1
Изобретение относится к обработке металлов давлением и, в частности, к штампам комбинированного действия для изготовления соединительных средств, например, для монтажа электрического оборудования.
Известен штамп для изготовления деталей типа кабельных наконечников из трубчатых заготовок, содержащий пуансоны для плющения, пробивки отверстий и образования наружного контура сплющенной части наконечника, закрепленные в пуансон одержат еле в верхней части штампа, а также матрицу, закрепленную в его нижней части 1.
Известный штамп требует такой технологии производства кабельных наконечников, при которой предусматривается резка трубчатой заготовки на отдельные заготовки.
Целью изобретения является повышение производительности процесса изготовления деталей.
Это достигается тем, что штамп снабжен механизмом поочередной передачи усилий на пуансоны, выполненным в виде горизонтально подвижной ползушки и двух расположенных ПОД ползушкОй вертикально подвижных колодок, заключенных в обойму, в которой вертикально подвижно установлен пуансонодержатель, а также двух вертикально подвижных стоек, расположенных с двух сторон ползушки и несущих соответственно два поворотных упора со скосами, попеременно взаимодействующих с ползушкой, на концах которой также вы0полнены скосы. Пуансонодержатель и колодки выполнены с чередующимися выступами и впадинами, а ползушка с тремя рядами таких же выступов и впсщин, причем крайние ряды выс5тупов смещены на половину шага по отношению к среднему ряду. Каждая подвижная стойка подпружинена к нижней части штампа, а на конце, несущем упор, выполнен паз, в кото0ром размещен поворотный упор.Г1тамп дополнительно снабжен подпружиненными фиксаторами положения ползушки, причем расстояние между фиксаторами больше расстояния между
5 фиксирующими углублениями на ползушке на половину шага выступов.
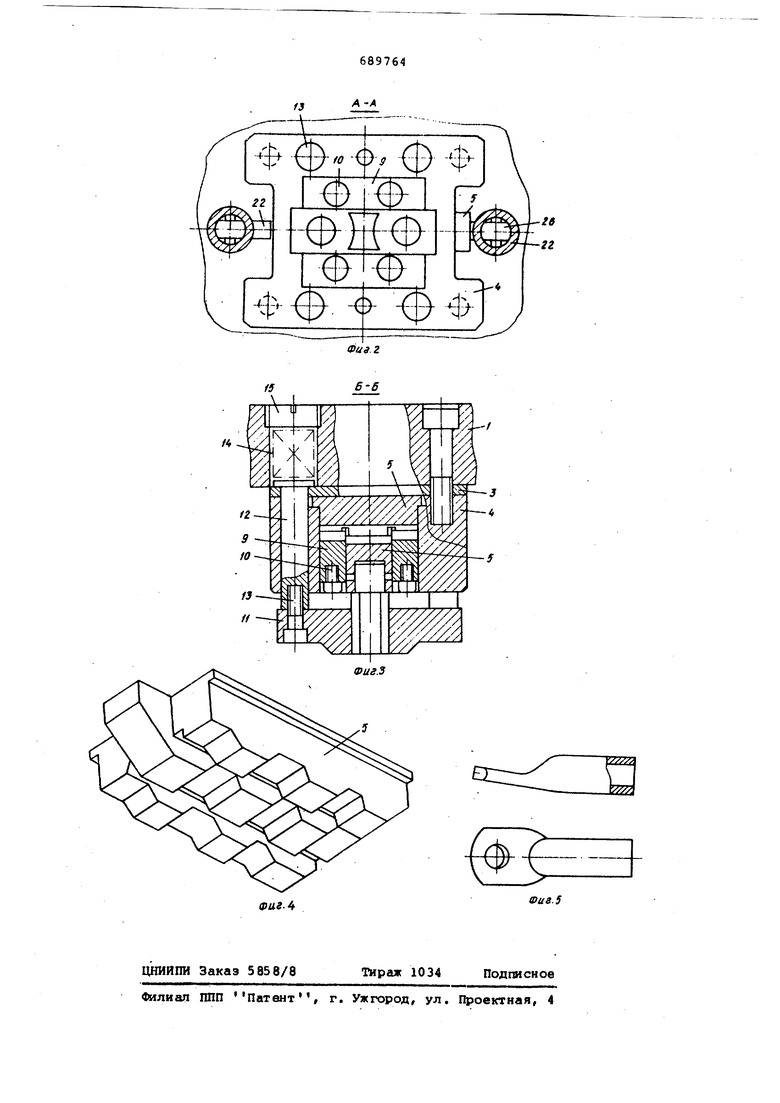
На фиг. 1 показан штамп, общий вид; на фиг. 2 - разрез А-Л фиг.1;
0 на фиг. 3 - разрез Б-Б фиг. It
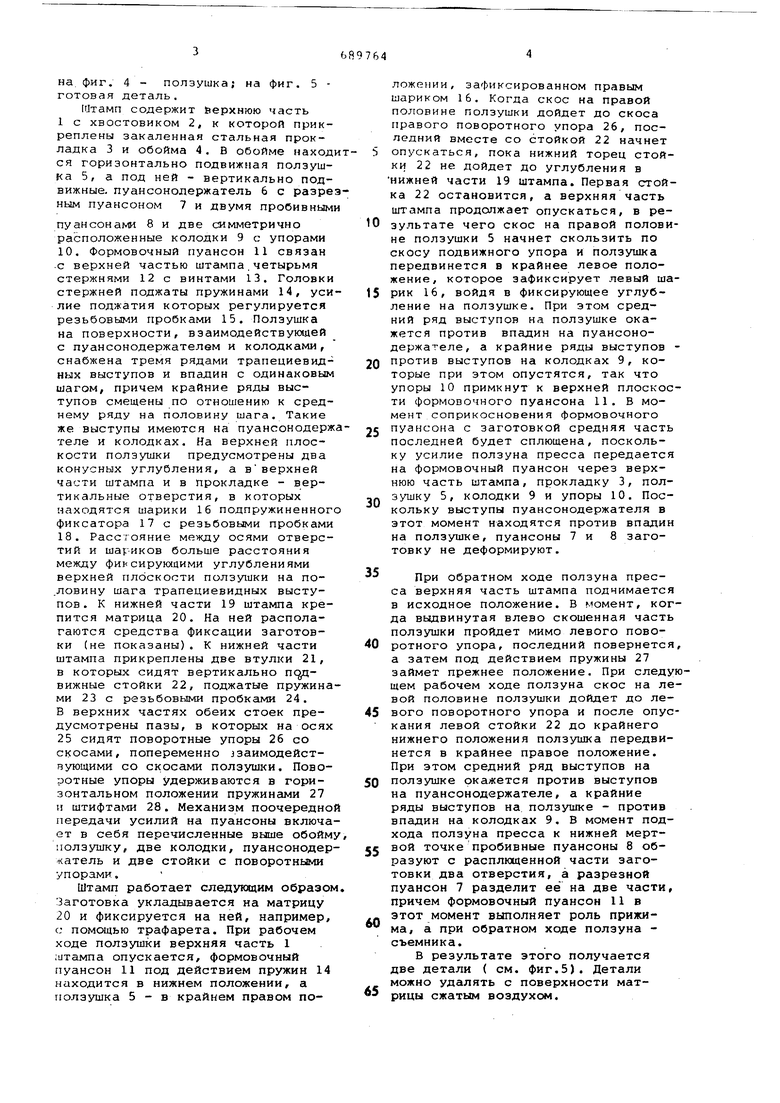
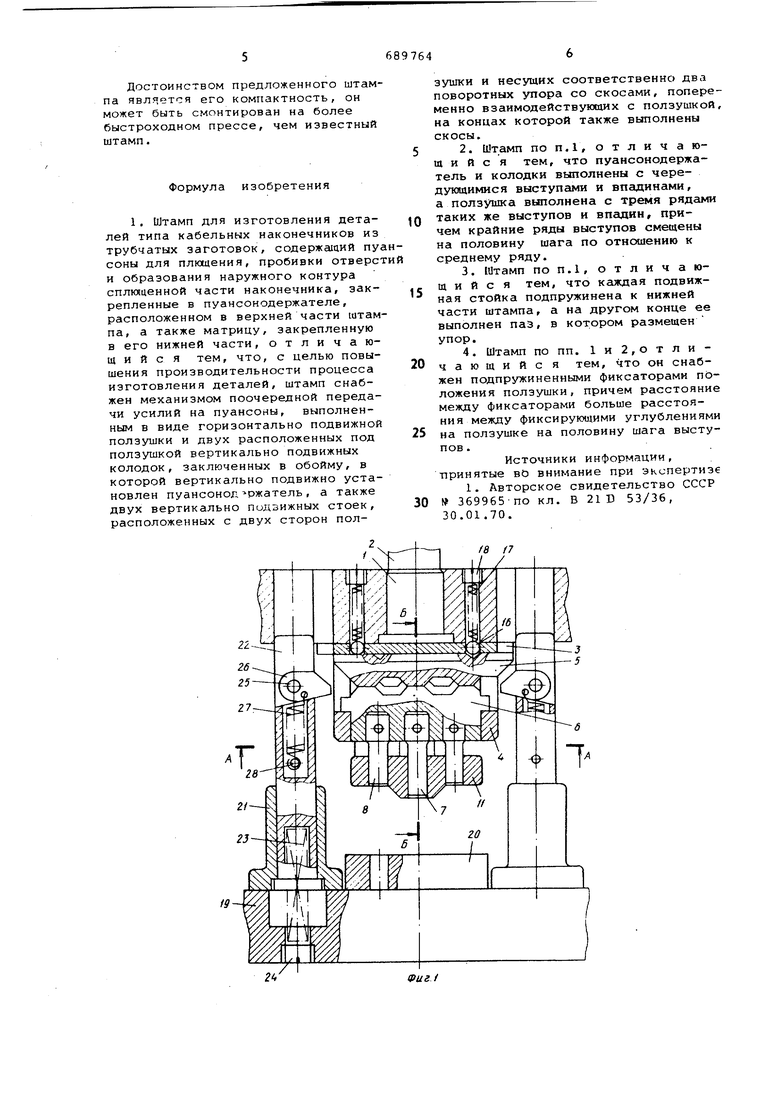
на. фиг. 4 - ползушка; на фиг. 5 готовая деталь.
Утамп содержит йерхнюю часть 1 с хвостовиком 2, к которой прикреплены закаленная стальная прокладка 3 и обойма 4. В обойме находся горизонтально подвижная полэушка 5, а под ней - вертикально подвижные, пуансонодержатель 6 с разреным пуансоном 7 и двумя пробивным
пуансонами 8 и две симметрично расположенные колодки 9 с упорами 10. Формовочный пуансон 11 связан с верхней частью штампа.четырьмя стержнями 12 с винтами 13. Головки стержней поджаты пружинами 14, усилие поджатия которых регулируется резьбовыми пробками 15. Ползушка на поверхности, взаимодействующей с пуансонодержателем и колодками, снабжена тремя рядами трапециевидных выступов и впадин с одинаковым шагом, причем крайние ряды выступов смещены по отношению к среднему ряду на половину шага. Такие же выступы имеются на пуансонодержтеле и колодках. На верхней плоскости ползушки предусмотрены два конусных углубления, а вверхней части штампа и в прокладке - вертикальные отверстия, в которых находятся шарики 16 подпружиненног фиксатора 17с резьбовыми пробками 18. Расстояние между осями отверстий и шариков больше расстояния между фи1 сирую1цими углублениями верхней плоскости ползутики на по.ловину шага трапециевидных выступов. К нижней части 19 штампа крепится матрица 20. На ней располагаются средства фиксации заготовки (не показаны). К нижней части штампа прикреплены две втулки 21, в которых сидят вертикально пс вижные стойки 22, поджатые пружинами 23 с резьбовыми пробками 24. В верхних частях обеих стоек предусмотрены пазы, в которых на осях 25 сидят поворотные упоры 26 со скосами, попеременно ззаимодействующими со ск:осами ползушки. Поворотные упоры удерживаются в горизонтальном положении пружинами 27 и штифтами 28. Механизм поочередно передачи усилий на пуансоны включает в себя перечисленные выше обойм молзушку, две колодки, пуансонодержатель и две стойки с поворотными упорами.
Штамп работает следующим образом Заготовка укладывается на матрицу 20 и фиксируется на ней, например, с помощью трафарета. При рабочем ходе ползушки верхняя часть 1 готампа опускается, формовочный пуансон 11 под действием пружин 14 находится в нижнем положении, а гюлзушка 5 - в крайнем правом положении, зафиксированном правым шариком 16. Когда скос на правой половине ползушки дойдет до скоса правого поворотного упора 26, последний вместе со стойкой 22 начнет опускаться, пока нижний торец стойки 22 не дойдет до углубления в нижней части 19 штампа. Первая стойка 22 остановится, а верхняя часть штампа продолжает опускаться, в результате чего скос на правой половине ползушки 5 начнет скользить по скосу подвижного упора и ползушка передвинется в крайнее левое положение, которое зафиксирует левый шарик 16, войдя в фиксирующее углубление на ползушке. При этом средний ряд выступов на ползушке окажется против впадин на пуансонодержателе, а крайние ряды выступов против выступов на колодках 9, которые при этом опустятся, так что упоры 10 примкнут к верхней плоскости формовочного пуансона 11. В момент соприкосновения формовочного пуансона с заготовкой средняя часть последней будет сплющена, поскольку усилие ползуна пресса передается на формовочный пуансон через верхнюю часть штампа, прокладку 3, ползушку 5, колодки 9 и упоры 10. Поскольку выступы пуансонодержателя в этот момент находятся против впадин на ползушке, пуансоны 7 и 8 заготовку не деформируют.
При обратном ходе ползуна пресса верхняя часть штампа поднимается в исходное положение. В момент, когда выдвинутая влево скошенная часть ползушки пройдет мимо левого поворотного упора, последний повернется а затем под действием пружины 27 займет прежнее положение. При следущем рабочем ходе ползуна скос на левой половине ползушки дойдет до левого поворотного упора и после опускания левой стойки 22 до крайнего нижнего положения ползушка передвинется в крайнее правое положение. При этом средний ряд выступов на ползушке окажется против выступов на пуансонодержателе, а крайние ряды выступов на ползушке - против впадин на колодках 9. В момент подхода ползуна пресса к нижней мертвой точке пробивные пуансоны 8 образуют с расплющенной части заготовки два отверстия, а разрезной пуансон 7 разделит ее на две части, причем формовочный пуансон 11 в этот момент выполняет роль прижима, а при обратном ходе ползуна съемника.
В результате этого получается две детали ( см. фиг.5). Детали можно удалять с поверхности матрицы сжатым воздухом. Достоинством предложенного штам па является его компактность, он может быть смонтирован на более быстроходном прессе, чем известный штамп. Формула изобретения 1. Штамп для изготовления деталей типа кабельных наконечников из трубчатых заготовок, содержагаий пу соны для плющения, пробивки отверс и образования наружного контура сплющенной части наконечника, закрепленные в пуансонодержателе, расположенном в верхней части атам па, а также матрицу, закрепленную в его нижней части, о т л и ч а гоад и и с я тем, что, с целью повышения производительности процесса изготовления деталей, штамп снабжен механизмом поочередной передачи усилий на пуансоны, выполненным в виде горизонтально подвижной ползушки и двух расположенных под ползушкой вертикально подвижных колодок, заключенных в обойму, в которой вертикально подвижно установлен пуансонод ржатель, а также двух вертикально подвижных стоек, расположенных с двух сторон полФиг / зушки и несущих соответственно два поворотных упора со скосами, попеременно взаимодействующих с ползушкой, на концах которой также выполнены скосы. 2.Штамп по П.1, отличающийся тем, что пуансонодержатель и колодки вьшолнены с чередующимися выступами и впадинами, а ползушка выполнена с тремя рядами таких же выступов и впадин, причем крайние ряды выступов смещены на половину шага по отношеиию к среднему ряду. 3.Штамп поп.1,отличающ и и с я тем, что Кс1ждая подвижная стойка подпружинена к нижней части штампа, а на другом конце ее выполнен паз, в котором размещен упор. 4.Штамп попп. 1и2,отличающийс я тем, что он снабжен подпружиненными фиксаторами положения ползушки, причем расстояние между фиксаторами больше расстояния между фиксирующими углублениями на ползушке на половину шага выступов . Источники информации, принятые вй внимание при экспертизе 1. Авторское свидетельство СССР № 369965 по кл. В 21D 53/36, 30.01 .70.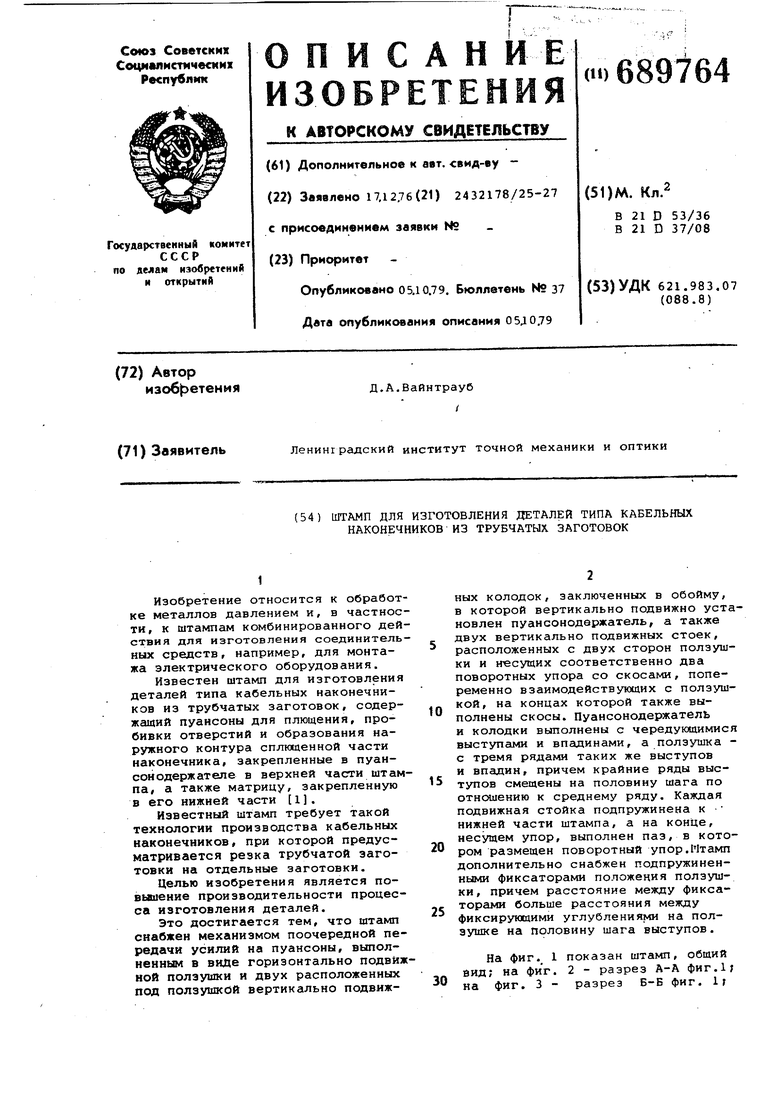
| название | год | авторы | номер документа |
|---|---|---|---|
| Одноручьевой штамп для высадки деталей из штанги на гкм | 1971 |
|
SU447209A1 |
| Гибочный штамп | 1990 |
|
SU1729660A1 |
| Штамп для пробивки отверстий в трубах | 1981 |
|
SU1085660A1 |
| Устройство для штамповки листового материала | 1990 |
|
SU1784360A1 |
| Штамп для изготовления гофрированных листов | 1987 |
|
SU1447475A1 |
| Штамп для разделительных операций | 1987 |
|
SU1433620A1 |
| Штамп для обработки цилиндрических заготовок | 1978 |
|
SU721174A1 |
| Способ изготовления электрических соединений и устройство для его осуществления | 1977 |
|
SU738019A1 |
| Устройство для перемещения штучных заготовок к штампу | 1988 |
|
SU1505642A1 |
| Гибочный штамп для изготовления скоб с горизонтальными полками | 1979 |
|
SU871902A1 |