Изобретение относится к литейному производству, к изготовлению выплавляемых моделей преимущественно шарошек бурового долота, и является усовершенствованием изобретения по авт.св. № 627905.
Цель изобретения - повышения производительности изготовления за счет механизации сборки-разборки пресс-формы.
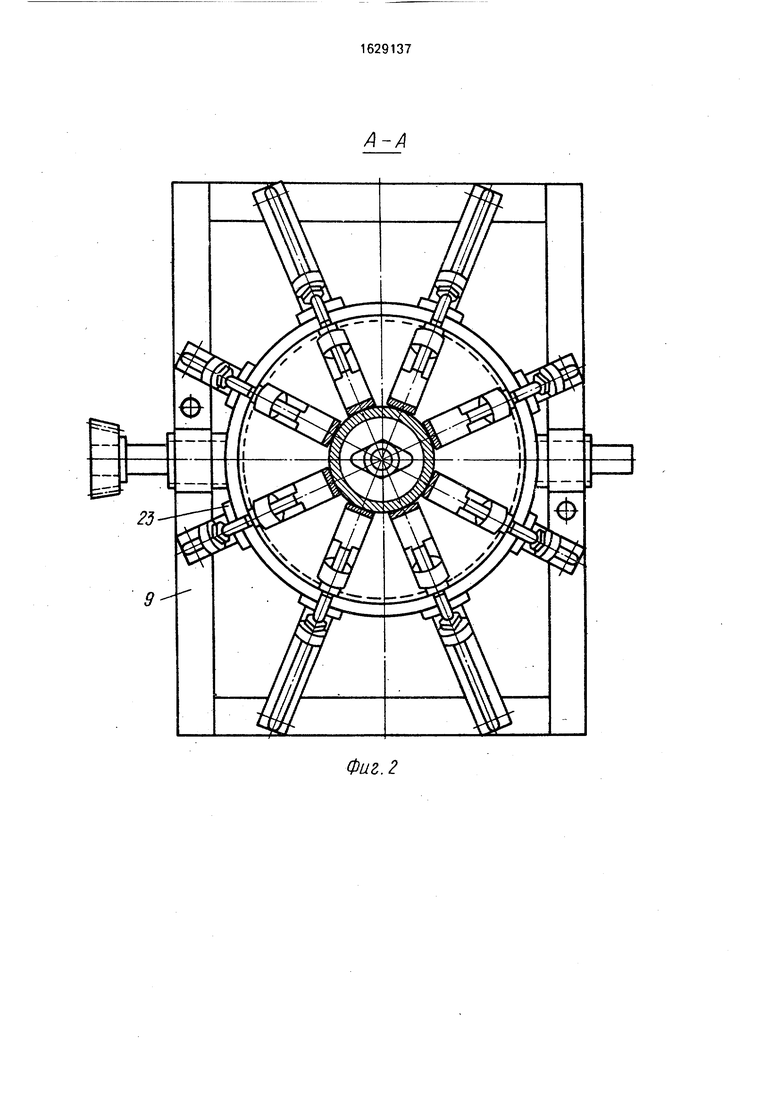
На фиг.1 изображена пресс-форма, общий вид; на фиг.2 - сечение А - А на фиг.1; на фиг.З - узел I на фиг,1.
Пресс-форма содержит основание 1 с выступом 2, имеющим внутреннюю полость формы шарошки бурового долота. Во внутренней полости выступа установлен тарельчатый клапан 3 с пружиной 4 и штуцером 5. В нижней части основания имеются цапфы 6 и 7, установленные в подшипниках 8, которые закреплены на раме 9. На одной цапфе имеется коническая шестерня 10, предназначенная для поворота основания 1 в горизонтальной плоскости по стрелкам Б и В. На другой цапфе выполнено отверстие
11для запрессовки в пресс-форму модельной массы, В кронштейнах рамы 9 на осях
12установлены шарнирные замки 13 с тягами 14, захватом 15, гайками 16 и пружиной 17. Крышка 18 имеет конусообразную форму. Внутри крышки установлены вкладыши 19. выполненные в виде секторов с вертикальной осью разъема между ними. В крышке имеются сквозные пазы, через которые посредством фланца 20 закреплены вкладыши. Каждый фланец имеет штырь 21 для соединения с тягой 14. На нижней части имеются винт 22 и упор 23. Крышка 18 закреплена на траверсе 24, которая выполнена с возможностью принудительного возвратно-поступательного движения по стрелкам Г и Д. Траверса 24 удерживается в горизонтальном положении колонками 25, установленными на раме 9.
Пресс-форма работает следующим образом.
В момент запрессовки модельной массы через отверстие 11 крышка 18 прижата к основанию 1, например, цилиндром (не показан). После охлаждения пресс-формы крышку 18 поднимают вверх по стрелке Г. Кришка скользит по вкладышам 19. Так как вкладыши связаны с крышкой 18 и с тягами 14, то они начинают выходить из сопряжения с моделью 26 по заданной траектории.
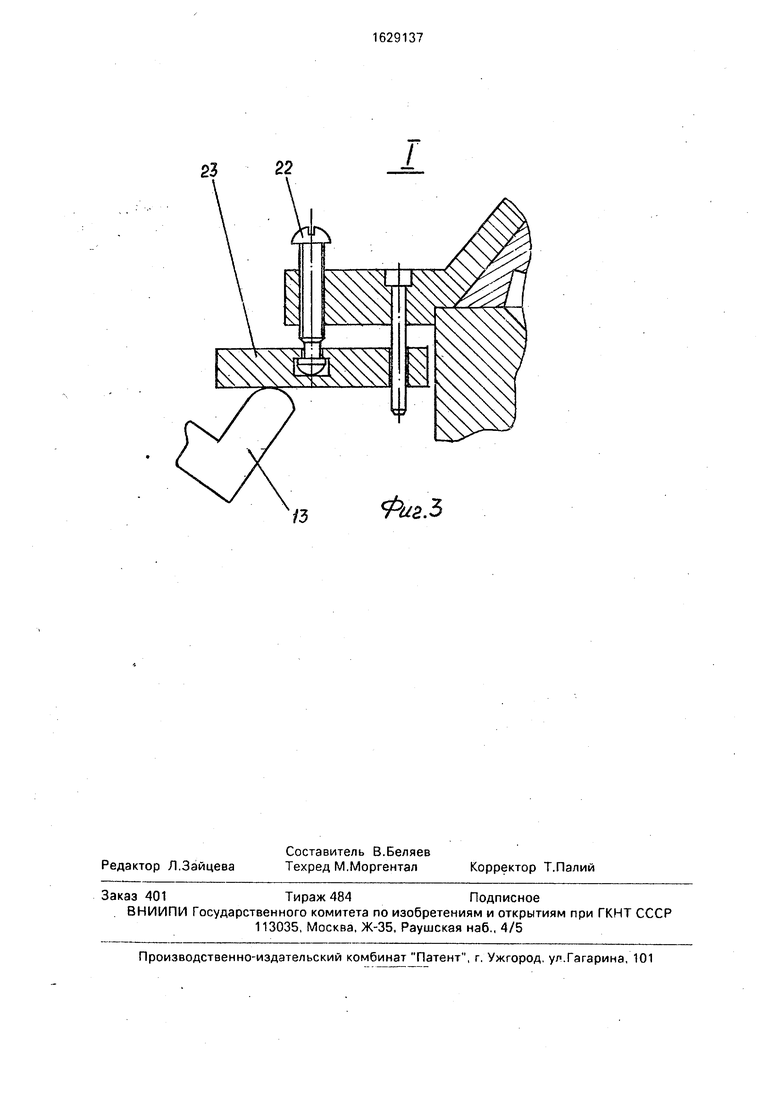
После того как вкладыши 19 полностью выйдут из зацепления с моделью, пружина 17 повернет замок 13, при этом тяга 14 поднимается и выводит захват 15 из зацепления
со штырем 21. Винт 22 предназначен для регулирования высоты упора 23, контактирующего с замком 13(фиг.З). Тяга 14сзахва- том 15 удерживается в вертикальном положении пружиной 17.
Шестерня 10 от привода поворота (не показан) начнет вращаться по стрелке Б. Основание 1 поворачивается в горизонтальной плоскости на 180°. Через штуцер 5 подается сжатый воздух. Клапан 3, преодолев
усилие пружины 4, откроется и сжатый воздух сорвет и сбросит с основания 1 модель 26, например, в водяную ванну. Шестерня 10 начнет вращаться по стрелке В и основание 1 поворачивается в горизонтальной плоскости в исходное положение. После очистки и смазки пресс-формы крышку 18 опускают вниз по стрелке Д. При движении крышки 18 вниз упор 23 входит в соприкосновение с замком 13 и тяга 14 опускается.
Захват 15 автоматически входит в зацепление со штырем 21. Крышка 18 плотно прижимается к основанию 1 и пресс-форма полностью закрывается. Процесс снова повторяется.
Использование пресс-формы, у которой основание, вращаясь в горизонтальной плоскости, обеспечивает механизированное извлечение модели из пресс-формы, и применение крышки с нижними упорами, обеспечивающими автоматическое зацепление захватов со штырями, позволяет повысить надежность работы пресс-формы и увеличить производительность процесса изготовления выплавляемой модели на 25%.
Формула изобретения Пресс-форма для изготовления выплавляемой модели, по авт.св. № 627905, отличающаяся тем, что, с целью производительности изготовления модели за счет механизации процесса сборки-разборки пресс-формы, она снабжена двумя поворотными цапфами, на одной из которых установлена коническая шестерня, соединенная с
приводом ее поворота, а в другой - канал для запрессовки модельного состава, причем тяга снабжена регулируемым упором, имеющим возможность взаимодействия со штырем вкладыша.
А-А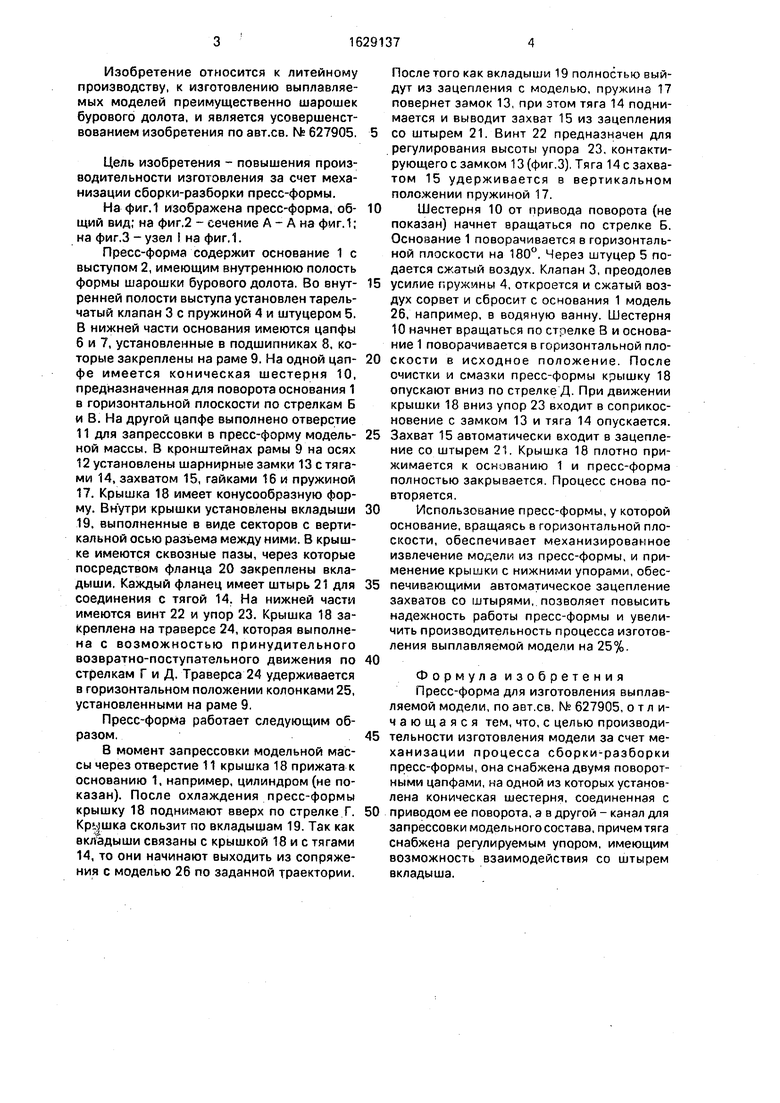
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемой модели | 1977 |
|
SU627905A1 |
| Стенд для запрессовки крупногабаритных пресс-форм | 1986 |
|
SU1400760A1 |
| Установка для изготовления крупногабаритных выплавляемых моделей | 1977 |
|
SU743773A1 |
| Способ изготовления сегментных вставок двухслойной обечайки жаровой трубы, литейная форма для его осуществления, литниковопитающая система к литейной форме, способ получения модели сегментных вставок двухслойной обечайки жаровой трубы и пресс-форма для его осуществления | 1990 |
|
SU1774894A3 |
| Пресс-форма для выплавляемых моделей | 1980 |
|
SU997969A1 |
| Пресс-форма | 1972 |
|
SU438495A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| РАЗБОРНОЕ БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО СО СМЕННЫМИ ШАРОШКАМИ И ИЗМЕНЯЮЩИМИСЯ ОСЯМИ СЕКЦИЙ ЛАП | 2010 |
|
RU2433244C1 |
| ПОДВЕСНОЙ МАНИПУЛЯТОР ДЛЯ КАНТОВКИ, ПРОТЯЖКИ, СБОРКИ, ЗАЛИВКИ ЛИТЕЙНЫХ ФОРМ И ВЫДАВЛИВАНИЯ ФОРМОВОЧНОЙ СМЕСИ И ОТЛИВКИ ИЗ ОПОКИ | 2004 |
|
RU2346789C2 |
| Способ получения крупногабаритных тонкостенных отливок по выплавляемым моделям | 1987 |
|
SU1567316A1 |
Изобретение относится к литейному производству, к изготовлению выплавленных моделей преимущественно шарошек бурового долота. Цель изобретения - повышение производительности изготовления модели за счет механизации сборки-разборки пресс-формы Пресс-форма содержит основание 1 с выступом для формирования полости модели 26. На основании 1 шарнирД ю но установленные тя( и 14, свободный когец которых выполнен в виде захвата 15с возможностью контактирования со штырем 21 Последний установлен на нрружной поверхности вкладыша 19 Крышка 18 выполнена в виде конуса с кольцевой прорезью, в которой установлены вкладыши 19. Кроме того, основание 1 выполнено с двумя горизонтально расположенными цапфами 6 и 7. Причем на одной цапфе имеется коническая шестерня 10, предназначенная для поворота основания 1 в горизонтальной поверхности, а на другой отверстие 11 для запрессовки в пресс-форму модельной массы Крышка 18 имеет упоры 22, установленные с возможностью контактирования с замками 13 Последние обеспечивают автоматическое зацепление захвата 15 штырем 21 Изобретение позволяет повысить производительность за счет использования механизации вращения основания пресс-формы в горизонтальной плоскости и подъема крышки Тем самым осуществляется полное механизированное удаление модели из пресс- формы и последующая ее сборка 3 ил. 25 w Ё Оч кэ 1 со VJ ГО Фиг
Фиг. 2
Фиц.Ъ
| Шуб И.Е., Сорокин П Д | |||
| Точное литье по выплавляемым моделям | |||
| - М.: Машиностроение, 1968, с.15, рис, 11 | |||
| Пресс-форма для изготовления выплавляемой модели | 1977 |
|
SU627905A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
