валка 3, отключающее устройство 4, основную опору 5 внутреннего валка, привод 6 основной опоры внутреннего валка, наружный валок 7, цапфу 8 корпуса наружного валка, станину 9 стана, приводы 10 подвижных клиньев, упоры И основной опоры, упоры 12 дополнительной опоры внутреннего валка, корпус 13 торцового валка, ролик 14 корпуса торцового валка, круговую линейку 15 с профильными участками, вал 16 круговой линейки, корпус 17 торцового валка, ролик 18 корпуса торцового валка, привод 19 круговой линейки, подвил ной клин 20, регулировочные планки 21 и 22, направляющие 23 станины, лапы 24 опор внутреннего валка, неподвижный загрузочный желоб 25, заготовку 26, подвижный загрузочный желоб 27, торцовые валки 28, прокатанное кольцо 29, выбрасыватель 30, привод 31 прижимного ролика, узел выгрузки 32, опорный ролик 33, линейку 34 опорного ролика, каток 35, нажимной кулачок 36, подвижную площадку 37, привод 38 подвижной площадки, рычаг 39 наружного валка, прижимной ролик 40, клеть 41 торцовых валков, лапы 42 и 43 клети торцовых валков, направляющие 44 и 45 станины, двухсторонние клинья 46 и 47, шпиндель 48 дополнительной опоры внутреннего валка.
Кольцепрокатный стан работает следующим образом.
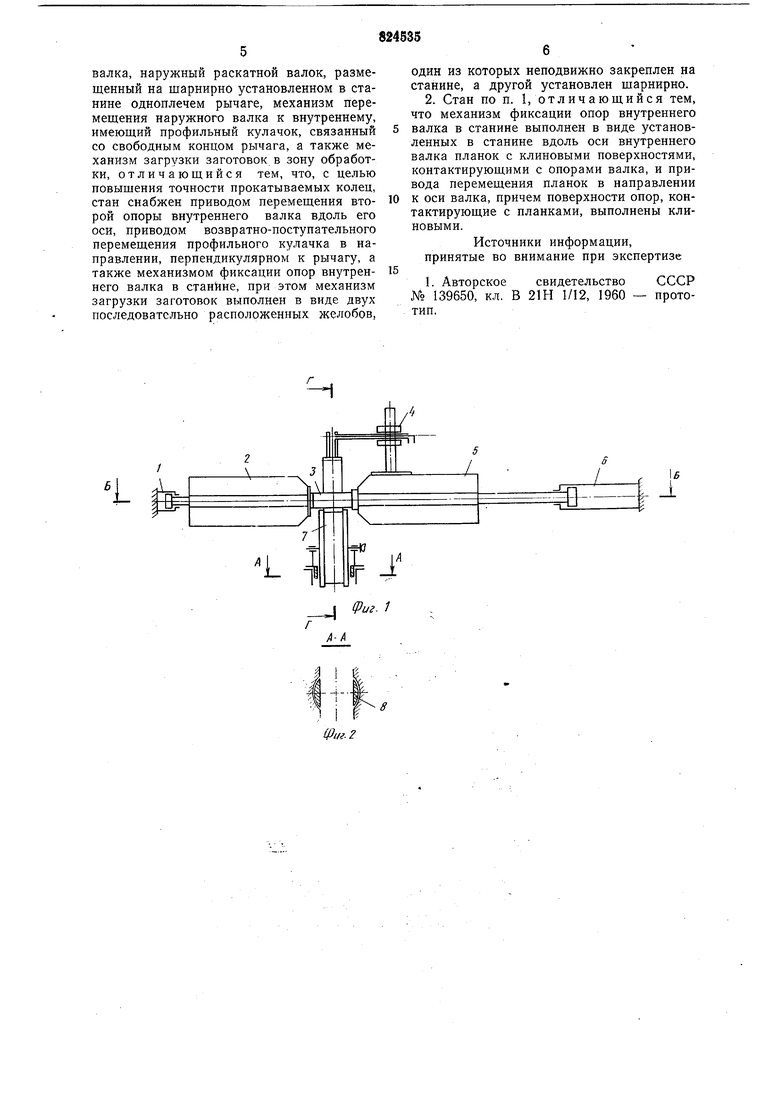
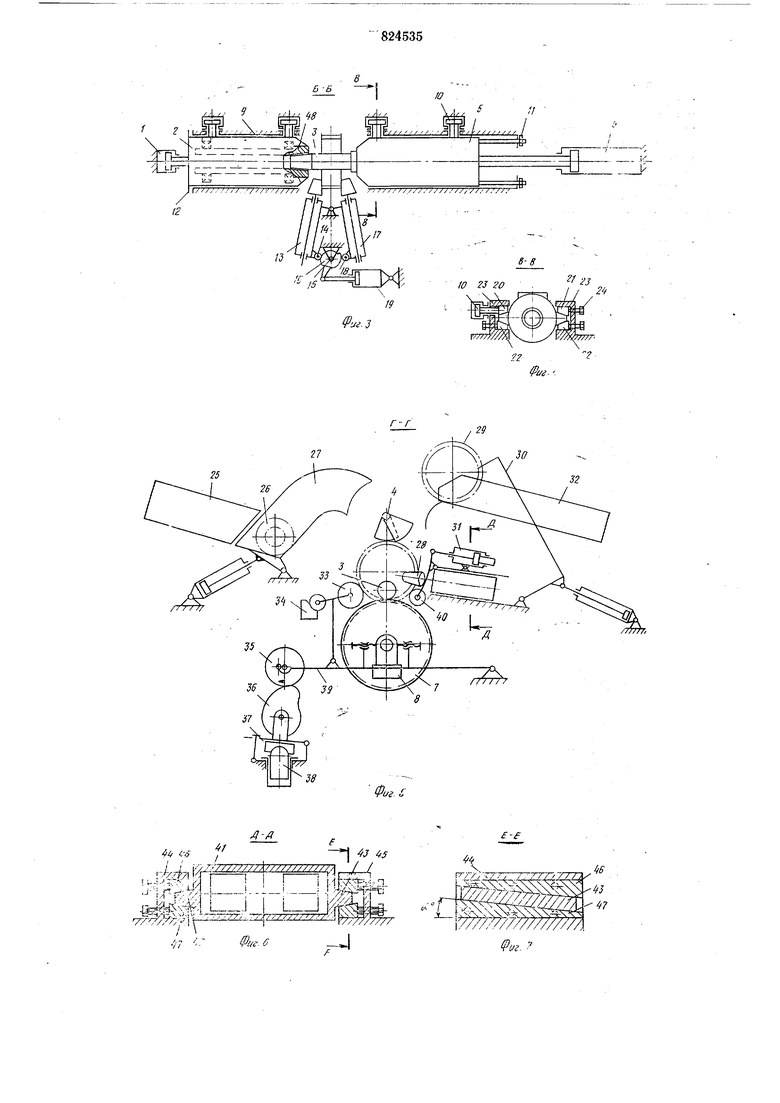
Подготовленная к прокатке заготовка 26 подается в неподвижный загрузочный желоб 25 и скатывается в приемную часть подвижного загрузочного желоба 27. Подвижный загрузочный желоб 27 поворачивается, и заготовка 26 направляется на наружный валок 7, на котором она центрируется относительно оси внутреннего валка 3 опорным роликом 33 и прижимным роликом 40. Необходимый для прокатки колец угол между осями наружного валка 7 и внутреннего валка 3 устанавливается разворотом корпуса наружного валка 7 вокруг цапфы 8 в расточке рычага 39. Подвижный загрузочный желоб 27 возвращается в исходное положение, и основная опора 5 внутреннего валка 3 приводом 6 смещается в направляющих 23, между регулировочными планками 21 и 22 до упоров 11, которыми фиксируется взаимное положение калибров внутреннего и наружного ва.лков. Внутренний валок 3 входит в отверстие заготовки, и его конический конец попадает в конус шпинделя 48 дополнительной опоры 2. Дополнительная опора 2 смеи1,ается основной опорой 5 и отходит от упоров 12, при этом привод 1 и привод 6 зажимают внутренний валок 3 в осевом направлении. Приводы 10 перемещают подвижные клинья 20 и зажимают лапы 24 основной 5 и дополнительной 2 опор внутреннего валка 3 между регулировочными планками 21 и 22, установленными в направляющих 23 станины 9, а также между регулировочной планкой 22 и подвижным клином 20. Нажимной кулачок 36 поворачивается, и каток 35, укрепленный в рычаге 39, поднимается профилем кулачка 36. Наружный валок 7 сближается с внутренним валком 3, и прокатываемое кольцо обжимается по заданному закону. Одновременно опорный ролик 33 движется по
траектории, определяемой линейкой 34, а прижимной ролик 40 смещается раскатываемым кольцом, прижимаясь к нему приводом 31 с заданным усилием. Привод 19 поворачивает вал 16 с круговой линейкой
15, по профильным участкам которой катятся ролики 14 и 18, укрепленные на корпусах 13 и 17 торцовых валков 28. Сближаясь, торцовые валки 28 обжимают торцы кольца по заданному закону. Корпуса
13 и 17 торцовыхвалков смонтированы в клети 41, лапы 42 и 43 которой зажимаются между двумя двухсторонними клиньями 46 и 47, установленными в направляющих 44 и 45 станины 9. Угол а наклона оси торцовых валков 28 устанавливается продольным наклоном поверхности клиньев 46 и 47.
Перед концом прокатки по сигналу отключающего устройства 4 снижается угловая скорость нажимного кулачка 36, чем уменьшается скорость роста наружного диаметра кольца. Торцовые валки 28 разводятся. По достижении диаметром кольца конечного размера по сигналу устройства 4 привод 38 отключается и подвижная площадка 37 с нажимным кулачком 36 резко смещается с рабочего положения, наружный валок 7 отходит от внутреннего валка 3 и прокатка превращается. Нажимной кулачок 36 возвращается в исходное положение. Прижимной ролик 40 приводом 31 отводится от кольца, подвижные клинья 20 приводами 10 освобождают лапы 24 основной 5 и дополнительной 2 опор внутреннего валка 3. Основная опора 5 с внутренним валком 3 приводом 6 перемещается, и внутренний валок 3 выходит из отверстия прокатанного кольца. Выбрасыватель 30 опускается на кольцо, фиксирует его и переносит на узел выгрузки 32, по которому прокатанное кольцо 29 отводится со стана. Привод 38 перемещает подвижную площадку 37 с нажимным кулачком 36. Каток 35, рычаг 39 и наружный валок 7 возвращаются в исходное положение.
Ожидаемый экономический эффект от внедрения одного предлагаемого стана составит 42 тыс. руб.
Формула изобретения
Кольцепрокатный стан, содержащий станину, внутренний раскатной валок с цапфами, размещенными в двух опорах, при65 вод перемещения одной из опор вдоль осивалка, наружный раскатной валок, размещенный на шарнирно установленном в станнне одноплечем рычаге, механизм перемещения наружного валка к внутреннему, имеющий профильный кулачок, связанный со свободным концом рычага, а также механизм загрузки заготовок в зону обработки, отличающийся тем, что, с целью иовышения точности прокатываемых колец, стан снабжен приводом перемещения второй опоры внутреннего валка вдоль его оси, приводом возвратно-поступательного перемещения профильного кулачка в направлении, перпендикулярном к рычагу, а также механизмом фиксации опор внутреннего валка в станине, при этом механизм загрузки заготовок выполнен в виде двух последовательно расположенных желобов,
ОДИН из которых неподвижно закреплен на станине, а другой установлен шарнирно. 2. Стан по п. 1, отличающийся тем, что механизм фиксации опор внутреннего валка в станине выполнен в виде установленных в станине вдоль оси внутреннего валка планок с клиновыми поверхностями, контактирующими с опорами валка, и привода перемещения планок в направлении к оси валка, причем поверхности опор, контактирующие с планками, выполнены клиновыми.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 139650, кл. В 2Ш 1/12, I960 - прототип.

| название | год | авторы | номер документа |
|---|---|---|---|
| Кольцепрокатный стан | 1969 |
|
SU298173A1 |
| Устройство для перемещения кор-пуСА C РАбОчиМ ВАлКОМ | 1979 |
|
SU837518A1 |
| Кольцепрокатный стан | 1973 |
|
SU519257A1 |
| Стан для прокатки колец из толстостенных заготовок | 1958 |
|
SU115329A1 |
| Кольцераскатный роторный автомат | 1975 |
|
SU551099A1 |
| Стан поперечно-клиновой прокатки | 1975 |
|
SU607629A1 |
| Нажимная система кольцепрокатного стана | 1989 |
|
SU1697954A1 |
| Устройство для закалки деталей с нагревом токами высокой частоты Мазура В.И. | 1984 |
|
SU1196387A1 |
| Стан для раскатки колец | 1986 |
|
SU1409390A1 |
| СТАН ДЛЯ ПРОКАТКИ ПРОФИЛЬНЫХ КОЛЕЦ | 1972 |
|
SU348266A1 |
1
