(54) СПОСОБ ВОЛОЧЕНИЯ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства труб | 1991 |
|
SU1790460A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2504448C1 |
| Способ волочения труб | 1991 |
|
SU1784324A1 |
| Способ изготовления захватки под тянущий механизм для протягивания через волоку труб | 1990 |
|
SU1731333A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1991 |
|
RU2010637C1 |
| СПОСОБ ПРОИЗВОДСТВА ВОЛОЧЕНЫХ ПОЛЫХ ИЗДЕЛИЙ | 1997 |
|
RU2113300C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 2004 |
|
RU2296022C2 |
| Способ определения профиля обжимной части самоустанавливающейся оправки для волочения труб | 1987 |
|
SU1491599A1 |
| Способ периодического волочения труб | 1987 |
|
SU1560348A1 |
| Способ и устройство для волочения труб, преимущественно сварных, на плавающей оправке | 2022 |
|
RU2801171C1 |
Изобретение относится -к обработке металлов давлением, в ча,стности к ироизв-одству труб волочением, и может быть использоиано, на пример, лри производстве труб для .карданных валов и оболочек электронных лриборов.
Известен способ 1БОлоченИя труб, включающий протягивание заготовки через волоку на неподвижной опра.вке, передний конец которой выдвинут за волоку 1.
Одн.ако выдввжеине оп,рав1ки за очаг деформации на небольшую величину не позволяет получать трубы с у1довлет1ворительной кривизной.
Целью изобретения является уменьшение кривизны и повышение точности труб, а также иО|Вышение качества их внутренней n3iBeip,.HOiCTi}i.
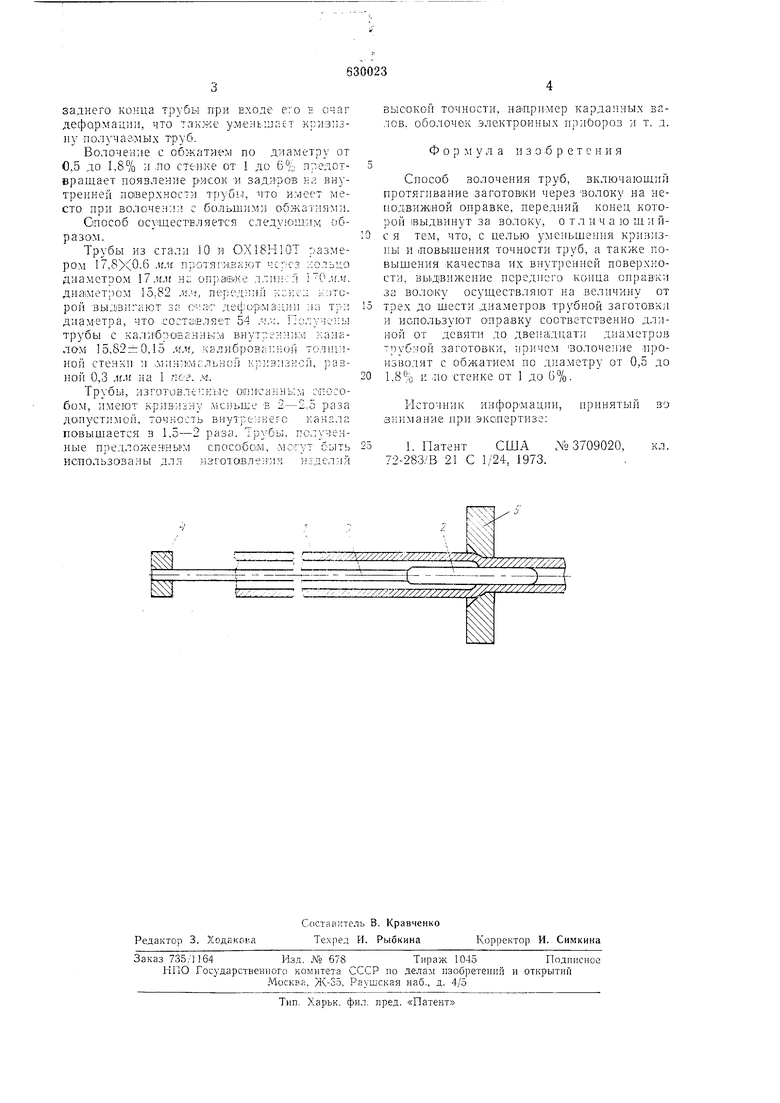
Поставленная щель достигается тем, что выдвижение переднего конца оправки за 1зол€1К1у осуш,ествляют 1на величину ,от трех до ш.ести Д1иа1метр;ав трубной .аатотоики и используют оираяку соответственно длиной от девяти до двенадцати диаметров трубной заготовки, причем воло-чен-ие производят с обжатием по диаметру от 0,5 до 1.8% и по стенке от 1 до 6%На чертеже изображено устройство, реализующее .предлагаемый апособ.
На S-iiTOTOSKS 3.1 блЗГ; ОТ ГОЛСВ.Ку /, СМС1зЫзают. одазаюг трубу на удлиненн Ю справку 2 со cren;;;t;e:. 3, закрепленным з зажиме 4, и пгзлззздят волочение через золоку 5 TpaoyeiMCpo размера. При этом диаметр о пр:;3ки должен равняться внутреннему дла.мзтру готовой трубы. Внутренний диаметр заготовки равен диа-метру оправки плюс 0.,0 :м. П.р;и этом выдвижение
переднего кон:ца оправки за волоку осуществляют на величину от трех до шести диал етров трубной ззгоговки и используют опразку соотзетствгяно длиной от девяти до двенадцати aHa vieTpO3 трубной заготовки, золочение производят с обжатием по диамстр.,- от G.5 до 1,8% и по стенке от 1 до 6 ;,
Выдвижаниг опра1вки на 3-6 диа.метров трубной заготовки позволяет совместить ось
тпубы с осью 1волочения и тем самым устра:нить о)бразоБак.пе саблезид ной ко,ивизны. Выдвижение onpaiBKii за очаг деформации .на .меньшую величину незначительно устраняет саблевиднОСгь, а при узеличенпи длины выдвинутого участка более чем на 6 диаметров тр бно;: загогозки, значительно возрастает усилие -волочения и наблюдается сбрыв гэлоЕ ки грубы.
Выбранная длина оправки позволяет
т:редот13|рагить |Л 30;133:Олыные колеба.нля
заднего конца трубы при входе его Е очаг дефор:Мации, что также ум-ень иаст получаемых труб.
Волочен;1е с обжатием по диаметру от 0,5 до 1,8% и .по сте)ше от 1 до 6% л: едотвращает появление рИСОК И задиров на внутренней поверхности труби, Что игиеет место при волочении с большими обжати,я-м;1.
Способ осундестЕЛяется следуюш им образом.
стали 10 и ОХ18Н10Т размеТрубы из ром 17,8X0.6 мм ;отяги:вйют через ОПрайке ДЛИ1:.: и 1 .и.и. диа.метром 1 / мм {, перед}1ий кс}:ед котсдпа1метром 15,82 дефор ма:ип1 иа тр;: рой выдвигают за диаметра, что составляет 54 .ч.-,;. Получены трубы с калиброванным внутсснн},м ка}1алом 5,82±0,15 мм, кйлиброванИЛ TO.THIMной стенки и ,мини1мальной кр}:з 1знсй, равной 0,3 мм на 1 пег. м.
Трубы, изготовленные оятисанным сдтособом, имеют криВИ ну меньше в 2-2,5 раза долусти.мой, точность внутреннего канала повышается в 1,5-2 раза. Трубы. пс;:учениые п тедлож;ен1Ньгм епособо:М, могут быть использованы для иэготавления изделий
высокой точности, напрПМер карданных валов. оболоче1К электронных приОороз и т. д.
Ф о р у л а и з о б р е т с н и я
Способ волочения труб, включающий протягивание заготов ки через волоку на неиодвижаой оправке, передний конец которой выдвинут за волоку, о т л и ч а ю ш ;i йс я тем, что, с целью уменьшения крив;13ны и ловьсшения точности труб, а также повышения качества их внутренней поверхности, вы-движение нереднс1о конца онравки за волоску осуш,ествляют на величину от
трех до шести диаметров трубной заготовки и используют оправку еоответственно длиной от девяти до двенадцати диаметров т) заготовки, Т1ричем волочение ироизводят с обжатие м ио диаметру от 0,5 до
1,8% и .но стенке от 1 до 6%.
Источник информации, принятый во внимание при экапертизе:
