Изобретение относится к обработке плит из естественного камня и может быть использовано в приборостроительной и других промышленностях.
Известен способ обработки плит из
естественного камня на станках поточной линии путем последовательной подачи плит от одной рабочей позиции к другой, согласно технологическому процессу l .
Однако известный способ дает низкую производительность обработки крупногабаритных плит.
Цель изобретения - повышение производительности обработки плит за счет сокрашения вспомогательного времени.
Эта цель достигается тем, что плиты предлагаемым способом подают на каждую рабочую позицию двумя потоками поочеред но и обрабатывают их одним инструментом установленным с возможностью возврат но-поступательного движения перпендикуляр, перемещению обраба1ываемых плит, причем подачуплит на одном потоке
осуществляют в период обработки их на другом потоке.
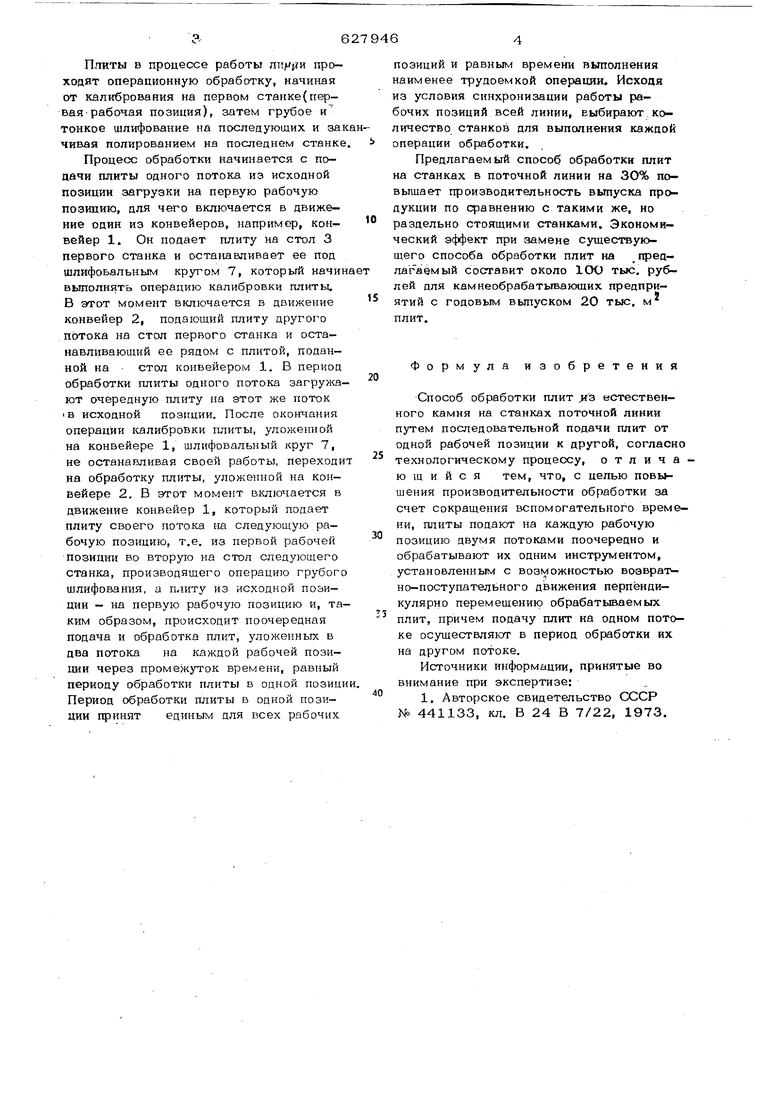
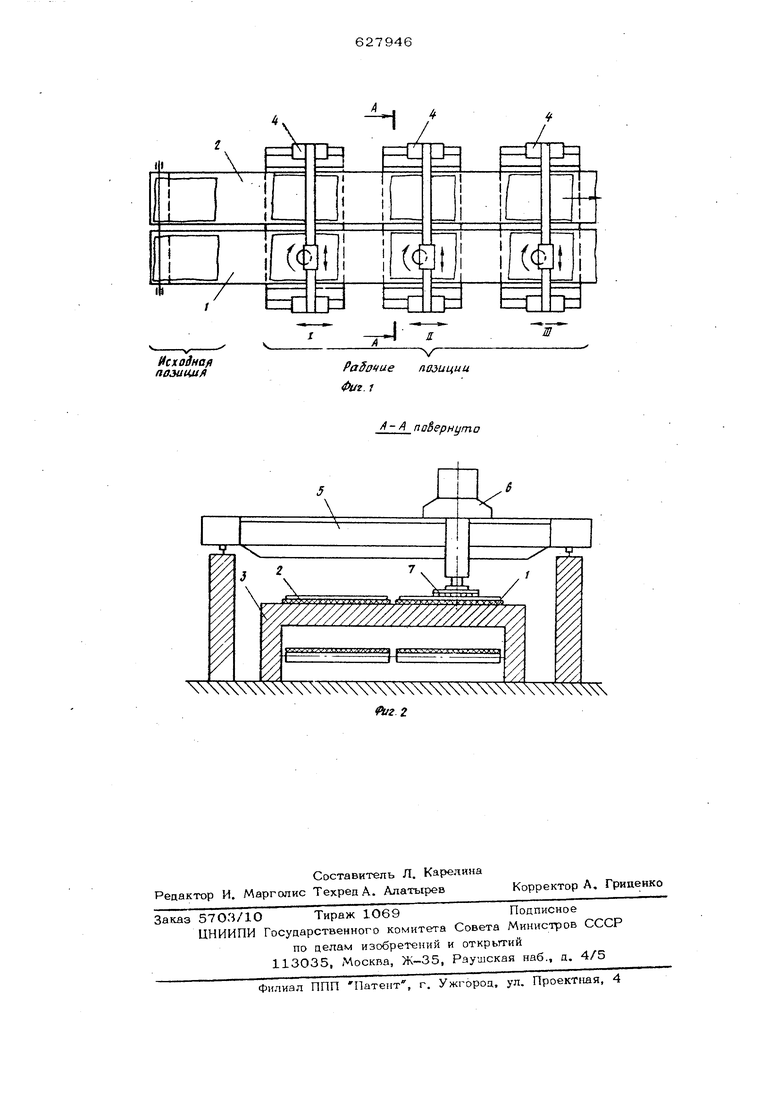
На фиг. 1 изображена одна из возможных поточных линий, на которой осущ ществляют обработку крупногабаритных плит по описываемому способу, план; на фиг. 2 - то же, разрез А-А фиг. 1.
Способ обработки плит осуществляетс следующим образом.
Плиты загружают двумя потоками на линию, выполненную в виде конвейеров 1 и 2, размещенных верхними грузонесущими ветвями на плоскости столов 3 камнеобрабатывающих станков 4. Станки мостового типа установлены последовательно вдоль поточной линии. Мост 5 перемещается над столом 3, осуществляя продольное движение при обработке. По направляющим моста 5 перемешаетчзя каретка 6, осуществляя поперечное движение при обработке. Ня каретке 6 установлена шпиндельная головка со шлифовальным кругом 7, имеющим возможность вращательного цви- жения. Плиты в процессе работы m) проходят операционную обработку, начиная от калибрования на первом станке(первая-рабочая позиция), затем грубое и тонкое шлифование на последующих и за чивая полированием на последнем станк Процесс обработки начинается с подачи плиты одного потока из исходной позиции загрузки на первую рабочую позицию, для чего включается в движение один из конвейеров, например, конвейер 1. Он подает плиту на стол 3 первого станка и останавливает ее под шлифоЕ апьным кругом 7, который начи выполнять операцию калибровки плиты, В этот момент включается в движение конвейер 2, подающий плиту другого потока на стол первого станка и останавливающий ее рядом с плитой, поданной на стол конвейером 1. В период обработки плиты одного потока загрунш ют очередную плиту на этот же поток В исходной позиции. После окончания операции 1салибровки плиты, уложенной на конвейере 1, шлифовальный круг 7, не останавливая своей работы, переходи на обработку плиты, уложенной на конвейере 2. В этот момент включается в движение конвейер 1, который падает плиту своего потока на следующую рабочую позицию, т.е. из первой рабочей позиции во вторую на стол следующего станка, производящего операцию грубог шлифования, а плиту из исходной позиции - на первую рабочую позицию и, та ким образом, происходит поочередная подача и обработка плит, уложенных в два потока на 1саждой рабочей позиции через промежуток времени, равный периоду обработки плиты в одной позиц Период обработки плиты в одной позиции принят единым для всех рабочих ПОЗИЦИЙ и равным времени вьтолнения наименее трудоемкой операции. Исходя из условия синхронизации работы рабочих позиций всей линии, выбирают количество станков для выполнения каждой операции обработки. Предлагаемый способ обработки плит на станках в поточной линии на 30% повышает производительность вьтуска продукции по сравнению с такими же, но раздельно стоящими станками. Экономический эффект при хзамене существукь. щего способа обработки ппит на предлагаемый составит около 1ОО тыс, рублей для камнеобрабатываюших предприятий с годовым выпуском 20 тыс. м плит. Формула изобретения Способ обработки плит дз естественного камня на станках поточной линии путем последовательной подачи плит от одной рабочей позиции к другой, согласно технологическому процессу, отличающийся Тем, что, с целью повышения производительности обработки за счет сокращения вспомогательного времени, плиты подают на каждую рабочую позицию двумя потоками поочередно и обрабатывают их одним инструментом, установленным с возможностью воэвратно-поступателЬного движения перпендикулярно перемещению обрабатываемых плит, причем подачу плит на одном потоке осуществляют в период обработки их на другом потоке. Источники информации, принятые во внимание при экспертизе: 1, Авторское свидетельство СССР № 441133, кл. В 24 В 7/22, 1973,
HcxaiHOfl
PaSo4ue позиции ao3ut u/i Фиг. 1
A-A nsBepnymo
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПРИРОДНОГО ИЛИ ИСКУССТВЕННОГО КАМНЯ | 1999 |
|
RU2150383C1 |
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПРИРОДНОГО КАМНЯ | 2001 |
|
RU2191112C1 |
| Устройство для обработки камня | 1985 |
|
SU1315247A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОЙ ПЛИТКИ ИЗ ПРИРОДНОГО КАМНЯ | 1993 |
|
RU2097181C1 |
| Поточная линия для изготовления декоративной плитки из природного камня | 1990 |
|
SU1819775A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СТЕКОЛ | 1990 |
|
RU2079455C1 |
| СПОСОБ УСТРАНЕНИЯ ИЗОГНУТОСТИ ТОРЦОВ ДЕТАЛЕЙ КЛАССА КОЛЕЦ ШЛИФОВАНИЕМ | 2008 |
|
RU2370354C1 |
| Установка для шлифовки и полировки плит из естественного камня | 1973 |
|
SU441133A1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2015 |
|
RU2680790C2 |
,) |д.
V4
й/г 2
