Изобретение относится к области станкостроения, в частности к приводам для металлорежущих станков.
В основном авт. ев, № 215683 описан привод подачи к металлорежущим
станкам, пневмополость силового цилиндра которого связана с распределительным устройством, а гидрополость через панель - с устройством возвратного движения исполнительного органа, содержащим стаканс)о6раа1ую камеру для рабочей жидкости и грув, создающий силу постоянного противодавления, размещенный внутри камеры и перемещающийся в ней поп действием нагнетаемой рабочей жидкости.
Известный пневмогидропривод обладает некоторь1ми существенными недостатками, один из которых заключается в отсутствии системы компенсации ут&чек рабочей жидкости через золотники, возникающих при переключении последних т.е. в незамкнутости гидроцепи, вследствие чего объем рабочей жидкости в сиотеме уменьшается с каждым рабочим
циклом станка, а следовательно, убывает и величина хода исполнительного органа станка.
Другой недостаток заключается в том что при размещении груза внутри камеры невозможно регулировать вес груза, и, следовательно, величину постоянного противодавления в гидравлической цепи. Кроме того, такое размещение груза в&дет к увеличению конструктивных размеров камеры, создавая неудобства при компоновке станка.
Цель изобретения - повышение надежности работы привода за счет возврата утечек рабочей жидкости в гидросистему и возможности регулирования противодавления при рабочем ходе.
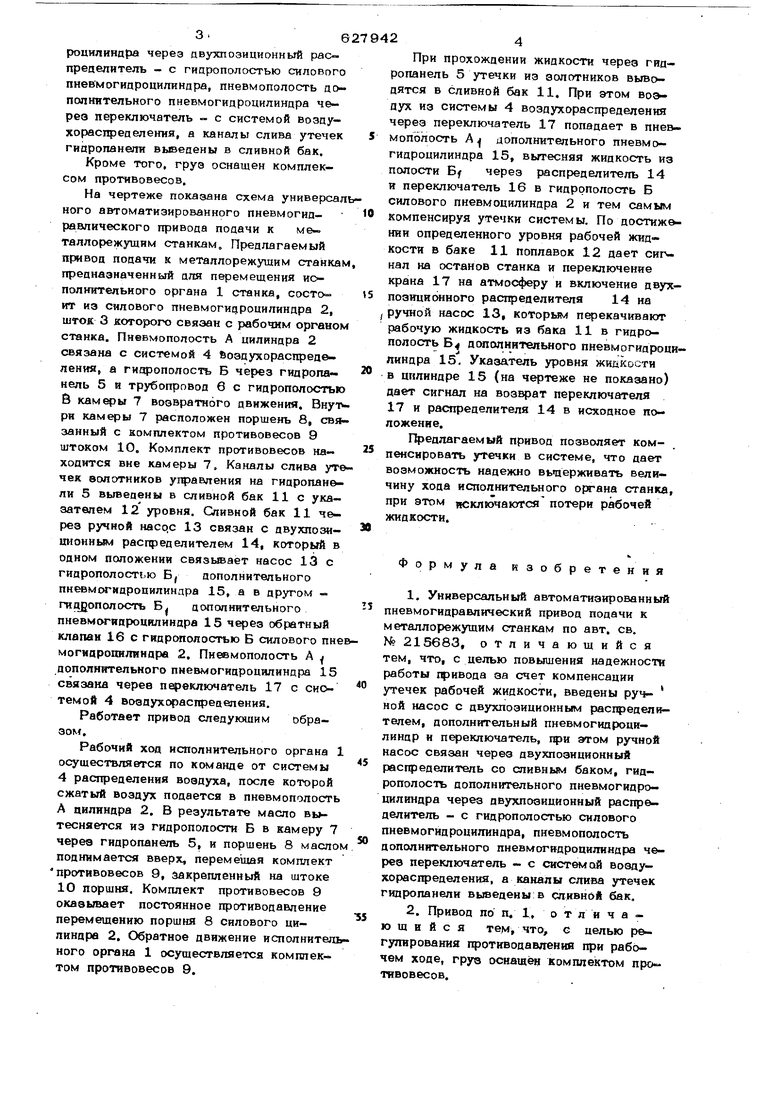
Поставленная цель достигается тем, что в предлагаемое устройство введены ручной насос двухпозиционным распределителем, дополнительный пневмогидроцилиндр и переключатель, при этом ручной насос связан через двухпозицион- ный распределитель со сливным баком, гидрополость дополнительного пневмогидроиилинарв через двухпоэиционный раопреаелитель - с гидрополостью силового пневмогиароцилиндра, пневмополость дополнительного пневмогидроцилиндра через переключатель - с системой воздухораспределения, а каналы слива утечек гиаропанели выведены в сливной бак. Кроме того, груз оснащен комплексом противовесов. На чертеже показана схема универ сал ного автоматизированного пневмогидравлического привода подачи к металлорежущим станкам. Предлагаемый привод подачи к металлорежущим станкам предназначенный для перемещения исполнительного органа 1 станка, состоит из силового пневмогидроцилиндра 2, шток 3 которого связан с рабочим органом станка. Пневмополость А цилиндра 2 связана с системой 4 боздухораспреде- ления, а гидрополость Б через гидропанель 5 и трубопровод 6 с гидрополостью 6 камеры 7 возвратного движения. Внур ри камеры 7 расположен поршень 8, свя занный с комплектом противовесов 9 штоком 10. Комплект противовесов находится вне камеры 7, Каналы слива ут чек вояотников угфавления на гидропан ли 5 выведены в сливной бак 11 с указателем 12 уровня. Сливной бак 11 через ручиой насо.с 13 связан с двухпозицнонным распределителем 14, который в одном положении связьдаает насос 13 с гидрополостью Bj дополнительного пневмогнаропилинара 15, а в другом - гидвополость Б дополнительного пневмм ипроцилинара 15 обратный клапан 16 с гидротюлостью Б силового пн могиаропилиндрв 2. Пневмополость А у дополнительного пневмогидроцилиндра 15 связана черев переключатель 17 с сиотемой 4 воадухс аспрепепения. Работает привод следующим образом. Рабочий ход исполнительного органа осуществляется по команде от системы 4 распределения воздуха, после которой сжатый воздух подается в пневмополость А цилиндра 2. В результате масло вытесняется иэ гидрополости Б в камеру 7 через гидропанет 5, и поршень 8 масло поднимается вверх, перемещая комплект противовесов 9, закрепленный на штоке 10 поршня. Комплект противовесов 9 оказывает постоянное противодавление перемещению поршня 8 силового цилиндра 2. Обратное движение исполнител ного органа 1 осуществляется комплектом противовесов 9.
При прохождении жидкости через гицропанель 5 утечки иэ золотников выводятся в сливной бак 11. При этом воэаух из системы 4 воздухораспределения через переключатель 17 попадает в пневмополость А дополнительного пневмогидроцилиндра 15, вытесняя жидкость из полости Б| через распределитель 14 и переключатель 16 в гидрополость Б силового пневмоцилИНДра 2 и тем самым компенсируя утечки системы. По достижении определенного уровня рабочей жидкости в баке 11 поплавок 12 дает сигнал на останов станка и переключение крана 17 на атмосферу и включение двухпозиционного распрецелителя 14 на ручной насос 13, которым п екачивают рабочую жидкость из бака 11 в гидрополость Б дополнительного пневмогидроцилиндра 15. Указатель уровня жидкости в цилиндре 15 (на чертеже не показано) дает сигнал на возврат переключателя 17 и распределителя 14 в исходное положение. Предлагаемый привод позволяет компенсировать утечки в системе, что дает возможность надежно вьщерживать величину хода исполнительного органа станка, при этом исключаются потери рабочей жидкости. Формула изобретения 1. Универсальный автоматизированный пневмогидравлический привод подачи к металлорежущим станкам по авт. св. № 215683, отличающийся тем, что, с целью повышения надежности работы гфивода за счет компенсации утечек рабочей жидкости, введены ручной насос с двухпозиционным распредели талем, дополнительный пневмогицроци- линдр и переключатель, 1фи этом ручной насос связан через двухпозиционный распрепелитель со сливным баком, гидрополость дополнительного пневмогидроцилиндра через двухпозиционный распределитель - с гидрополостью силового пневмогидроцилиндра, пневмополость дополнительного пневмогидропилинара через переключатель - с системой воздухораспределения, а каналы слива утечек гидропанели выведены в сливной бак. 2. Привод по п, 1, отличающийся тем, что, с целью регулирования противодавления при рабочем ходе, груз оснащён комплектом противовесов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок | 1980 |
|
SU931320A2 |
| УНИВЕРСАЛЬНЫЙ АВТОМАТИЗИРОВАННЫЙ ПНЕВМОГИДРАВЛИЧЕСКИЙ ПРИВОД ПОДАЧИ К МЕТАЛЛОРЕЖУЩИМ СТАНКАМ | 1967 |
|
SU215683A1 |
| Пневмоэлектрогидравлический следящий позиционный привод подачи инструмента | 1974 |
|
SU488450A1 |
| Реверсивный позиционный пневмогидравлический привод | 1974 |
|
SU465864A1 |
| Установка для формования полых оболочек (ее варианты) | 1982 |
|
SU1101312A1 |
| Металлорежущий станок | 1978 |
|
SU742045A1 |
| Пневмогидравлический привод металлорежущих станков | 1978 |
|
SU779001A1 |
| Пневмогидравлический привод многоместных зажимных приспособлений технологического оборудования | 1977 |
|
SU1022801A2 |
| МЕХАНИЗМ РУЧНОГО ОТКРЫТИЯ ФОНАРЯ САМОЛЕТА | 2003 |
|
RU2225329C1 |
| Устройство для изготовления трубок с гофрами | 1977 |
|
SU867466A1 |

