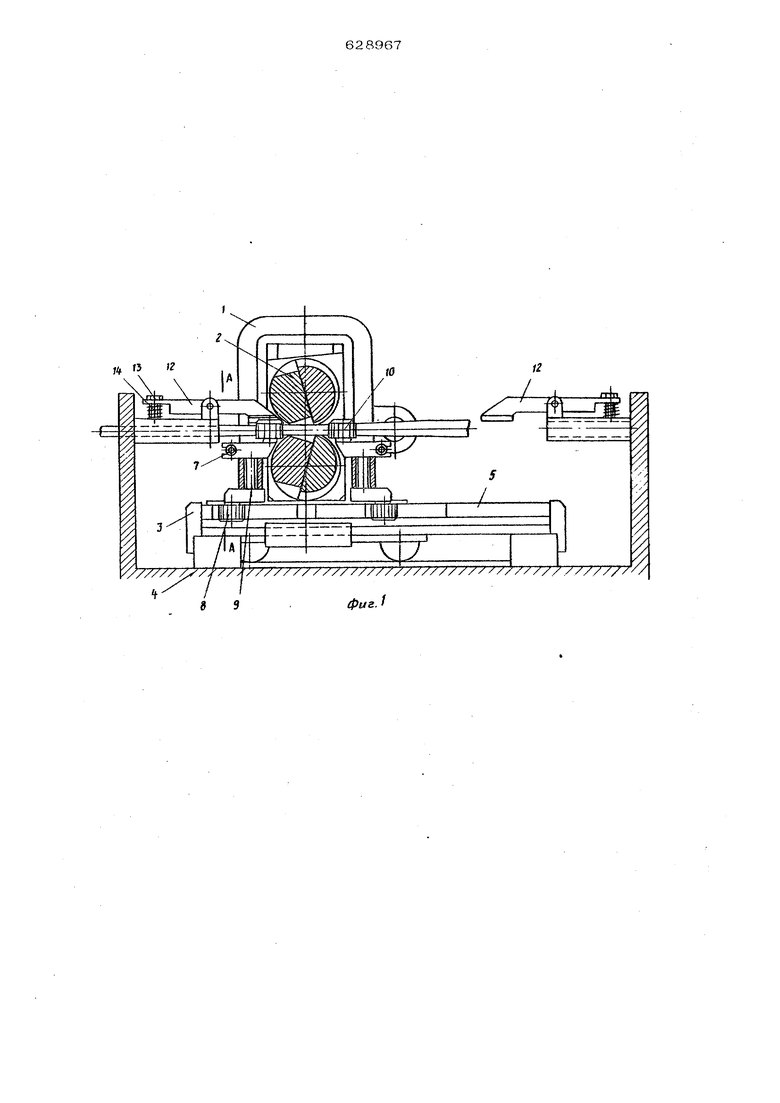
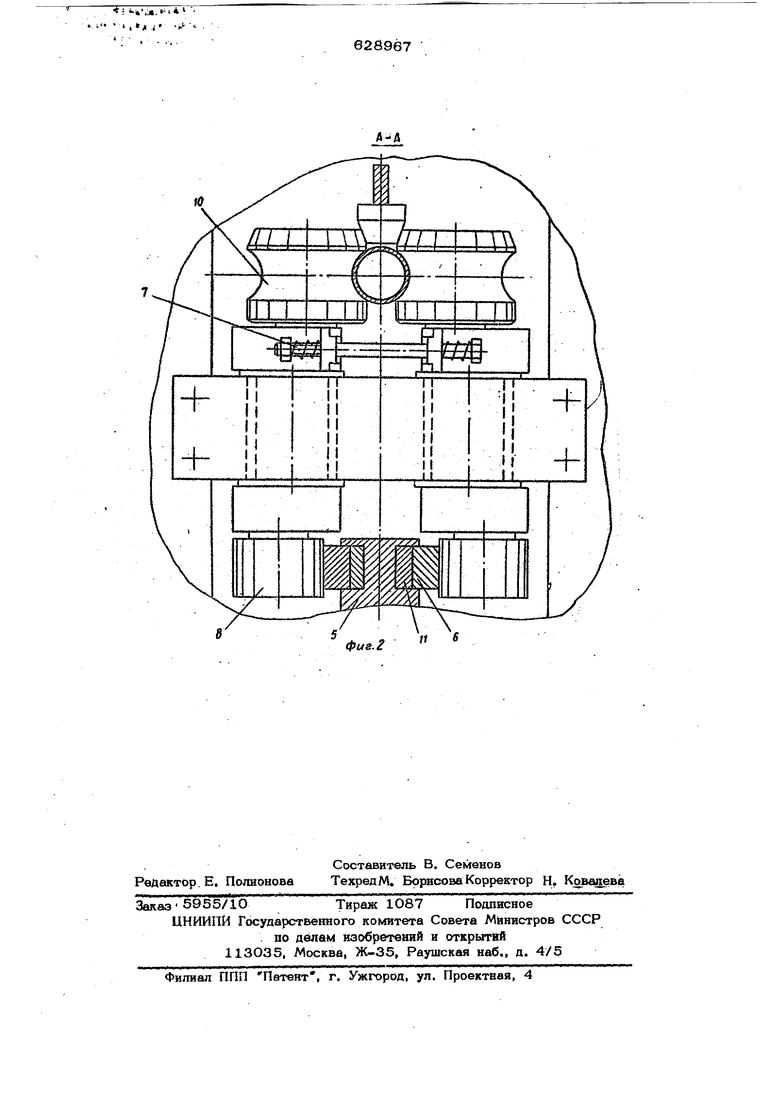
вржиения и согласуют его с возвратнопоступательнь м движением клети. На фиг. 1 изображена клеть, вид сбок на фиг. 2 - дано сечение А-А на фиг. 1. Рабочая клеть состоит из подвижной станины 1 с горизонтальнь ми рабочими валками 2, в центральном пазу которой размешена зафиксированная от осевого перемещения благодаря торцовым упорам 3 и свободно лежит на опоре 4 балка 5 с закрепленными на ней профилированным плакками 6. К последним постоянно при жаты пружинами 7 опорные катки 8, устаноЕшенные на осях 9. На этих же осях размещены вертикальные ролики 1О, которые снабжены стационарно- установленными в местах крайних положений клети механизмами торможения. Механизм торможения выполнен в виде входящего в зазор между роликами клина 11, закрепленного на конце двуплечего рычага 12, второе плечо которого подпружинено относительно опоры 4. Положе ние рычага относительно вертикальных роликов регулируется болтом 13. Тормоз ное устройство для другой пары вертикал ных роликов выполнено аналогично. Устройство работает следукзщим образом. При возвратно постуяательном дви жении подвижной станины 1 вертикальные ролики 10, расположенные по обе стороны рабочих валков 2,vj сближаясь и расходясь, образуют переменный профиль калибра по закону, обеспечиваемому профилем планок 6. Последние установлены на балке S и вместе с ней остаются не подвижными в осевом направлении благо даря торцовым упорам 3, имеюшим плоские шлифованные поверхности. Поскольку балка 5 размещена в центральном пазу подвижной станины 1, взаимное положение профилированных планок 6 и вертикал ных роликов Ю остается строго определенным, обеспечивающимтем самым стаильность образованного вертикальными роликами калибра. При подходе клети в крайнее положение ролики 10 взаимодействуют с тормозным механизмом, а точнее с клином дв Т1печего рычага 12, который во время взаимодействия входит в зазор между роликами и прижимается пружиной. 14 к фаскам вертикальных роликов, что позволяет в крайнем положении клети останавливать вращение роликов и при изменении направления движения клети изменять направление вращения роликов таким образом, что в момент касания вертикальных роликов с трубой они имеют то же направление вращения, что и направление движения клети. Предложенное выполнение рабочей клети стана холодной прокатки труб обеспечивает получение труб с более высоким качеством поверхности за счет устранения проскальзы.вания вертикальных роликов в крайних положениях клети. рмула изобретения 1.Рабочая клеть стана холодной прокатки труб по авт.св. № 380377, отличающаяся тем, что, с целью улучшения качества поверхности прокатываемых труб, она снабжена механизмами торможения вертикальных роликов, стационарно установленными в местах крайних положений клети соответственно одной и другой парам роликов. 2,Клеть по п. 1,отличают ая с я тем, что механизм торможения каждой пары вертикальных роликов выполнен в виде входяш.его в зазор меяаду роликами клина, закрепленного, на рдном конце двуплечего рычага, другое плечо которого подпружинено относительно стационарной ОПОРЫл 8 S фиг.
628967
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть многониточного стана холодной прокатки труб | 1976 |
|
SU656680A2 |
| СТАН ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1967 |
|
SU196692A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1973 |
|
SU380377A1 |
| Кольцепрокатный стан | 1975 |
|
SU824535A1 |
| Устройство радиального перемещения валков клети периодической прокатки | 1981 |
|
SU1013007A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2002 |
|
RU2220795C1 |
| Клеть роликового стана | 1977 |
|
SU607609A1 |
| Стан для реверсивной прокатки | 1977 |
|
SU740313A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| Рабочая клеть прокатного (роликового) стана | 1986 |
|
SU1357089A1 |
фиа.2
