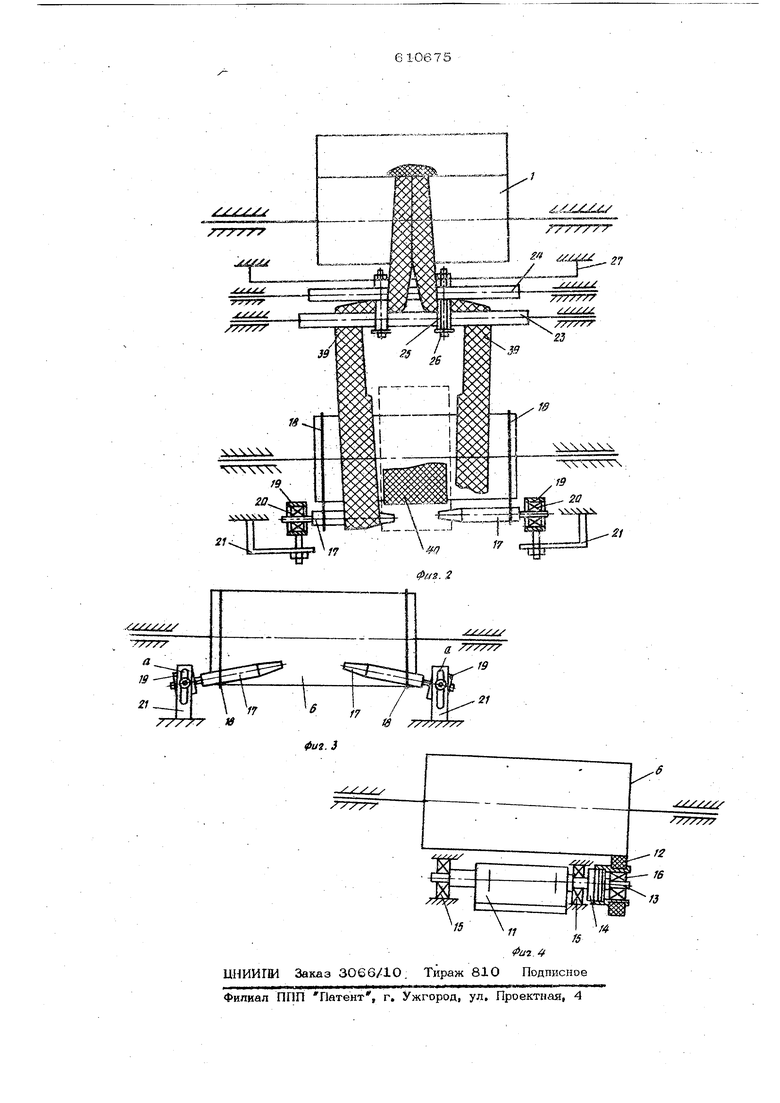
(54) yCTPOffCTBO ДЛЯ НАВИВКИ ПРОТЕКТОРА ЛЕНТОЧКОЙ вивки, которые диктуют необходимость управления общим усилием дублирования с целью сохранения качества покрышек. Целью изобретения является повышение качества навивки путем обеспечения ре-. гулированного усилия дублирования, Указанная цель достигается тем, что устройютво снабжено смонтированными на поверхности рабочего валка датчиками удельного давления и установленным на лиНИИ подачи рабочего агента в поршневую полость силового цилиндра регулятором дав ления, связанного с датчиками удельного давления, а также и тем, что устройство снабжено дополнительным сборочным барабаном, смонтированным на основании посред ством качающегося рычага, связанного с при водом для качания в виде силового цилиндр поршневая полость которого связана также с регулятором давления. Механизм для отбора и возврата отходов протекторной ленточки к питающему каландру выполнен в виде установленных перед рабочим валком с возможностью поворота относительно его образующей цилшррических скалок с конической заходной частью, связанных с помощью фрикционных колец с рабсчим валком... Привод механизма для поперечной резки протекторной ленточки выполнен в виде фрикционного ролика, взаимодействующего с поверхностью рабочего валка, и закрепленной иа валу ножа электромагнитной муфты, связанной с фрикционным роликом. На . 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - механизм для отбора и возврата отходов протекторной ленточки к питающему каланйрур общий вид; на фиг. 3 цилиндрические скалки, общий вид; на фиг. 4 - привод механизма для поперечной резки прогекгорной ленточки, общий в Устройство содержит питающий каландр смонтированный на основании 2 посредством качающегося рычага 3, сборочный барабан 4, привод для качания в виде силового цилиндра 5, взаимодействующий со сборочным барабаном 4, рабочий валок 6 для раскроя протекторной ленточки 7 и ее дублирования механизм 8 для продольной резки протектор ной ленточки 7 в вице ножа с приводом 9 для его подвода к рабочему валку 6 и отвода от него. Механизм 8 для продольной резки протекторной ленточки 7 связан через приводную звездочку Ю с приводом для перемещения ножа (на фиг. 1 не показан). Устройство содержит механизм 11 для поперечной резки протекторной ленточки 7 также в виде ножа с приводом. Привод . (фиг. 4) Выполнен в виде фрикционного ро™ лика 12, взаимодействующего с поверхноотью рабочего валка б, и закрепленкой на валу 13 кожа электромагнитной муфты 14, связанной с фрикционным роликом 12.. Вал 13 установлен в подшипниках 15, а фрикционный ролик 12 установлен в подшипниковой опоре 16. Устройство содержит механизм для отбора и возврата отходов протекторной ленточки 7 к питающему каландру 1 (фиг. 2)о выполненный в виде установленных перед рабочим валком 6 с возможностью поворота относительно его образующей цилиндрических скалок 17 с конической заходной частью, связанных с помощью фригатионных колец 18 с рабочим валком 6. Скалки 17 установлены в корпусах 19 на подшипниках 20, Корпуса 1G установле-. ны с возможностью регулировки по высоте и поворота в пазах а неподвижных кронштейнов 21, Устройство conepKKT систему отклоняю- щ,их роликов 22, 23, 24 к ролики 25, для передачи протекторной пенточки7 в зазор П1;-1таюшего каландра I, Ролики 25 установлены да осях 26, закрепленкь;х перед питаюшим каландром I на траверсе 27 (фиг. 2). На поверхности рабочего валка 6 смонтированы датчики 28 удельного давления. На основании 2 посредством качающегося рычага 29, связанного с приводом для качания в виде силового «йпйкдра 30, смонтирован дополнитап 1ый сборочный барабан 31. Основание 2 установлено на поворотной колонке 32, связанной с помощью реечно- зубчатого зацепления 33 с силовым цилиндром 34, На линии подачи в пориневые полости силовых цилиндров 5 и ЗО рабочих агентов установлен перераспределительный клапан 35 и регулятор давления 36,который связан электрической цепью с датчиками 2 8 удельного давления. Каждый из сборочных барабанов снабжен механизмом 37 одного оборота, содержащим сектор, закрепленный на боковой поверхности сборочного барабана и бесконтактный выключатель, закрепленный на качающемся рычаге 3, через паз которого с каждым оборотом проходит сектор (на фиг. 1,условно не показано), Работа устройства осушествляется следующим образом , При поднятых сборочных барабанах 4 и 3 1 ленточка 7 иа зазора питающего каландра 1 поступает к рабочему валку 6 через отклоняющий ролик 22, разрезается механизмом продольной резки 8 на три полосы и, огибая рабочий валок 6, поступает Через отклоняющие ролики 23, 24 и ролики 25 в запитываемый резиновой смесью 38 зазор питающего каландра 1. При наладке устройства кромки 39 ленточки 7 заправпяют через цилинарические скалки 17, отводя их от центральной части 40 ленточки, и направляют далее по хооу ее овижения. Путем поворота и перемещения корпусов 19 вдоль пазов д кронштейнов 21 скалкн 17 устанавливают относительно поверхнсхзтн валка 6 таким образом, чтобы обеспечить достаточное разведение кромок 39 от центральной части 4О ленточки, выводя их из зоны деформации, определяемой шириной навиваемой ленточки и сборочного барабана. Заправляя кромки 39 и центральную часть 40 резиновой ленточки через ролики 23, 24 к между свободно вращаюшимися роликами 25 в питаемый резиновой смесью 38 зазор каландра 1, обеспечивают непрерывный цикл отбора и возврата материала в зааор каландра. Расстояние между роликами 25 может регулироваться путем перемещения их вдоль траверсы 27. Далее процесс отведе- НИИ кромок 39 от центральной части 40 ленточки поддерживается за счет разности линейных скоростей ленточки на коническом и цилиндрическом участках скалок 17, приводимых от рабочего валка 6 посредством фрикционных колец 18,
В позиции 1 на разжимной сборочный 31 помещают кольцевое основание за- готовки покрышки для последующей навивки на него протекторной ленточки, в качестве которого может служить или каркас автопокрышки, или брекерный пояс при сборке брекерно-протекторного браслета или соответствующим образом подготовленная заготовка покрь/шки при шиноремонте. При навивке брекерно-протекторного браслета можно производить сборку брекера непосредственно на позиции I вручную или с помошью соответствующих питающих устройств, или использовать изготовленный ранее брекер- ный пояс. Затем сборочные барабаны 31 и 4 меняют местами с помошью силового цилиндра 34. На позиции II сборочный барабан 31 под собственным весом опускается с определенной скоростью на рабочий валок 6. В соответствии с технологическим циклом система автоматики обеспечивает подачу электрического импульса на электромагнитную муфту 14, которая соединяет вал 13 с фрикционным роликом 12. в этот момент за счет фрикционной связи ролика 12с рабочим валком 6 передается вращение v.exaнизл у поперечной резки 11, лезвие ножа делает оборот, прорезая центральную часть 40 ленточки (происходит начальный поперечный рез). После того как нож сделает оборот, электромагнитная муфта 14 отключается, фрикционный ролик 12 вращается вхолостую, не передавая движения на вал 13. Поперечная кромка ленточки поступает в зону
навивки. В этот момент сборочный барабан, опускаясь, касается ее, а за счет прилипания резины к поверхности сборочного барабана под весом барабана происходит « намотка и одновременное дублирование слоев ленточки на сборочном барабане. По сигналу от механизма одного оборота 37 происходит сведение ножей механизма 8 продольной резки и изменение щирины навиваемой ленты в соответствии с программой навивки, определяемой профилем протектора. Датчики удельного давления 28, проходя зону деформации, обеспе чивают сигнал, управляющий работой регуляторов давления 36. В процессе навивки сжатый воздух перераспределяется клапаном 35 в порщневую полость пневмоцилиндров 5 и ЗО через регулятор 36, управляя таким образом общим усилием дублирования в задавемых пределах. После навивки необходимого Числа слоев ленты происходит конечный поперечный рез ножа механизма поперечной резки в приведенной выше последовательности и подъем сборочного барабана. При этом общий поток рабочего агента перераспределяется через клапан 35 в порщневую полость пневмоцилиндров 5 и 30, Сборочные барабаны 4 и 31 меняются местами, на позиции I снимают готовое изделие; далее последовательность операций повторяется. Механизм отбора и возврата отходов ленточки обеспеЧ1шает непрерывное поступление неиспользуемых в процессе навпвки участков ленточки в зазор каланЕЦэа. на повторное использование.. .
В качестве рабочего валка 6 предлагаемого устройства может служить или непосредственно валок каландра или выносной валок. Для удобства изображения схема управления общим усилием дублирования . показана для пневмоцилиндра ЗО подъема барабана 31, для барабана 4 схема аналогична.
За счет отведения механизма 8 продольной резки от поверхности рабочего валка 6 приводом 9 в соответствии с технологическим циклом навивки прекращается продольная резка резиновой ленточки и кромки 39 увлекают центральиую часть 40 в зазор каландра 1, поддерживаяjTaKHv. образом, непрерывность отбора и возврата ленточки. Одним из основных условий непрерывности является то, что каландр 1 в процессе работы устройства получает новые порции материала. Далее циклповторяется.
Формула изобретения
1. Устройство для навивки протектора ленточкой, содержащее питаюшчгй каландр, смонтированный на основании посредством качающегося рычага сборочный барабан, привод для качания в виде силового цилнидpa, взакмоаейстЁуюшай со сборочным барабаном рабочий еалок для раскроя протекTOfJKofi ленточки и ее дублирования, механизм для гтродольяой резки протекторной ленточки в виде ножа с приводом под- вода к рабочему валку и отвода от него, ь ехакизм Д7ш поперечной резкя протекторной ленточкк текжеВ внде ножа с приво дом, механизм для отбора и возврата отxoRofi. протекторной ленточки к питающему каланЕру к систему отгспоняюш.их роликов, отличающееся тем что, с целью повышения кач«зтва навивки путем обеспечения регупированного усилия дублирования, оно снабжено смонтированными на поверхности рабочего валка датчиками уяел.ьного давления и установленным на линий аоцЕчи рабочего агента в поршневую полость силового цилиндра регулятором давлекий, связанного с датчиками удельного ае&пеккя,
2„ Устройство по п. 1, о т л к ч.а югд е е с я тем, что оао снабжено дополнительным сборочным барабаном, смонти- роЕ.анным на основании посредством качаюшегося рычага, связанного с приводом для
качания в виде силового цилиндра, поршневая полость которого связана также с регулятором давления,
3.Устройство по п. 1, о т л и ч а юш е е с я тем, что механизм для отбора и возврата отходов протекторной ленточки к питающему каландру выполнен в виде установленных перед рабочим валком с возможностью поворота относительно его образующей цилиндрических скалок с конической заходной частью, связанных с Помощью фрикционных колец с рабочим валком,
4.Устройство по п, 1, о т л и ч а ющ е е с я тем, что привод механизма для поперечной резки протекторйой ленточки Выполнен в виде фрикционного ролика, взаимодействующего с поверхностью рабочего валка , и закрепленной на валу ножа электромагнитной муфты, связанной с фрикционным роликом,
Источники информации, принятые во внмание при экспертизе:
1.Патент США № 3607557, кл, lv56-4O5, 1971.
2,Патент Франции № 1419734, кл. В 29 Н, 1965.



| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивки протекторалЕНТОчКОй | 1979 |
|
SU827312A1 |
| Устройство для навивки протектора ленточкой | 1981 |
|
SU1009804A2 |
| Устройство для навивки протектора ленточкой | 1980 |
|
SU921874A2 |
| Устройство для навивки протектора ленточкой | 1985 |
|
SU1260244A1 |
| Устройство для навивки протектора ленточкой | 1984 |
|
SU1143611A2 |
| Устройство для наложения протектора ленточкой | 1984 |
|
SU1168436A2 |
| Способ изготовления протекторов покрышек пневматических шин и устройство для его осуществления | 1980 |
|
SU921872A1 |
| Устройство для навивки протектора ленточкой | 1981 |
|
SU973395A2 |
| Устройство для наложения протектора ленточкой | 1981 |
|
SU1034921A1 |
| Устройство для наложения протектора ленточкой | 1986 |
|
SU1390067A2 |