1
Изобретение относится к электротехнической промышленности, в частности к кабельным наконечникам, служащим для нрисоединения онрессовкой жил кабелей к выводам электрических аппаратов.
Известны кабельные наконечники, выполненные методом плющения одного конца трубчатой заготовки и последующим выполнением в нем отверстия 1.
Недостатком наконечников, изготовленных таким способом, является вытекание пропиточного компаунда бумажной изоляции кабеля через зазор между сплющенными стенками трубы, что приводит к загрязнению поверхностей наконечника и нарущению контакта.
Известен способ изготовления кабельных наконечников из прутка, заключающийся в выполнении цилиндрической полости с одного его конца и плющении его противоположного конца с последующим выполнением в нем отверстия.
Однако при таком способе изготовления сплющенная часть, прутка в результате плющения приобретает неправильную -форму. Это ухудщает внещний вид детали. Кроме того, поскольку материал цри плющении деформируется в основном и в поперечном направлениях, масса заготовки
должна быть несколько больщей, что приводит к новыщенному расходу материала.
Целью изобретения является экономия металла и улучшение качества наконечника. Указанная цель достигается тем, что при изготовлении кабельного наконечника из прутка путем выполнения цилиндрической полости с одного его конца и плющения его противоположного конца с последующим
выполнением в нем отверстия перед плющением в упомянутом противоположном конце прутка выполняют цилиндрическую полость, не сообщающуюся с первой полостью.
На чертеже представлен кабельный наконечник, полученный предложенным способом. .
Наконечник состоит из двух частей 1 и 2. Часть 1 выполнена из прутка путем холодного выдавливания цилиндрической полости, а часть 2 получена выполнением в конце прутка цилиндрической полости путем холодного выдавливания с последующим ее плющением. При выдавливании полостей. -ними предусмотрена перегородка 3, которая предотвращает вытекание компаунда. ..
Технико-экономический эффект, создаваемый способом изготовления паконечника,
заключается в улучшении качества накоМечников, которые полностью соответствуют требованиям ГОСТ, в экономии металла, что имеет большое значение, если учитывать массовый характер нроизводства, и в облегчении изготовления, что выражается, в частности, в уменьшении усилий на операции плющения и в облегчении операции выдавливания нолостей, которое производится с двух сторон.
Формула изобретения
Способ изготовления кабельного наконечника из прутка, заключающийся в выполнении цилиндрической полости с одного его
конца и плю1цении его противоположного конца с последующим выполнением в нем отверстия, отличаю ш и к с я тем, что, с целью экономии металла и улучшения качества наконечника, перед плющением в упомянутом противоположном конце прутка выполняют цилиндрическую полость, не сообщающуюся с первой полостью. Источники информации, принятые во внимание при экспертизе
1.Кабельный наконечник типа ТА. ГОСТ 9581-68.
2.Кабельный наконечник типа ПК. Отраслевой стандарт УЗ 51-2.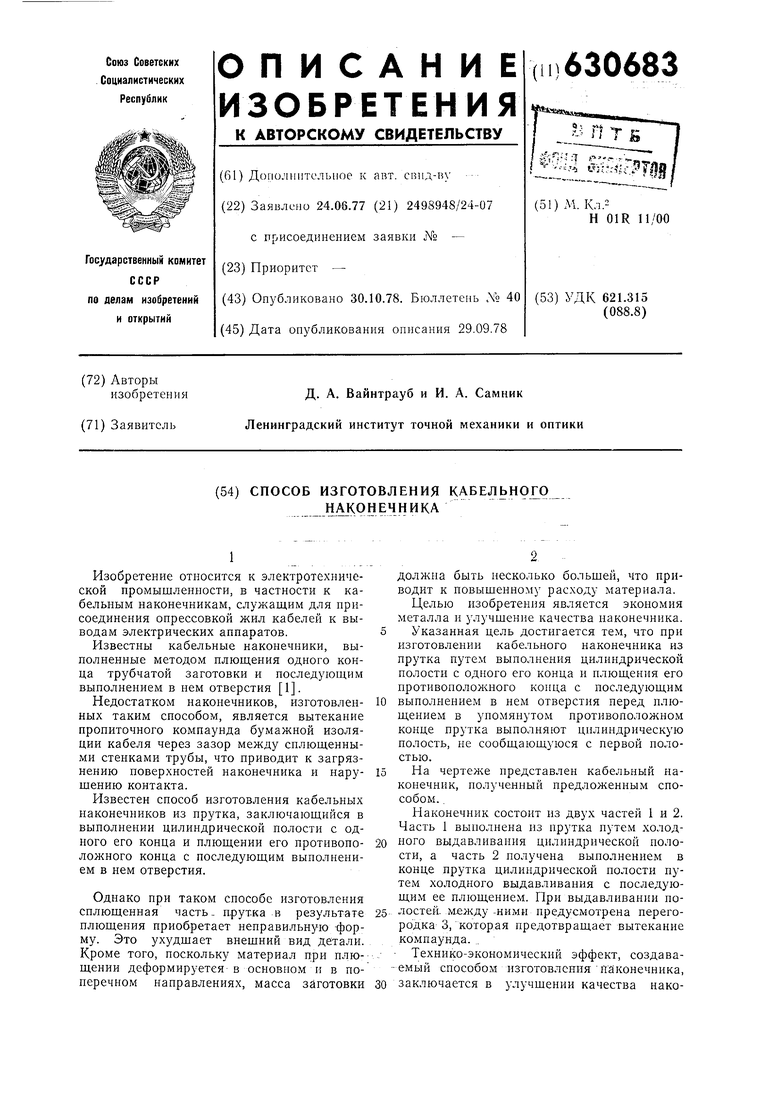
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРИЧЕСКАЯ СИСТЕМА УСТЬЯ СКВАЖИНЫ | 2003 |
|
RU2280763C2 |
| Штамп для изготовления деталей типа кабельных наконечников из трубчатых заготовок | 1976 |
|
SU689764A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446908C2 |
| ГЕРМЕТИЗИРОВАННЫЕ ПАРА И ТРОЙКА, И КАБЕЛИ МОНТАЖНЫЕ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОБЕЗОПАСНЫЕ, ДЛЯ НИЗКОСКОРОСТНЫХ СИСТЕМ АВТОМАТИКИ С СЕРДЕЧНИКОМ ИЗ ГЕРМЕТИЗИРОВАННЫХ ПАР ИЛИ ТРОЕК (ВАРИАНТЫ) | 2022 |
|
RU2787357C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446909C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОГО ПАТРУБКА (КОЖУХА) ЭЛЕКТРОСОЕДИНИТЕЛЯ | 2012 |
|
RU2516233C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2433012C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
| Способ холодной объемной штамповки гаек | 1990 |
|
SU1777571A3 |
| Электроизоляционная композиция холодного отверждения | 1979 |
|
SU773740A1 |
