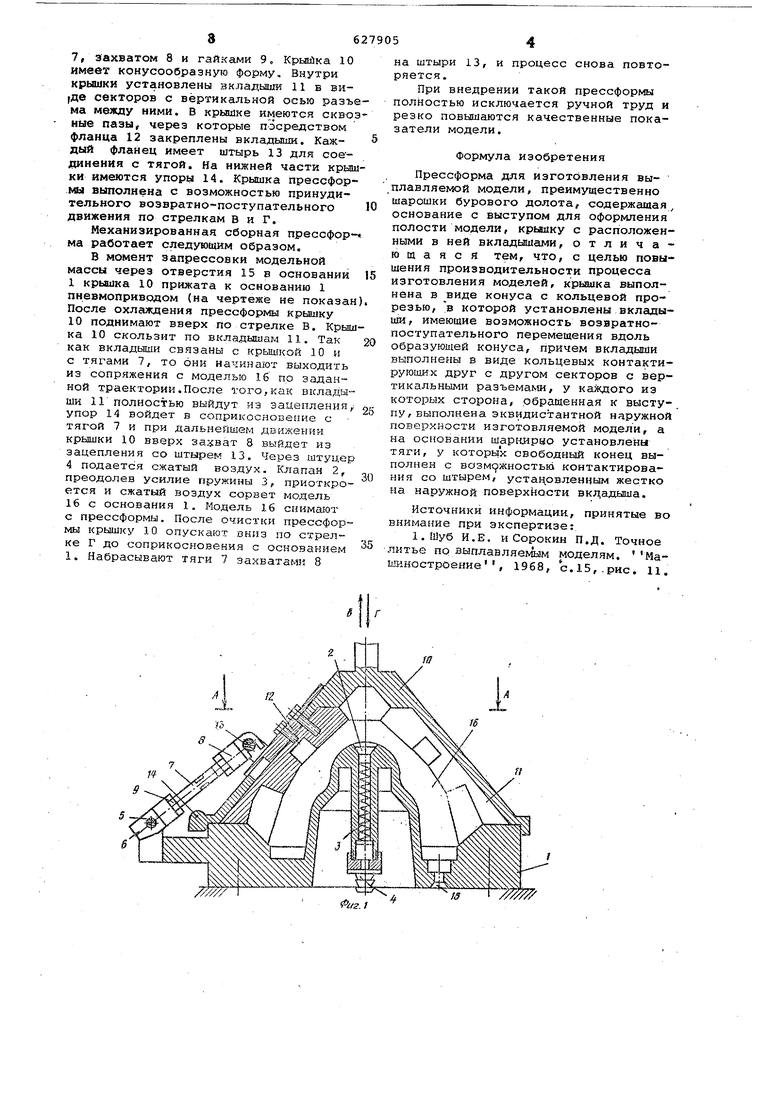
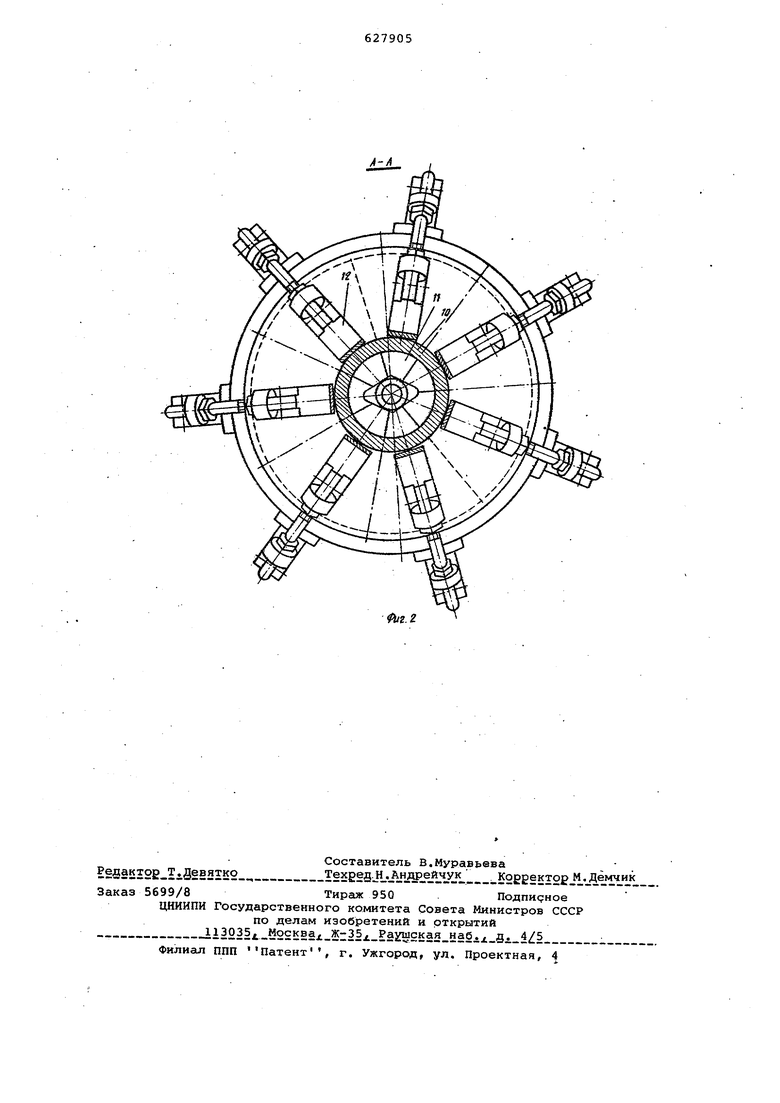
7, захватом 8 и гайками 9, Крьайка 10 имеет конусообразную форму. Внутри крышки установлены вкладыши 11 в ви|Дв секторов с вертикальной осью разъе ма между ними. В крьгшке имеются скво ные пазы, через которые посредством фланца 12 закреплены вкладыши. Каждый фланец имеет штырь 13 для соединения с тягой. На нижней части крыш ки имеются упору 14. Крышка прессфорN0:1 выполнена с возможностью принудительного возвратно-поступательного движения по стрелкам в и Г. Механизированная сборная прессформа работает следующим образом. В момент запрессовки модельной массы через отверстия 15 в основании 1 крьшка 10 прижата к основанию 1 пневмоприводом (на чертеже не показан После охлаждения прессформы крышку 10 поднимают вверх по стрелке В. Крыш ка 10 скользит по вкладышам 11. Так как вкладыши связаны с крышкой 10 vi с тягами 7, то они начинают выходить из сопряжения с модель 16 по задан™ ной траектории.После того,как вкладыши 11 полностью выйдут из зацепления упор 14 войдет в соприкосновепие с тягой 7 и при дальнейшем движении крышки 10 вверх 8 выйдет из зацепления со штырем 13. Через штуцер 4 подается сжатый воздух. Клапан 2, преодолев усилие пружины 3, приоткроется и сжатый воздух сорвет модель 16 с основания 1. Модель 16 снимают с прессформы. После очистки прессформы крышку 10 опускают вниз по стрелке Г до соприкосновения с основанием 1. Набрасывают тяги 7 захватами 8 на штыри 13, и процесс снова повторяется. При внедрении такой прессформы полностью исключается ручной труд и резко повышаются качественные показатели модели. Формула изобретения Прессформа для изготовления выплавляемой модели, преимущественно шарошки бурового долота, содержащая основание с выступом для оформления полости модели, крышку с расположенными в ней вкладышами, отличающаяся тем, что, с целью повышения производительности процесса изготовления моделей, крышка выполнена в виде конуса с кольцевой прорезью, в которой установлены вкладыши, имеющие возможность возвратнопоступательного перемещения вдоль образующей конуса, причем вкладыши выполнены в виде кольцевых контактирующих друг с другом секторов с вертикальными разъемами, у каждого из которых сторона, рбраоденная к высту-, пу,выполнена эквидистантной наружной поверхности изготовляемой модели, а на основании шар -шрно установлены тяги, у которых свободный конец выполнен с возм9жностью контактирования со штырем, установленным жес.тко на наружной поверхности вкдадыша. Источники информации, принятые во внимание при экспертизе:. 1. Шуб И.Е, и Сорокин п.д. Точное литье по выплавляе шм моделям. Машиностроение, 1968, с.15,-рис. 11.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемой модели | 1988 |
|
SU1629137A2 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU816667A1 |
| Устройство для захвата труб | 1988 |
|
SU1553647A1 |
| Ручка-съемник для выдвижных кассет радиоэлектронных блоков | 1979 |
|
SU856056A1 |
| СЪЕМНИК | 1990 |
|
RU2009868C1 |
| ПРУЖИНОНАВИВОЧНЫЙ АВТОМАТ, ЕГО МЕХАНИЗМЫ РУБКИ, ОБРАЗОВАНИЯ УЗЛА, ПЕРЕМЕЩЕНИЯ ЗАГОТОВОК (ВАРИАНТЫ), ИХ УСТРОЙСТВА ЗАХВАТОВ, ПОДВИЖКИ, ОРИЕНТАЦИИ, ЗАЖИМА, КУЛАЧКОВЫЕ СРЕДСТВА | 2002 |
|
RU2199412C1 |
| Стенд для запрессовки крупногабаритных пресс-форм | 1986 |
|
SU1400760A1 |
| Устройство для формования трубчатых изделий из жестких бетонных смесей с немедленной распалубкой | 1982 |
|
SU1092044A1 |
| МОЕЧНЫЙ КОМПЛЕКС СТЕКЛЯННЫХ КРЫШ ТЕПЛИЦ И.Г.МУХИНА | 1996 |
|
RU2109114C1 |
| Пресс-форма для изготовления моделей | 1978 |
|
SU787139A1 |
Ж)
fff
иг.1
