а
l-1;i()6pcTeiine относится к литейному производству и предназначено, в частности, для ш.июлнения вспомогательных операций перемещения. сбо(жи и разборки крупно- габаритнь:х 11|1есс-форм, а также их складирования.
Цель изоорегения - улучшение условий обс.|ужинании и с)краи1ение ручного труда.
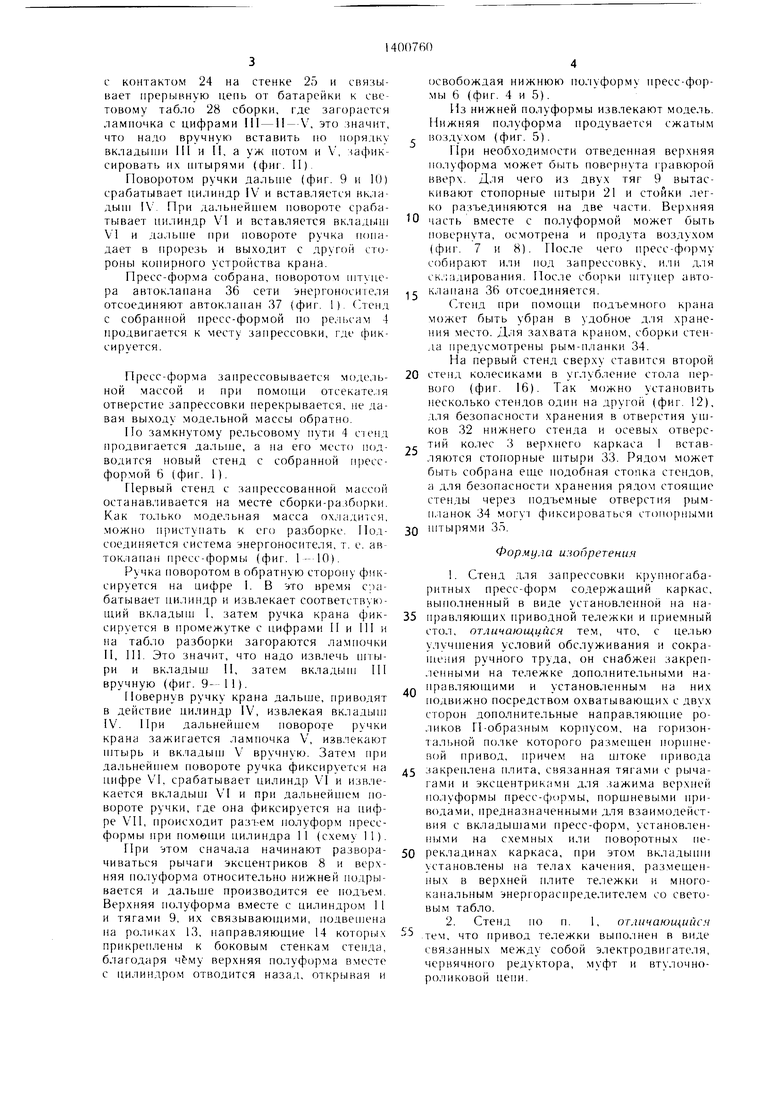
На i{)M( . 1 11() схематическое движение ( тенда по рельсам от места сборки- разборки к месту за 1рессовки (па месте сГ)о)кн-)азГ)()рки показа)) подключение энергоносителя ; на (})иг. 2 - стенд, вид све)ху. (Bepxtute вк.мадьпни вынуты); на (})И. 3 сечение .Л-А на фиг. 2; на фиг. 4 - сечение 1)-Б на (Ьиг. 2; па фиг. 5 вид В на ijinr. 4; на (})иг. (J - сечение Г -Г на фи1 5; на фиг. 7 впд Л па фи|. 5; на фиг. 8 вид Н на фиг 2; на (}}иг. 9 вид Ж на фиг. 2 (ю- казано 1абло порядка выемки ручных вк.па- д1,1П1ей и крап-эпергораспределитель); на фп1 10 вид .3 на фиг. 9; на фиг. 11 - схема подачи энергоносителя но сосггвет- ствук)П1и.м цилиндрам при сборке и раз- Порке пресс-формы; на фиг. 12 - складирование стендов; на фиг. 13 - вид И на ({liii. 12; па фи| 14 сечение К-К на фиг. 13; па . 15 сечение Л Л на фиг. 12; на (. И)сечение - на фиг. 15; на
фи1. 17 движение стендов от электро- .твигателя при помощи втулочно-роликовой пени; на фи1. 18 зацепление втулочно- р(). 1иковой цени со стендом; на фиг. 19 - втулочно-роликовая цепь с установкой самофиксирующего штыря.
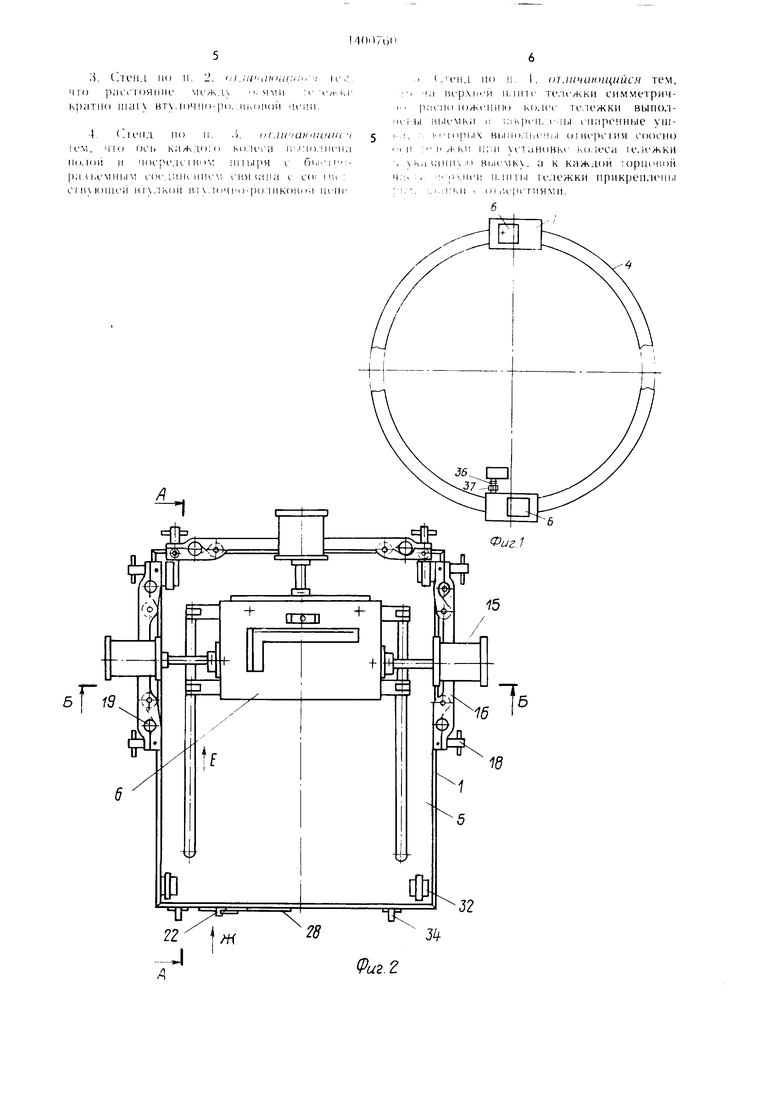
(/генд Д.1Я запрессовки крупногабаритных пресс-форм состоит из каркаса 1, на котором крепятся основ1Ц)1е у:(лы стенда. С ннжией стороны установлены вилки 2 с колесами 3 для продвижения стенда по рельсам 4. С верхней стороны закреплена плита 5 с продольными прорезями. На плиту устанавливается и закрепляется преес-форма 6, к верхней полуформе которой прикреплепы рыча1-и 7 и эксцептрики 8, связанные с тягами 9. установленные через пазы с обратной стороны плиты. Тяги 9 крепятся к плите 10, соединенной со штоком цилиндра II (фиг. 4). Цилиндр крепится к П-образному корцусу 12, который при помощи роликов 13 может свободно передвигаться по направляющим 14, прикрепленным к каркасу 1 стенда.
Для выемки вкладышей пресс-формы установлены цилиндры 15, которые посредством перекладин 16 при помощи откидных бо.птов 17 и гаек 18 крепятся к трубам 19, прикрепленных к каркасу (2 и 3).
Тяжеловесные вкладыщи (фиг. 5 и 6) извлекаются при помощи шариков 20, перекатывающихся по плите 5. Выступающая над плитою тяга 9 разделена на две части, которые соединены при помощи быстро- раз1 емных штырей 21.
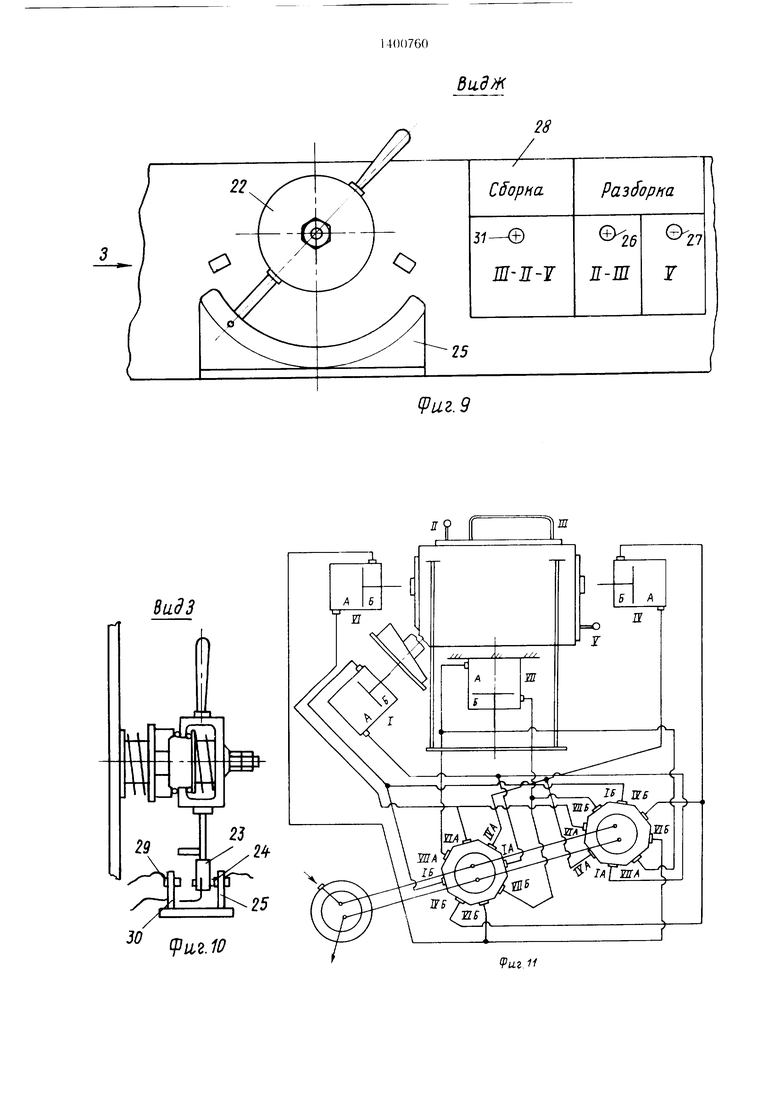
Для управления энергоносителем, предназначенным для подачи рабочего тела к цилиндрам 15, на задней стене каркаса стенда установлен кран-энергораспределитель 22
(фиг. 2, 9 и 10), который служит для распределения энергоносителя по установленным цилиндрам 15 в строго заданной последовательности их работы при сборке и при разборке пресс-формы.
На конце упора крана стоит изолированный контакт 23, который в момент выемки ручных вкладыц1ей замыкает с контактами 24 стенки 25. Цоследняя изготавливается из токонепроводящего материала (изолятор). При замыкании контактов 23
и 24 образуется замкнутая цепь и загораются лампочки 26 и 27, находящиеся на табло (фиг. 9 и 10).
В момент сборки ручных вкладышей изолированный контакт 23 замыкает с кон- гактом 28 стенки 30. Последняя изготав0 ливается из токонепроводящего материала (изолятор). При замыкании контактов 23 и 29 получается замкнутая цепь и загорается лампочка 31, находящаяся на табло 28 (фиг. 9 и 10).
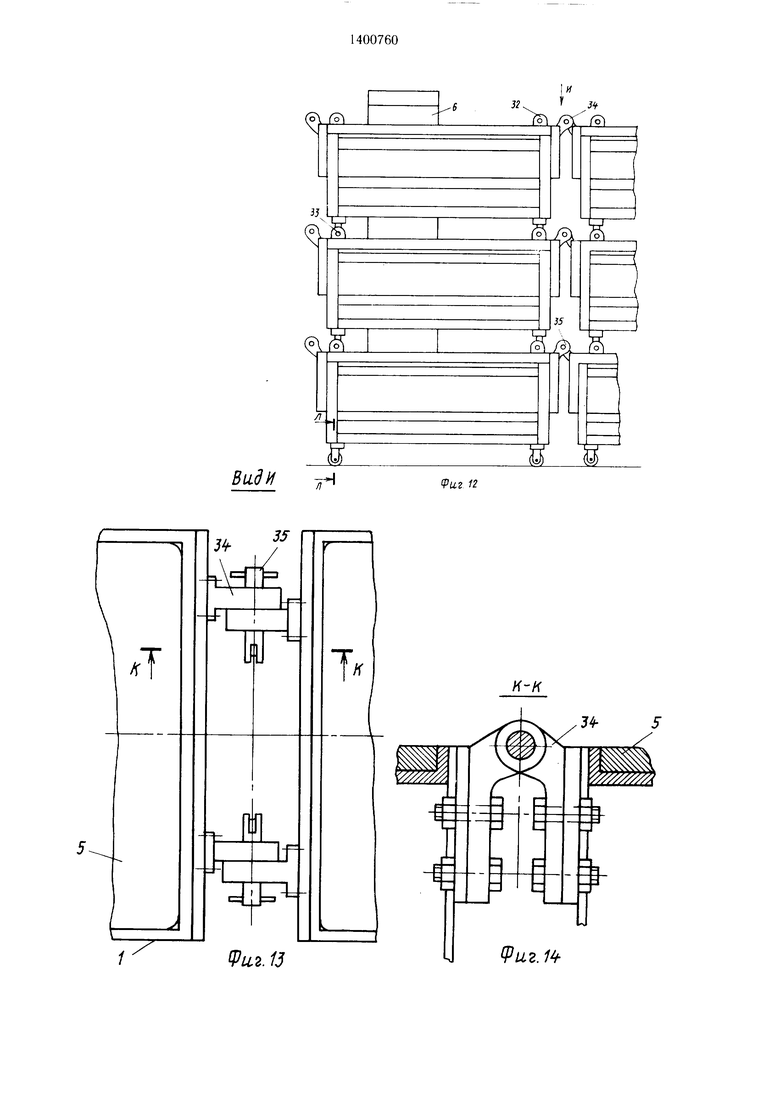
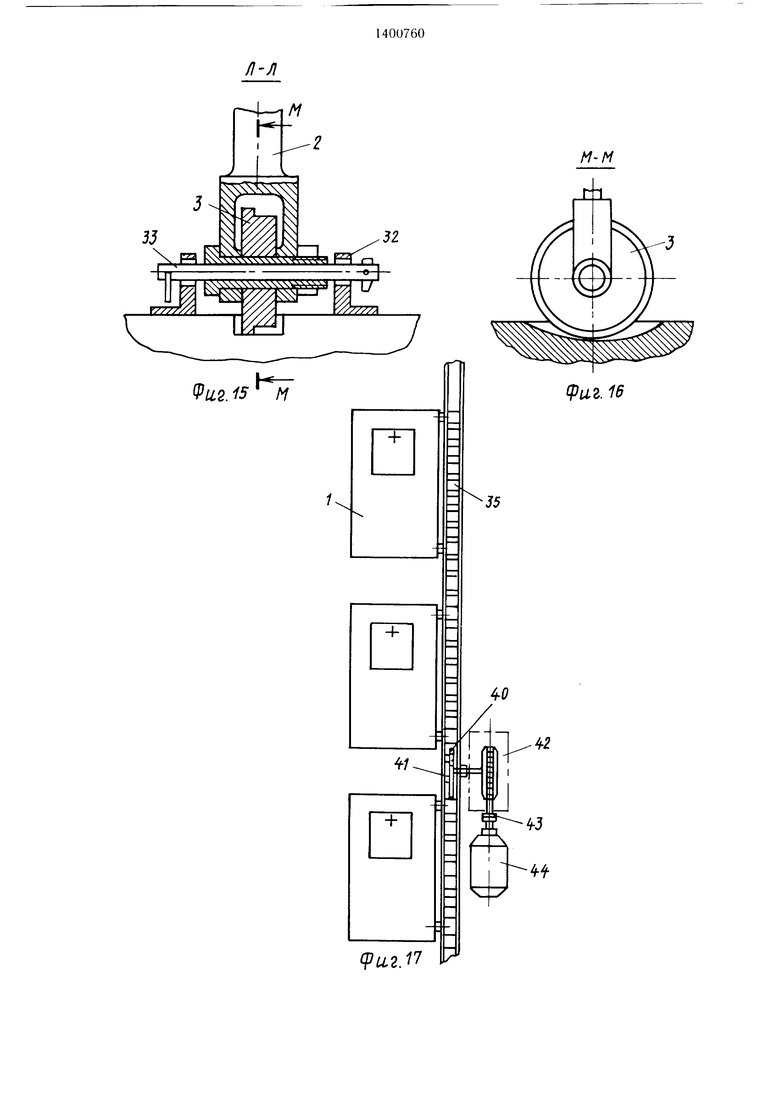
Стенды в нерабочее время складируются (фиг. 12-16). Для стопорения стендов но высоте на плите каждого стенда закреплены ушки 32. Отверстия утков 32 и колес 3 фиксируются быстросъемными щтыря- .ми 33. Для подъема стенда или для сборки
Q их в ряд служат рым-планки 34 с отверстиями, фиксируемые быстросъемными штырями 35.
При подготовке стенда к работе (фиг. 1) на месте сборки-разборки находится стол с системой подачи энергоносителя посредством
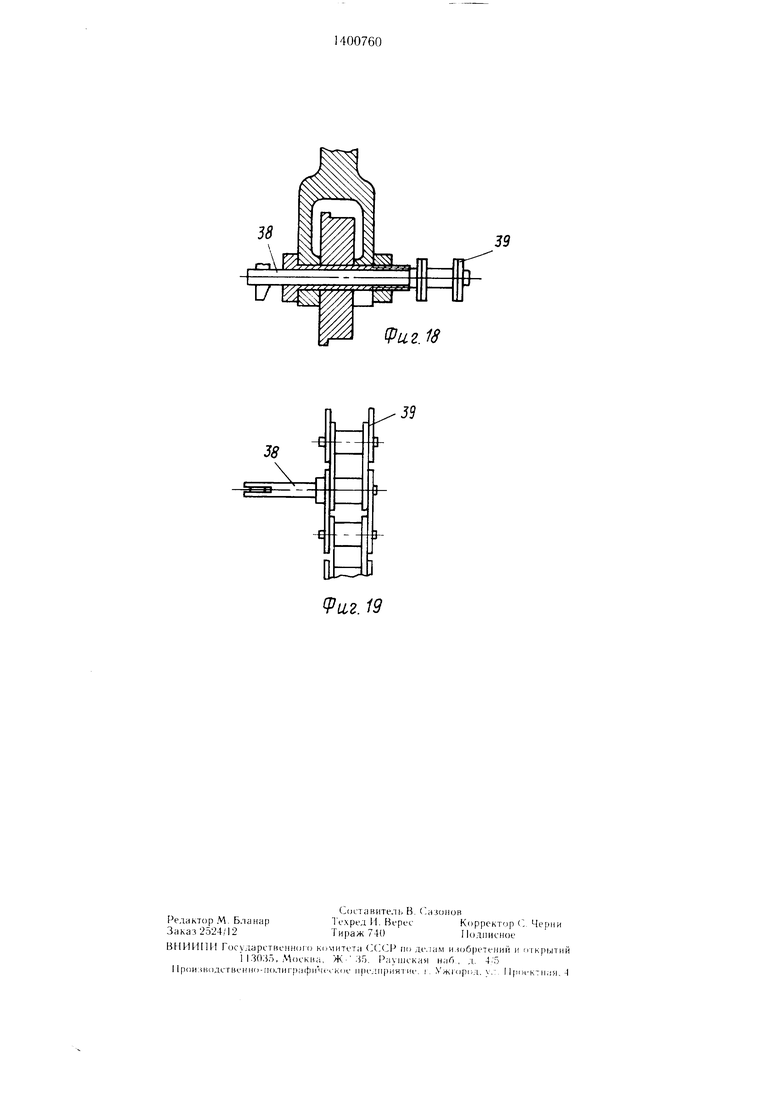
г штуцера автоклапана 36 и автоклапана 37. При необходимости при помощи штырей 38 подсоединяется втулочно-роликовая цепь 39 которая находится в зацеплении со звездочкой 40 через муфту 41 с червячным редуктором 42 и через муфту 43 с элек0 тродвигателем 44 (фиг. 17-19).
Стенд для запрессовки крупногабаритных пресс-форм работает следующим образом. Ручка крана энергоносителя фиксируется на цифре VII (фиг. 11). В это время с срабатывает цилиндр 11 смыкания полуформ, т. е. верхняя полуформа, связанная с цилиндром, опускается вниз и фиксируется по нижней полуформе (фиг. 4). Пресс-формы 6 в это время тягами 9 поворачивают эксцентрик 8 .меньшей стороQ ной по отноп ению к нижней полуформе и полуформы сходятся вплотную. Затем по порядку вставляют вкладыши. При последующем повороте ручки управления срабатывает цилиндр 11 и вкладыш вставляется при помощи цилиндра 15 (фиг. 11, поло5 жение I).
Зате.м ручку управления (фиг. 9 и 10) устанавливают в промежуточное положение. Изолированный контакт 23 взаимодействует
с контактом 24 на стенке 25 и связывает прерывную цепь от батарейки к световому табло 28 сборки, где загорается лампочка с цифрами III - II-V, это значит, что надо вручную вставить по порядку вкладыши III и II, а уж потом и V, зафиксировать их штырями (фиг. II)
Поворотом ручки дальп1е (фиг. 9 и 10) срабатывает цилиндр IV и вставляется вкла- ДЫ1П IV. При да, ьнейп1ем повороте срабатывает цилиндр V l и вставляется вкладыш VI и дальп1е при повороте ручка попадает в прорезь и выходит с другой стороны копирного устройства крана.
Пресс-форма собрана, поворотом 1птупе- ра автоклапана 36 сети )гоноси1ели отсоединяют автокланан 37 (фиг. 1). (/генд с собранной пресс-формой по рельсам 4 продвигается к месту запрессовки, где ()пк- сируется.
Пресс-форма запрессовывается модель- ной массой и при помощи отсекате.1Я отверстие запрессовки перекрывается, не давая выходу модельной массы обратно.
По замкнутому рельсовому пути 4 стенд продвигается дальп.1е, а на его место под- водится новый стенд с собранной ri)ecc- формой 6 (фиг. 1).
Первый стенд с запрессованной массой останавливается на месте сборки-разборки. Как только модельная масса охладится, можно приступать к его разборке. Под- соединяется система энергоносителя, т. е. ав- ток, пресс-формы (фиг. 1-10).
Ручка поворотом в обратную сторону фиксируется на цифре I. В это время C .ia- батывает цилиндр и извлекает соответствующий вкладыш I, затем ручка крана фик- сируется в промежутке с цифрами II и III и на табло разборки загораются лампочки II, 111. Это значит, что надо извлечь штыри и вкладыш И, затем вкладЕлп 111 вручную (фиг. 9- - 11).
Повернув ручку крана дальше, приводят в действие цилиндр IV, извлекая вкладыш IV. При дальнейше.м повороте ручки крана зажигается лампочка V, изв.чекают штырь и вкладыш V вручную. Затем при дальнейшем повороте ручка фиксируется на цифре VI, срабатывает цилиндр VI и извлекается вкладыш VI и при дальнейшем повороте ручки, где она фиксируется на цифре VII, происходит раз ьем полуформ пресс- формы при по.мещи цилиндра 11 (схему 11).
При этом снача.аа начинают развора- чиваться рычаги эксцентриков 8 и верхняя полуформа относитель)1о нижней подрывается и дальше производится ее подъем. Верхняя полуформа вместе с цилиндром 11 и тягами 9, их связывающими, подвешена на роликах 13, направляющие 14 KOTOpi i.x прикреплены к боковым стенка.м стенда, благодаря ч&му верхняя полуформа вместе с цилиндром отводится назад, открывая и
15
0
20
25
30
5
0 5
0
5
освобождая нижнюю полуформу пресс-формы 6 (фиг. 4 и 5).
Пз нижней полуформы извлекают модель. Нижняя полуформа продувается сжатым воздухом (фиг. 5).
При необходимости отведенная верхняя полуформа может быть повернута гравюрой вверх. Для чего из двух тяг 9 вытаскивают стопорные щтыри 21 и стойки легко разъединяются на две части. Верхняя часть вместе с полуформой может быть повернута, осмотрена и продута воздухом (фиг. 7 и 8). После чего пресс-форму собирают или под запрессовку, или для складирования. После сборки штуцер автоклапана 36 отсоединяется.
Стенд при помощи подъемного крана может быть убран в удобное для хранения место. Для захвата краном, сборки стен- .la предусмотрены рым-планки 34.
Па первый стенд сверху ставится второй стенд колесиками в уг,туб,1ение стола первого (фиг. 16). Так .можно установить несколько стендов однн на другой (фиг. 12), для безопасности хранения в отверстия ушков 32 нижнего стенда и осевых отверстий колес 3 верхнего каркаса 1 вставляются стопорные штыри 33. может быть собрана еще нодобная стопка стендов, а для безопасности хранения рядом стоящие стенды через подъемные отверстия рым- |,1анок 34 могут фиксироваться ст1)п)рными штырями 35.
Формула изобретения
1.Стенд для запрессовки крупногабаритных пресс-фор.м содержащий каркас, выполненный в виде установленной на направляющих приводной тележки и приемный стол, отличающийся тем, что, с целью улучшения условий обслуживания и сокра- ше 1ия ручного труда, он снабжен закрепленными на тележке дополнительными направляющими и установленным на них подвижно посредством охватывающих с двух сторон дополнительные направляющие роликов П-образным корпусом, на горизонтальной полке которого размешен поршневой привод, причем на штоке привода закреплена плита, связанная тягами с рычагами и эксцентриками для .зажима верхней полуформы пресс-ф(,1рмы, порщневыми приводами, предназначенными для взаимодействия с вкладыц ами пресс-форм, установленными на схемных или поворотных перекладинах каркаса, при этом вкладыши установлены на телах качения, размещенных в верхней плите тележки и мпого- канальным энергораспределителем со световым табло.
2.Стенд по п. 1, отличающийся тем, что привод тележки выполнен в виде связанных между собой электродвигателя, червячного редуктора, муфт и втулочно- роликовой цепи.
/
игЗ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| Пресс-форма для изготовления выплавляемой модели | 1988 |
|
SU1629137A2 |
| ПРЕСС-ФОРМА ДЛЯ ВСПЕНИВАЮЩИХСЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2021 |
|
RU2761218C1 |
| Поточная линия ремонта шиберных затворов | 1990 |
|
SU1731428A1 |
| ПОДВЕСНОЙ МАНИПУЛЯТОР ДЛЯ КАНТОВКИ, ПРОТЯЖКИ, СБОРКИ, ЗАЛИВКИ ЛИТЕЙНЫХ ФОРМ И ВЫДАВЛИВАНИЯ ФОРМОВОЧНОЙ СМЕСИ И ОТЛИВКИ ИЗ ОПОКИ | 2004 |
|
RU2346789C2 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1348062A1 |
| Пресс-форма для изготовления модельного блока | 1983 |
|
SU1144758A1 |
| Поточная линия для подготовки затворов промежуточных и сталеплавильных ковшей | 1988 |
|
SU1668033A1 |
| Установка для сборки и разборки форм при изготовлении трубчатых изделий из бетонных смесей | 1986 |
|
SU1395514A1 |
| Подвесной манипулятор для протяжки моделей и сборки крупногабаритных форм | 1988 |
|
SU1646673A1 |

Изобретение относится к области литейного производства, в частности к изготовлению выплавляемых моделей для крупногабаритных литейных форм. Цель изобретения -- улучшение условий обслуживания и сокращения ручного труда. Для разборки и сборки крупногабаритных пресс- форм предусмотрен стенд, представляющий собой тележку-каркас, перемещающуюся по горизонтальному замкнутому пути. На каркасе размещены зажимы для половин пресс- форм и силовые цилиндры, предназначенные для установки и выемки тяжелых вкладьппей. Стенд имеет систему управления, исключающую срабатывание механизмов вне установленной последовательности. Стенд призван исключить тяжелые ручные операции по сборке-разборке крупногабаритных пресс-форм. 4 3. п. ф-лы, 19 ил.
9
1- УХ -f f У у-у у 7 1/
Г///////////////////.
5-Б
Го
N
/г
f У у-у у 7 1/
У////////////////////А
f
15
4F
Щ
iO
(Риг.
ВидД
ЛГ
Vil2.6
Vuz.l
ВидЕ
Vu,z.e
9LI2.10
Вид
28
25
Vuz.9
ВидИ
3 f
Д
гТ
4
9и.г. 0
Vuz 12
/г
и-н
VLLZ.I
3J
н
хх-ухх-ух.у- -у л. 1
Vus.i м
(риг. 16
4/.
fpU2.17
38
Liz. 19
Vuz.W
| Устройство для сборки форм | 1979 |
|
SU865517A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
