1
Изобретение относится к машиностроению и может быть использовано в тидрофицированных металлорежущих станках сверлильной группы.
Известны станки сверлильной труппы, в которых привод подачи инструмента вьшолнен в виде гидравлическото привода с устройством для периодического вывода сверла для очистки от стружки и охлаждения, вьшолненных в виде мерного цилиндра, подключенного к полости . силового гидроцилиндра через управляемый клапан 1 .
Существенным недостатком таких станков является относительная конструктивная сложность приводимых устройств и сложность и ненадежность устройства для периодического вьюода инструмента, запоминающего координату ввода сверла после очистки и охлаждения со значительными погрешностями, что приводит в ряде случаев к поломке инструмента.
Известен также станок, в котором подвижный стол вьшолнен при неподвижном инстру- . менте, содержащий гидравлический привод стола станка и устройство для периодического отвода стола с деталью из зоны обработки для очистки и охлаждения, вьшолненное в виде мерного цилиндра, запоминающего координату подвода Детали 2.
Устройство имеет значительную конструктивную сложность и ненадежность в работе, что часто ведет к поломкам ннсгрумента. Кроме того, гирросистема сложна, илюет два насоса для быстрого подвода и рабочей подачи, большой бак.
10
Цель изобретения - упрощение конструкции и повышение надежности работы.
Поставленная цель достигается тем, что привод включает в себя пневмогидравлический
15 мультипликатор, гидрополость которого связана с силовым гидроцилиндром, вьшолненным в виде цилиндра одностороннего действия, щток которого кинематически связан со столом, при этом устройство для периодического отвода
20 стола вьшолнено в виде управляемого прерывателя подачи воздуха в пневмополость муль1та1ликагора, кроме того, прерыватель выполнен в виде воздухораспределителя с электромагнитным управлением от регулируемого реле времени.
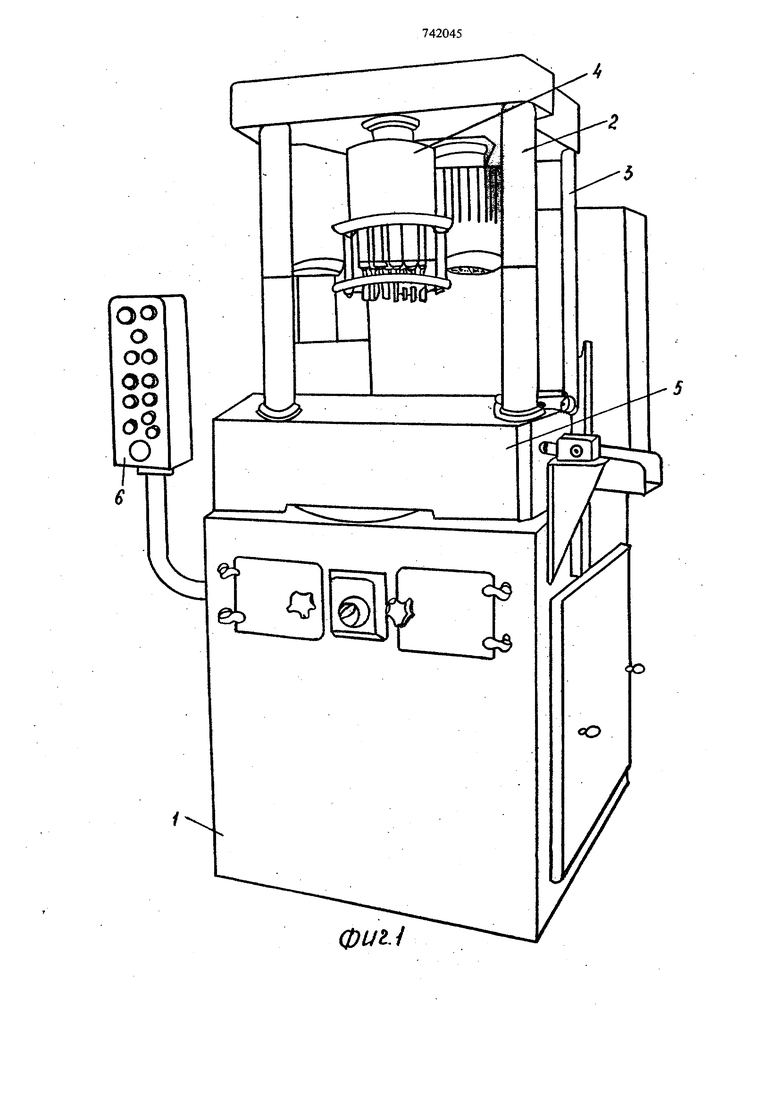
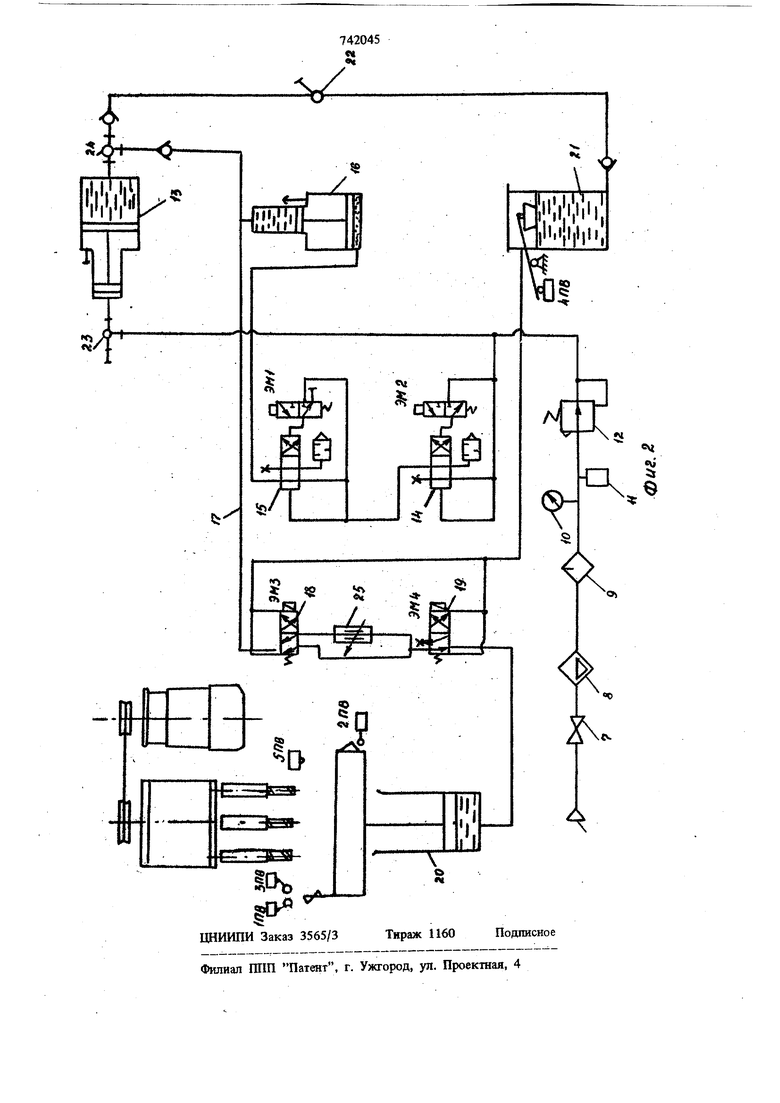
На фиг. 1 схематически изображен металлорежущий станок, общий вид; на фиг. 2 пневмогидравлический привод подаш.
Станок включает станину 1, в которой жестко закреплены направляющие колонки 2 и опорные колонки 3, несущие узел рабочей головки 4 с приводом, жестко закрепленный на колонке. На направляющих колонках установлен подвижный массивный стол 5, привод которого смонтирован внутри станины. Управление работой станка осуществляют с пульта 6. Пневмогидравлический привод подачи состоит из системы подготовки сжатого воздуха, содержащей последовательно вентиль 7, фильтр 8, влагоотделитель 9, манометр 10, маслораспылитель 11 и пневморедуктор 12. Последний своим выходом подключен параллельно к пневмополости демультипликатора 13 компенсации утечек в гидромагистрали привода и к двухпозиционному пневмораспределителю 14. В свою очередь, пневмораспределитель 14 через аналогичный пневмораспределитель 15 связан с пневмогидравлическим мультипликатором 16, которьш гидромагистралью 17 через гидрозолотник 18 с электромагнитным управлением и гидрозолот шк 19 связан с гидроцилиндром 20, со щтоком которого связан стол 5 станка.
Предусмотрена система сбора и компенсации утечек, которая включает в себя бак 21, ручной насСс 22, пневмогидравлический демультипликатор 13, воздухораспределительный кран 23 и гидрораспределительный кран 24.
Последовательность срабатывания воздухораспределителей и золотников определяет характер движе}ия рабочего стола при работе. Величина подачи обеспечивается бесст)шенчатой регулировкой дросселем 25 в цепи подвода масла к гидроцилиндру 20. Станок может работать в автоматическом режиме с непрерывной либо с пульсирующей подачей, а также- в наладочном режиме.
При работе с непрерывной подачей сжатый воздух из сети через систему подготовки воздуха поступает в воздухораспределитель 14, при включении электромагнита ЭМ2 управления этим воздухораспределителем поступает в воздухораспределитель 15 и далее в пневмополость через трубопровод 17, гидрозолот1шк 18 и гидрозолотник 19 и в рабочую полость гидроцилиндра 20, и под давлением масла стол начинает двигаться в режиме ускоренной подачи.
При включении электромагнита УМЗ поток масла переключается на дроссель 25, откуда подается на вход гидрозолотника 19 и далее в гидроцилшвдр 20. При этом стол движется в режиме рабочей подачи, величина которой определяется настройкой дросселя 25. По окончании обработки электромагниты ЭМ2 и ЭМЗ отключаются, после чего под действием веса стола 5 масло вытесняется из рабочей полости гидроцилнндра 20 через гидрозолотники 19 и 18 минуя дроссель 25 в гидрополость пневмогидромультипликатора 16, порщень которого опускается вг- исходное положение.
Пульсация подачи достигается воздухораспределителем 15 с электромагнитом ЭМ1 управления. Периодическим включением ЭМ1 в процессе плавной подачи поток воздуха переклчают с пневмопррости мультипликатора 16 на атмосферу, и при этом каждый раз подача прерьгвается и начинается отход стола вниз. Регулируя длительность включения ЭМ1, например, с помощью реле времени, добиваются требуемой величины отхода стола.
Формула изобретения
1.Металлорежущий станок, рабочий стол которого вьиюлнен с возможностью вращательно-поступательного перемещения с помощью привода, включающего силовой ги фоцилиндр
и устройство для периодического отвода стола, отличающийся тем, что, с целью упрощения конструкции и повыщения надежности работы, привод включает в себя пневмогидравлический мультипликатор, гидропопость которого связана с силовым гидроцилиндром, вьшолненным в виде цилиндра одностороннего действия, щток которого кинематически связан со столом, при этом устройство для периодического отвода стола выполнено в виде управляемого прерьшателя подачи воздуха в пневмополость мультипликатора.
2.Станок по п. 1,отличающийс я тем, что прерыватель выполнен в виде воздухораспределителя с электромагнитным управлением от регулируемого реле времени.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 413021, кл. F 16 И 43/00, 1971.
2.Авторское свидетельство СССР № 426184, кл. В 23 С 13/00, 1971.
,1.1
Vii
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок | 1980 |
|
SU931320A2 |
| Система синхронизации скорости поршней силовых цилиндров | 1979 |
|
SU770741A1 |
| Упор-демпфер станка | 1979 |
|
SU863193A1 |
| Реверсивный позиционный пневмогидравлический привод | 1974 |
|
SU465864A1 |
| Пневмогидравлический привод | 1981 |
|
SU950964A1 |
| Пневмоэлектрогидравлический следящий позиционный привод подачи инструмента | 1974 |
|
SU488450A1 |
| Установка для деформирования трубчатых заготовок | 1982 |
|
SU1065061A1 |
| Пневмогидравлический цифровой позиционный привод | 1980 |
|
SU906665A1 |
| Установка для формования полых оболочек (ее варианты) | 1982 |
|
SU1101312A1 |
| Пневмогидравлический насос-мультипликатор | 1981 |
|
SU1020657A1 |
«М
,«
