Изобретение относится к технологическим процессам шинной промышленности и может 1ть использовано для получения заготовок протекторов, используемых аалее при сборке и восстановлении покрышек пневматических шин.
Известен способ изготовления протекторных заготовок путем невивки узкой резиновой ленты постоянной ширины на дилиндрическое основание или непосредственно на каркас автопокрышки .
При этом манипулируя сборочным барёбаном или устройствами для наложения, ленту навивают, располагая ее слои друг относительно друга по определенной программе до тех пор, пока поперечное сечение получаемой при этом многослойной кольцевой заготовки не будет соответствовать трапепеидальному в поперечном сечении .профилю, протекторной заготовки.
Основшлм недостатком этого метода является недостаточная производительность. Кроме того, конструкция устройст для программной навивки ленты при тако способе является довольно сложной.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ изготовления протекторных заготовок, заключающийся в том, что резиновую ленту постоянной ширины навивают на сборочный барабан до образования многослойной заготовки с последующей разрезкой ее на отдельные кольцевые заготовки, имеющие в сечении профиль трапеции f2j.
Недостатком известного способа является невысокая его производительность, обусловленная необходимостью обрезки горцев каждой заготовки, так как получение кольцевых заготовок производят обрезкой каждой из полученных заготовок по торцам под противоположными углами, т, е. сохраняя по наружному диаметру у соседних заготовок меньшее сечение трапеции. В результате этого между торцами соседних кольцевых заготовок по всей ширине общей заготовки образуются отходы.
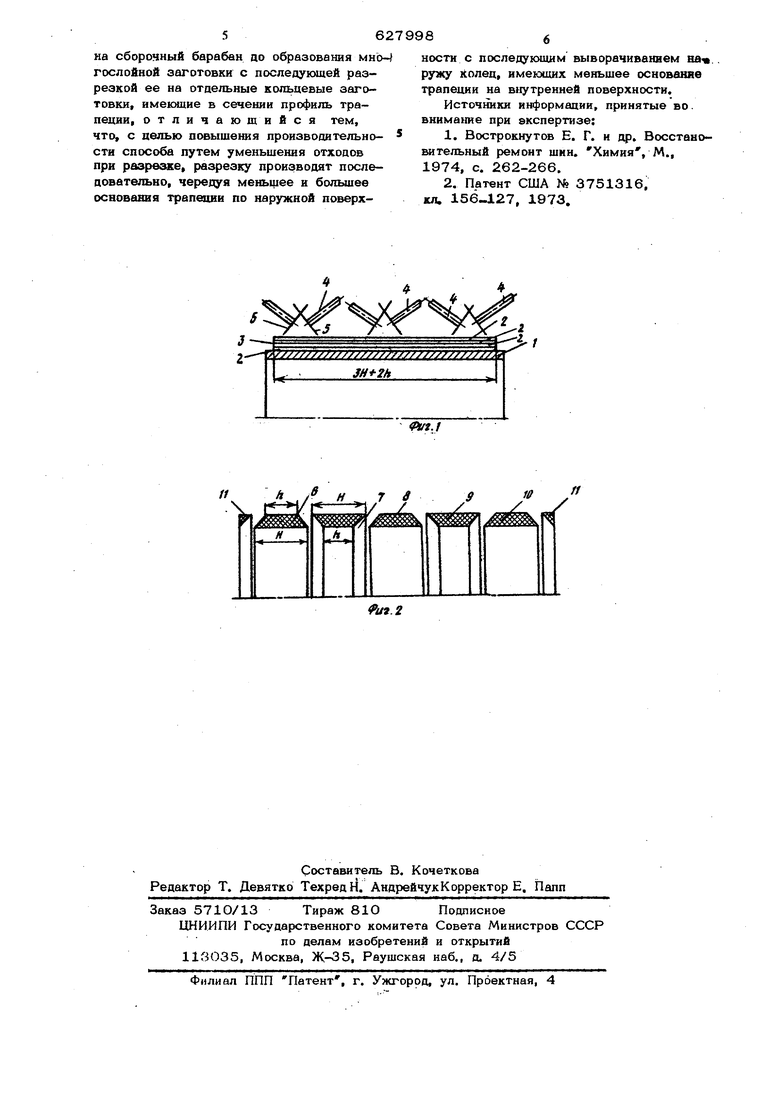
Цель изобретения - повышение производительности способа путем уменьшения отходов при разрезке. 36 Это достигается тем, что разрезку производят, последовательно чередуя мень шее и большее оснований трапеции по наружной поверхности с последующим выворачиванием -наружу колец, имеющих мень- шее основание трапеции на внутренней по верхности На фиг, 1 представлена схема устрой ства для осуществления предлагаемого способа при одновременном изготовлении 5 протекторных заготовок; на фиг. 2 показана многослойная заготовка, разрезанная на браслеты. На сборочный барабан 1 навивают необходимое количество слоев резиновой ленты 2, ширина которой постоянная и определяется выражением (ЗН 2Ji ), где Н - ширина нижнего (наибольшего) основания трапещекдального в поперечном сечении профиля заготовки протектора, Ь - ширина верхнего (наименьшего) основания. Затем к полученной многослой ной заготовке 3 подводят набор, ножей 4 с переменнь1М наклоном лезвий 5, причем направление режуш:}1Х лезвий и расстояшя между их {шжними кромками чередуются от +1 к Н, от Н к h и т, д. (на фиг, 1 ножи 4 показаны для наглядности изображения в одной плоскости). При вра щении барабана 1 производят резку многослойной заготовки ножами 4, прорезая ее до наружной поверхности барабана 1. При этом лезвие первого ножа (на фиг. 1 слева направо) прорезает заготовку 3 до ее нижней кромки, определяющей шири ну навиваемой ленты, следующее лезвие режет на начальном расстоянии h от первого, конечная ширина резания Н, следукь щее за ним лезвие режет под противоположным углом, с начальной шириной резания pf и конечной f) и т. д, (на фиг, 1 линии реза показаны пунктиром). После окончания резания ножи 4 отводят и снимают с барабана 1 протекторные брас леты 6, 7, 8, 9, 1О (фиг,. 2), Боковые част11 11 отделяют и направляют на повторную переработку. При дальнейшем использовании этих браслетов при сборке и восстановлении автопокрышек необходимо учесть то обстоятельство, что промежуточные протекторные заготовки (на фиг, 2 позиции 7, 9) перед наложением на заготовку покрышки .выворачивают внутренней поверхностью нарутку. Как показывают расчеты и эксперимен тальные исследования, вес и внутренний диаметр: у этих заготовок несколько отличается от веса и диаметра заготовок, получаемых непосредственно после резки. 8 однако эта разница незначительна и нахоаится в пределах допусков, установленных для протекторных заготовок, получаемых ранее известными способами. Предлагаемый способ позволяет совмес {тать рперадии резки навиваемого многосло него изделия на отдельные протекторные браслеты и обрезку последних по торцам в соответствии с трапецеидальным профилем протектора в одну операцию и тем самым повысить производительное, процесса изготовления протекторнЬгх заготовок. При таком методе при одновременном получении нескольких протекторных заготовок требуется только одна обрезка торг цев многослойной заготовки. Кроме того, чередуя направление и начальную ширину резания, можноисполь- зрвать ширину выпускаемой листовальным оборудованием резиновой ленты. Как видно из представленного выражения,-определяющего ширину навиваемой ленты, чем больше протекторных заготовок изготавливается одновременно и чем больше разница в ширине верхнего и нижнего оснований трапецеидального прс)филя ;протектора, тем значительнее разница в ширине навиваемой предлагаемым методом многослойной заготовки и аналогичной заготовки, получаемой известными методами, что позволит эффективнее использовать возможности листовального оборудования при навивке протекторных заготовок. Пример. На каландре или червячной машине выпускают ленту резиновой смеси шириной 1050 мм для навивки н последующей резки на заготовки протектора с размерами Н 175 мм, -Ь 115 мм. Максимальное количество заготовок, которое можно одновременно получить способом резки на загртовки шириной Н: в последующей обрезде каждой заготовки по торцам C2J. 1050(6) где Ь ширина ленты . Если производить резку предлагаемым способом, то из приведенного выражения 6 (Я + 1)1-Й{п-1)| 1050 1751Л-(-1) + 115(П-1) сутедует, что It 7 Формула изобретения Способ изготовления протекторных заготовок, заключающийся в том, что резиновую ленту постоянной ширины навивают
на сборочный барабан до образования многослойной заготовки с последующей разрезкой ее на отдельные кольцевые заготовки, имеющие в сечении профиль трапеции, отличающийся тем, что, с целью повышения производительности способа путем уменьшения отходов при разрезке, разрезку производят последовательно, чередуя меньшее и большее основания трапеции по наружной поверхности с последукшшм выворачиванием не, ружу колец, имеющих меньшее основание трапеции на внутренней поверхности.
Источтки информации, принятые во. BHHMBiffie при экспертизе:
1.Вострокнутов Е. Г. и др. Восстановительный ремонт щнн. Химия, М., 1974, с. 262-266.
2.Патент США № 3751316, кл, 156-127, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления проекторных заготовок | 1978 |
|
SU753674A2 |
| Устройство для вырезки ленты переменной ширины | 1977 |
|
SU686894A2 |
| Способ изготовления протекторныхзАгОТОВОК | 1979 |
|
SU804511A1 |
| Устройство для навивки протекторалЕНТОчКОй | 1979 |
|
SU827312A1 |
| Способ изготовления протекторных заготовок | 1982 |
|
SU1024302A1 |
| Устройство для навивки протектора ленточкой | 1980 |
|
SU921874A2 |
| Устройство для навивки протектора ленточкой | 1981 |
|
SU1009804A2 |
| Устройство для навивки протектора ленточкой | 1981 |
|
SU973395A2 |
| Способ изготовления протекторных заготовок | 1978 |
|
SU735438A1 |
| Устройство для навивки протектора ленточкой | 1976 |
|
SU610675A1 |
А ./ Н
S.f
