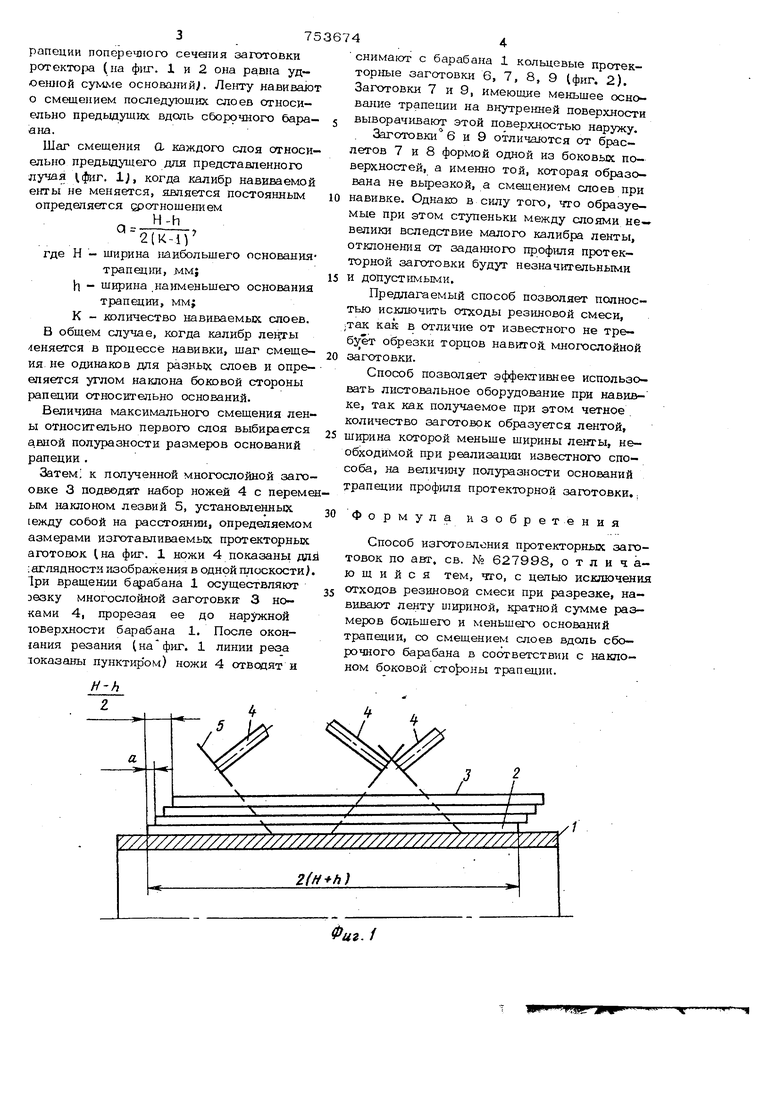
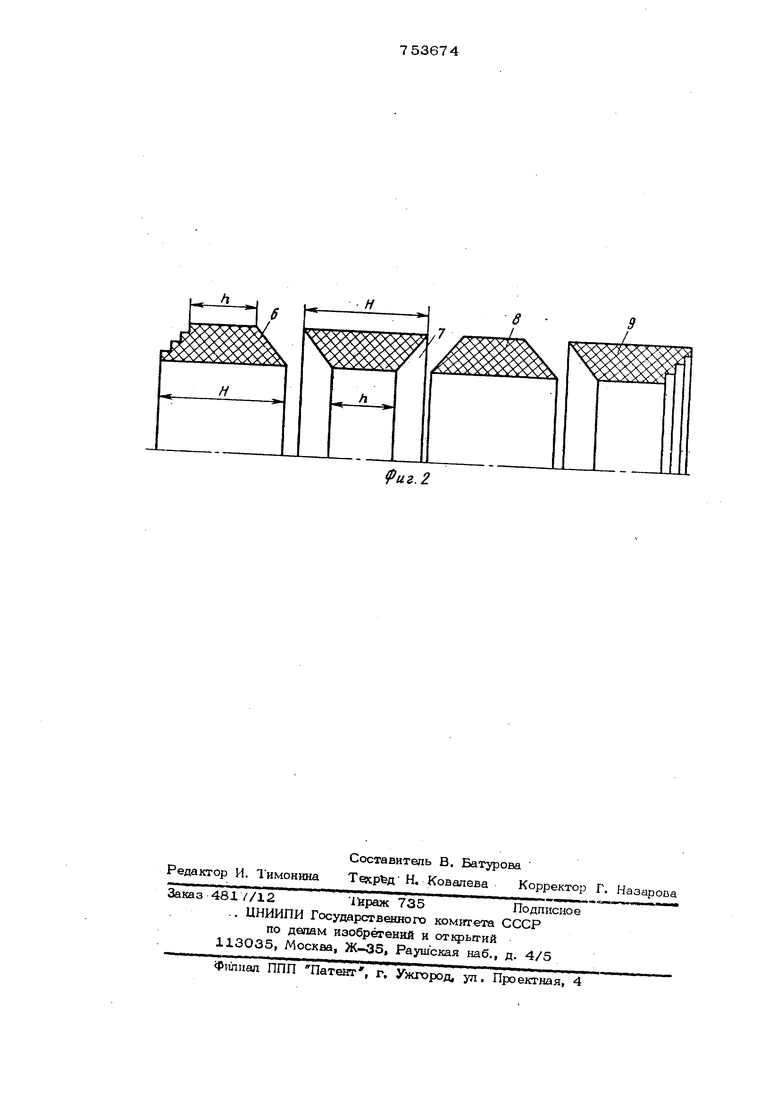
Изобретение относится к технологичес ким процессам шинной промьшшенности и может быть использовано для получения заготовок прсггекторов, используемых дале при сборке и восстановлении покрышек пневматических шин. По основному авт. св. № 627998 известен способ изготовления протекторных заготовок, заключающийся в том, что резиновую ленту постоянной ширины навивают на сборочный барабан до образования многослойной заготовки с последуюшей разрезкой ее на отдельные кольцевые заготовки, имеющие в сечении профиль трапеции, причем разрезку производят последовательно чередуя меньшее и большее основание .трапеции по наружной поверхнос ти .С последующим выворачиванием наруж колец, имеющих меньшее основание трапеции на внутренней поверхности l. Недостатком известного способа являет ся то, что при разрезке многослойной заготовки на кольцевые заготовки торцовые части многослойной заготовки переводятся в отходы. Цепью изобретения является исключение отходов при разрезке. Поставленная цель достигается тем, что ;.навивают ленту шириной, кратной сумме размеров большего и меньшего оснований трапеции, со смещением слоев вдоль сборочного барабана в соответствии с наклоном боковой стороны трапеции. При этом боковые стороны по торцам многослойной заготовки образуются не вырезкой, а за счет смещения навиваемых ело ев, вследствие чего исключаются отходы резиновой смеси. На фиг. 1 изображена многослойная заготовка; на .фиг. 2 - кольцевые заготовки после разрезки многослойной заготовки. Преддоже1ный способ может быть осуществлен следующим образом. На сборочньШ барабан 1 нависают заданное количество слоев резщювой ленты 2, имеющей Щ1фину, кратную сумме размеров большего и меньшего оснований 7 рапеции поперечного сеча1ия заготовки ротектсра (на фиг. 1 и 2 она равна удоешюй сумме оснований. Ленту навиваю о смеще 1ием последующих слоев относи- ельно предыдуших вдоль сбор9чного бара ана. Шаг смещения а каждого слоя огноси ельно предыдущего для представленного лучая фиг. i), когда калибр навиваемой енты не меняется, является постоянным определяется оротношением H-h где Н - ширина }1аибольшего основания трапеции, мм; h - щирина наименьшего основания трапеции, мм; К - количество навиваемых слоев. В общем случае, когда калибр лещы меняется в процессе навивки, шаг смещеия не одинаков для разных слоев и опрееляется углом наклона боковой стороны рапеции относительно оснований. Величина максимального смещения лены OTHOcirrenbHO первого слоя выбирается авной полуразности размеров оснований рапеции Затем; к полученной многослойной загоовке 3 подводят набор ножей 4 с переме ым наклоном лезвий 5, установленных 1ежду собой на расстоянии, определяемом азмерами изготавливаемых протекторных аготовок (на фиг. 1 ножи 4 показаны ддй аглядности изображения в одной плоскости). 1ри вращении барабана 1 осуществляют эвзку многослойной заготовки 3 ноками 4, прорезая ее до наружной юверхности барабана 1. После окон- 1ания резания (. 1 линии реза 1 оказаны пунктиром) ножи 4 отводят и 74 снимают с барабана 1 кольцевые протекторные заготовки 6, 7, 8, 9 (фиг. 2). Заготовки 7 и 9, имеющие меньшее основание трапеции на внутренней поверхности выворачивают этой поверхностью наружу. Заготовки 6 и 9 отличаются от браслетов 7 и 8 формой одной из боковых поверхностей, а именно той, которая образована не вырезкой, а смещением слоев при навивке. Однако в силу того, что образуемые при этом ступеньки между слоями невелики вследствие малого калибра ленты, отклонения от заданного профиля протекторной заготовки будут незначительными И допустимыми. Предлагаемый способ позволяет полностью исключить отходы резиновой смеси, ;так как в отличие от известного не требует обрезки торцов навитой многослойной заготовки. Способ позволяет эффективнее использовать листовальное оборудование при навивке, так как получаемое при этом четное . количество заготовок образуется лентой, ширина которой меньше ширины лешы, необходимой при реализации известного способа, на величину полуразности оснований профиля протекторной заготовки. Формула нзобрете Способ изготовления протекторных заготовок по авт. св. № 627998, отличающийся тем, что, с целью искгаочения отходов резиновой смеси при разрезке, навивают ленту шириной, кратной сумме размеров большего и меньшего оснований трапеции, со смещением слоев вдоль сборочного барабана в соответствии с наклоном боковой трапеции.
а.
Г
2(
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления протекторных заготовок | 1977 |
|
SU627998A1 |
| Устройство для навивки протекторалЕНТОчКОй | 1979 |
|
SU827312A1 |
| Способ изготовления протекторныхзАгОТОВОК | 1979 |
|
SU804511A1 |
| Устройство для навивки протектора ленточкой | 1981 |
|
SU973395A2 |
| Способ изготовления протекторных заготовок | 1980 |
|
SU895709A1 |
| Способ изготовления протекторных заготовок | 1978 |
|
SU735438A1 |
| Устройство для навивки протектора ленточкой | 1980 |
|
SU921874A2 |
| Устройство для навивки протектора ленточкой | 1984 |
|
SU1143611A2 |
| Устройство для навивки протектора ленточкой | 1981 |
|
SU1009804A2 |
| Способ изготовления протекторных заготовок | 1980 |
|
SU903198A1 |
Фиг.1
fuz.Z
