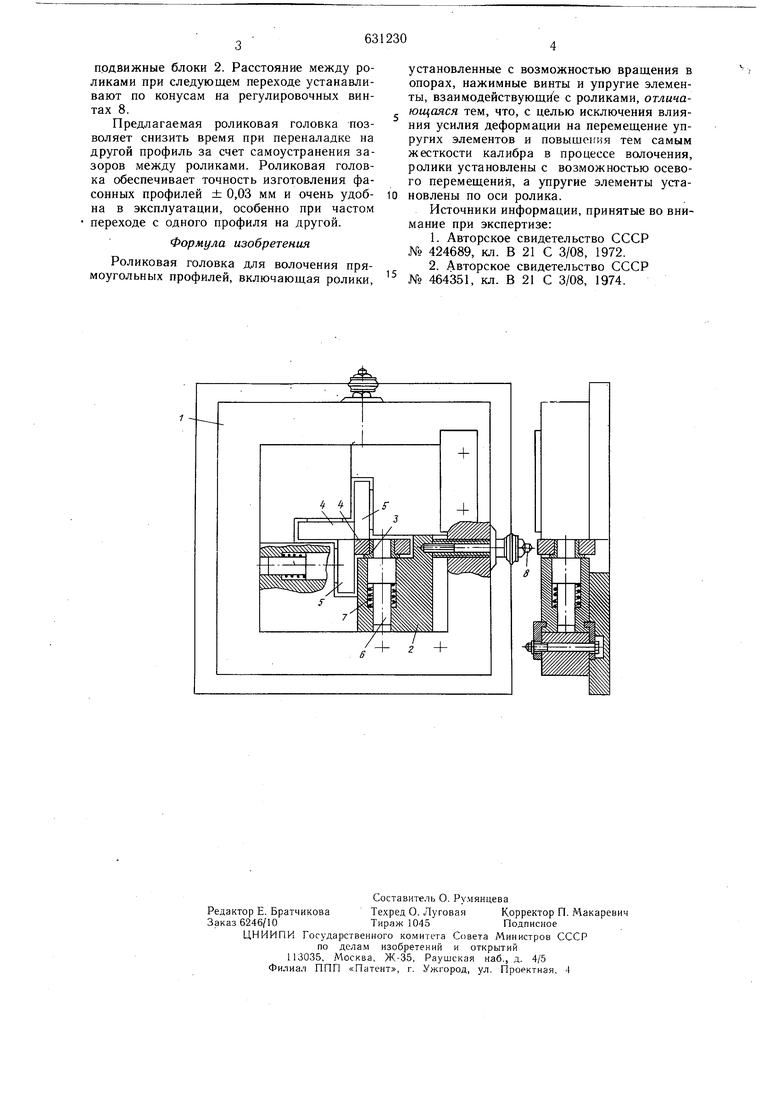
подвижные блоки 2. Расстояние между роликами при следующем переходе устанавливают по конусам на регулировочных винтах 8.
Предлагаемая роликовая головка позволяет снизить время при переналадке на другой профиль за счет самоустранения зазоров между роликами. Роликовая головка обеспечивает точность изготовления фасонных профилей ± 0,03 мм и очень удобна в эксплуатации, особенно при частом переходе с одного профиля на другой.
Формула изобретения
Роликовая головка для волочения прямоугольных профилей, включающая ролики,
установленные с возможностью вращения в опорах, нажимные винты и упругие элементы, взаимодействующй е с роликами, отличающаяся тем, что, с целью исключения влияния усилия деформации на перемещение упругих элементов и повыше1 ия тем самым жесткости калибра в процессе волочения, ролики установлены с возможностью осевого перемещения, а упругие элементы установлены по оси ролика.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 424689, кл. В 21 С 3/08, 1972.
2.Авторское свидетельство СССР
№ 464351, кл. В 21 С 3/08, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роликовая волока | 2021 |
|
RU2786256C1 |
| Рычажная роликовая волока | 1979 |
|
SU845926A1 |
| Роликовая волока | 1980 |
|
SU899191A1 |
| РОЛИКОВАЯ ВОЛОКА | 1993 |
|
RU2079386C1 |
| Клеть роликовой волоки | 1978 |
|
SU776689A1 |
| Роликовая волока | 1980 |
|
SU908465A1 |
| РОЛИКОВАЯ ВОЛОКА | 2002 |
|
RU2216418C2 |
| Роликовая головка для волочения продольно-гофрированных труб | 1981 |
|
SU997892A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ МАТЕРИАЛОВ И ВОЛОЧИЛЬНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2226441C1 |
| Роликовая головка | 1975 |
|
SU527223A1 |
1
