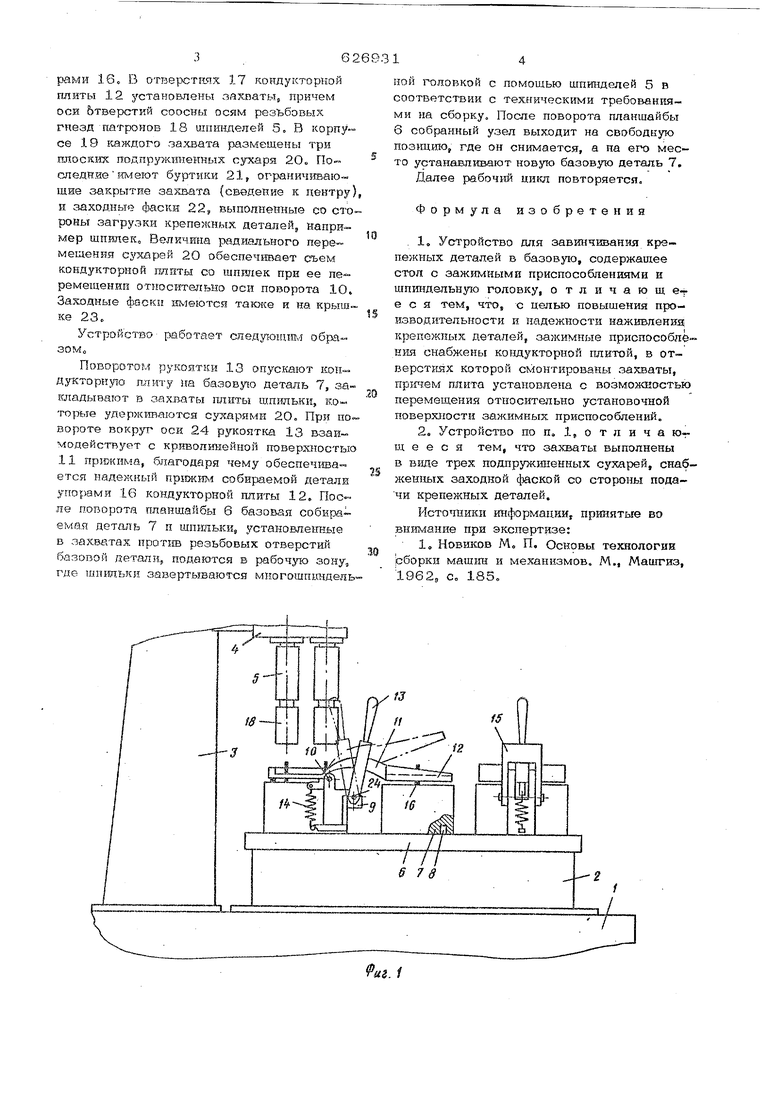
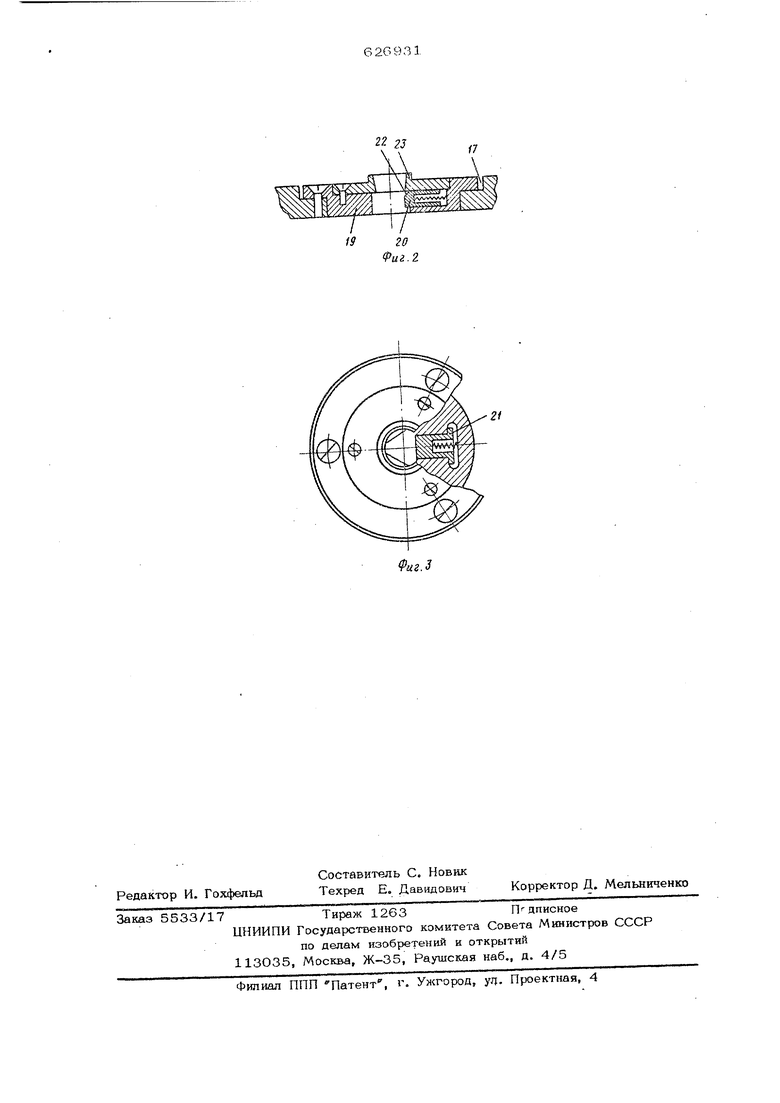
На фиг. 1 показана компоновка устройства с моногопозиыионным столом; на фиг. 2 - разрез по захвату кондукторной плиты; на фиг. 3 - вид сверху на захват кондукторной плиты.
На станине 1 устройства установлен поворотный стол 2 и стойка 3, на которой крепится многошпиндельная головка 4 с вертикальным расположением шпинделей 5. В общем случае расположение и количество шпинделей может быть любым. На планшайбе 6 поворотного стола 2 устанавливаются базовые детали 7 собираемого узла. Их базирование осуществляется по установочным пальцам 8. Каждая позиция поворотного стола 2 снабжена зажимным приспособлением. В корпусе 9 приспособления на оси 1О устанавливается поворотный рычажный пр51жим, состоящий из эксцентрикового участка 11 и кондукторной плиты 12. Положение прижима определяется положением рукоятки J3. Прижим снабжен пружиной 14. Для опускания и фиксадии прижима имеется рычаг 15. Кондукторная плита 12 снабжена упорами 16« В отверстиях 17 кондукторной плиты 12 устанош1ены захваты причем оси Ьтверсгтий соосвы осям резьбовых гнезд патронов 18 шпинделей 5 В корпусе 19 саждого захвата размещены три ratocicHX подпружиненных сухаря 2Оо Последниеяк еют буртики 21, ограничивающие закрытие захвата (сведение к центру) и заходные фаски 22э выполненные со стороны загрузки крепежных деталей, например шпштеКс Величина радиального перемещения с гхарек 2О обеспеигоает съем кондукторной плиты со шпилек при ее перемещении относительно оси поворота 10. Заходные фаски имеются такнсе и на крышке 23
Устройство работает спеауюииш об таЗОМо
Поворотом рукоятки 13 опускают кон- дукторную плиту 1ш базовуто деталь 7, закладывают в захваты плиты шпильки, ко- торые удержггоаются сухарями 2О. При повороте вокруг оси 24 рукоят са 13 взаимодействует с кривопинейной ш верхиостыо 11 пршкима, благодаря чему обеспечива- ется надежный npiwif A собираемой детали уг10|;шми 16 кондукторной плиты 12, поворота планшайбы 6 базовая собира емая детагть 7 п шпилькИе установленные в захватах против резьбовых отверстий базовой детали, подаются в рабочую зону, где шпютьки завертываются мкогошпындеяьной головкой с помощью шпинделей 5 в соответствии с техническими требованиями на сборку. После поворота планшайбы 6 собранный узел выходит на свободную позицшо, где он снимается, а на его место устанавливают новую базовую деталь 7, Далее рабочий циют повторяется,
Формула изобретения
1, УС1ФОЙСТВО для завинчивания крепежных деталей в базовую, содержащее стол с зажимными приспособлениями и шпиндельную головку, отличающе-г е с я тем, что, с целью повышения производительности и надежности наживления, крепежных деталей, зазкимные приспособления снабжены кондукторной плитой, в отверстиях которой смонтированы захваты, прзетем плита установлена с возможностью перемещения относительно установочной поверхности зажимных пр1юпособлен1ий.
2« Устройспзо по п, 1, о т л и ч а ю щ е е с я тем, что захваты выполнены в ваде трех подпружиненных сухарей, снабженных заходной 4заской со стороны подачи крепежных деталей.
Источнш и 1Ш юрмацки, принятые во вн гмание при экспертизе:
1 Новшсов М П. Основы технологии рборки маш1га и механизмов. М., Машгиз, 1962, с„ 185«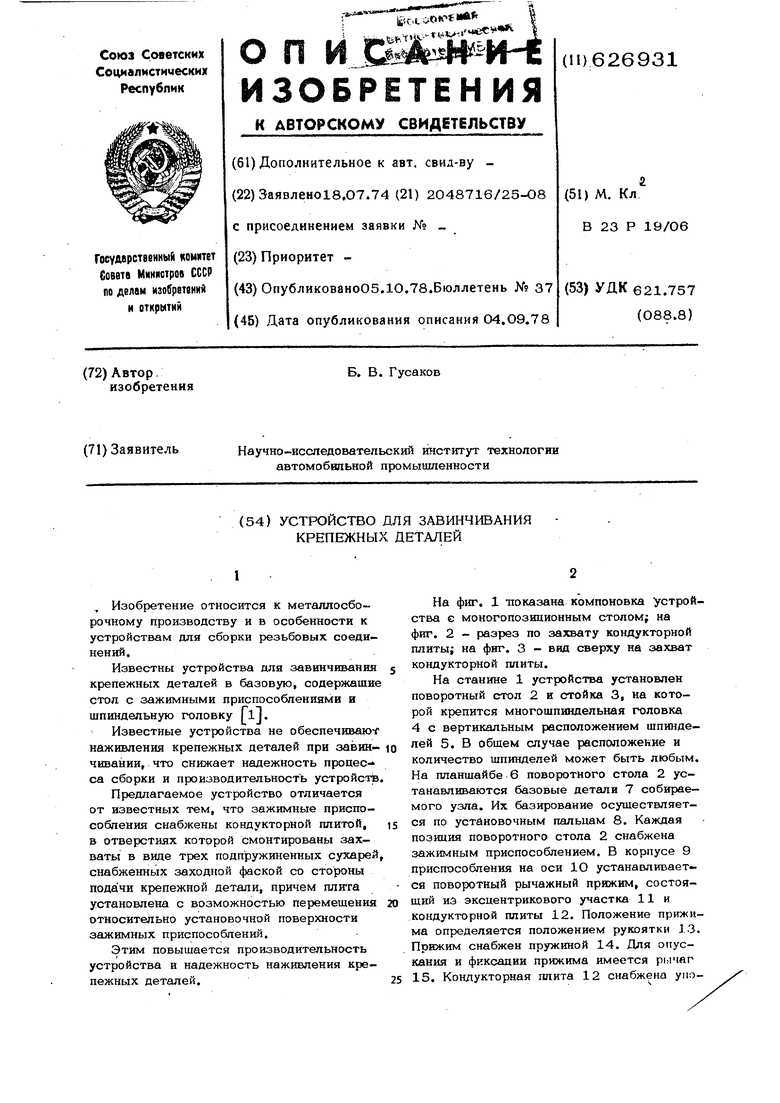
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2006 |
|
RU2323077C2 |
| Многошпиндельный вертикальный станок | 1976 |
|
SU650785A1 |
| Многошпиндельный вертикальный станок | 1983 |
|
SU1093399A2 |
| Многопозиционный сборочный автомат | 1981 |
|
SU1009692A1 |
| Сверлильный полуавтомат | 1981 |
|
SU1038101A1 |
| Металлорежущий станок | 1982 |
|
SU1057247A1 |
| Устройство для сверления отверстий | 1978 |
|
SU778945A1 |
| СТАНОК ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2001 |
|
RU2197368C2 |
| Устройство для установки и закрепления в шпиндельной головке скалок кондукторных плит | 1982 |
|
SU1114496A1 |
| МОНТАЖНЫЙ ИНСТРУМЕНТ ДЛЯ АВТОМАТИЗИРОВАННОЙ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2220838C2 |
22 2S
