(54) РОЛИКОВАЯ ВОЛОКА
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИКОВАЯ ГОЛОВКА | 1972 |
|
SU425689A1 |
| Роликовая волока | 1983 |
|
SU1122392A1 |
| Роликовая волока | 1980 |
|
SU908465A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ И ДРУГИХ ПРОФИЛЕЙ | 1993 |
|
RU2061571C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОФИЛЯ | 1992 |
|
RU2040987C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ С ВОГНУТЫМИ ГРАНЯМИ | 1994 |
|
RU2074779C1 |
| РОЛИКОВАЯ ВОЛОКА | 2002 |
|
RU2216418C2 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |
| РОЛИКОВАЯ ВОЛОКА | 1993 |
|
RU2079386C1 |
| ЧЕТЫРЕХРОЛИКОВАЯ ГОЛОВКА | 1970 |
|
SU281389A1 |
1
Изобретение относится к волочильному производству.
Наиболее близким по технической сущности к изобретению является роликовая волока, включающая корпус с передней и задней торцевыми крыщками, ролики, установленные своими осями в опорных подщипниках, монтированых в подвижной вдоль линии включения кассете и контактирующих с нажимными копирами, установленными на корпусе 1.
Недостатком известной конструкции является то, что при настройке роликов на новый размер профиля необходимо пользоваться шаблоном и производить регулировку каждого ролика в. отдельности.
Целью изобретения является сокращение времени на настройку волоки путем обеспечения одновременной фиксации необходимых положений всех роликов волоки на требуемый размер готового профиля без использования шаблонов.
Поставленная цель достигается тем, что в устройстве, включающем корпус с передней и задней торцевыми крыщками, ролики, установленные своими осями в опорных подшипниках, смонтированных в подвижной
вдоль линии волочения кассете и контактирующих с нажимными копирами, установленными на корпусе, волока снабжена клином, расположенным перпендикулярно к линии волочения и установленным с возможностью перемещения между наклонно расположенной к линии волочения передней крышкой и торцевыми поверхностйми кассет, а нажимные копиры монтированы на корпусе неподвижно.
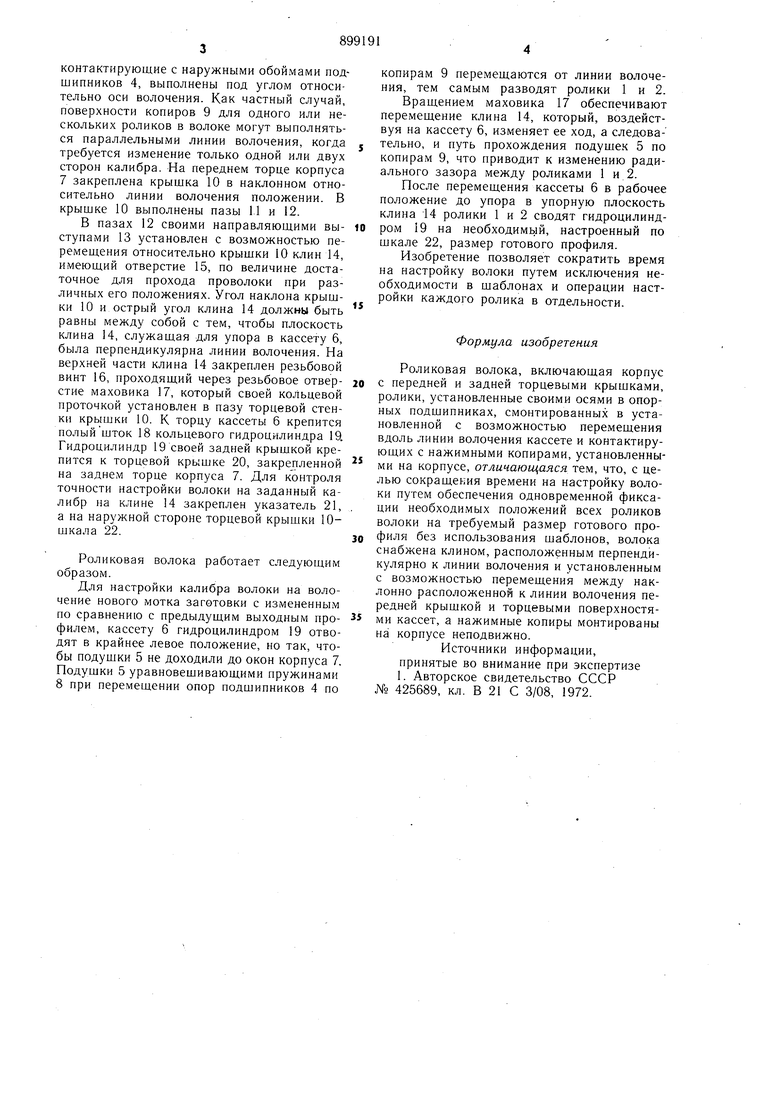
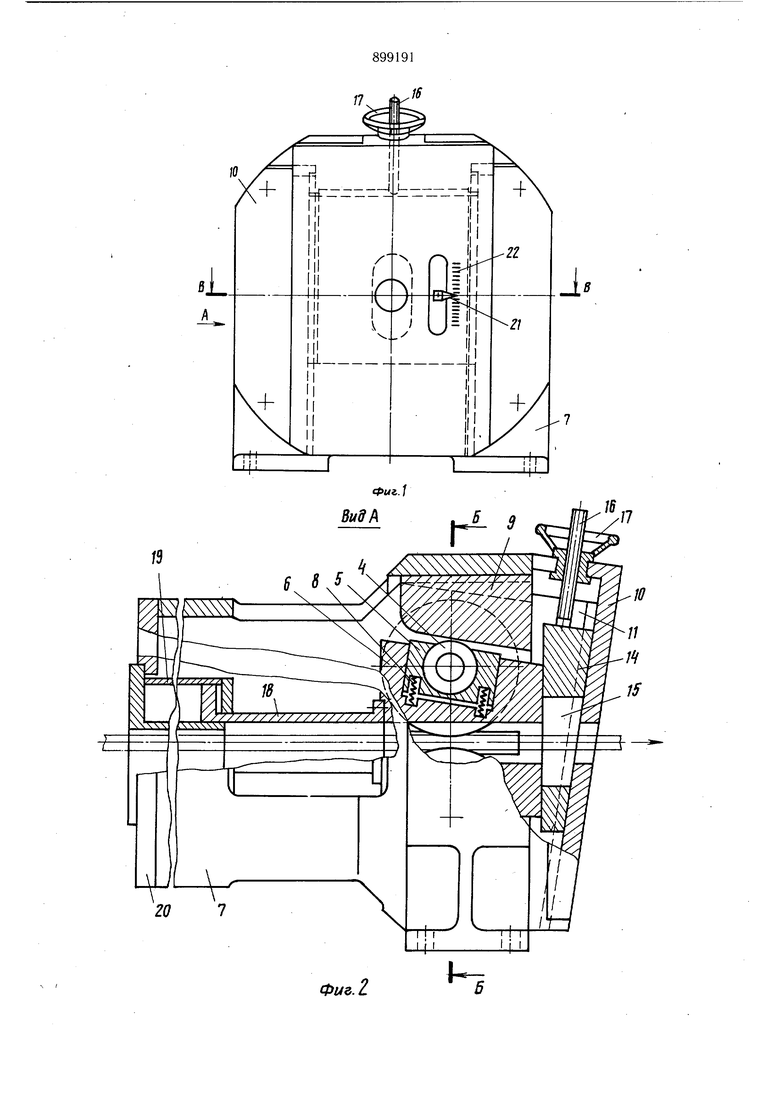
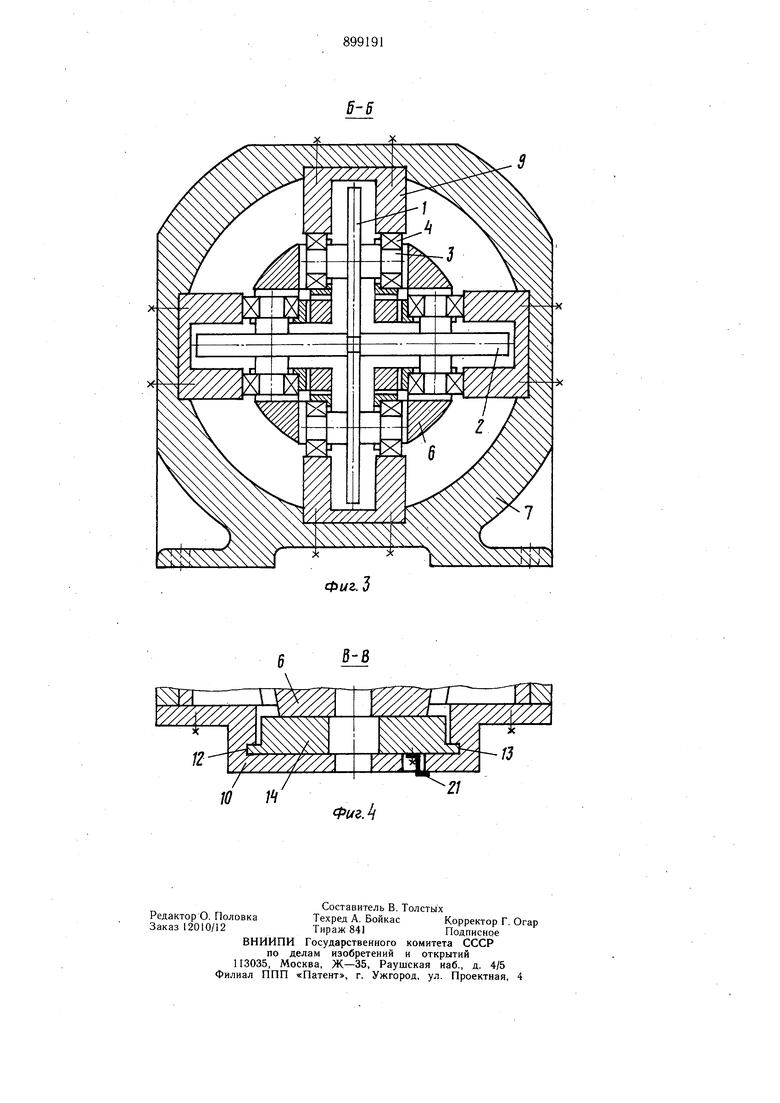
На фиг. I изображена роликовая волока, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 1.
Роликовая волока содержит вертикальные 1 и горизонтальные 2 ролики, закрепленные на осях 3, на шейках которых напрессованы опорные подшипники 4. Наружные обоймы подшипников 4 размещены в подушках 5 с возможностью свободного поворота в них. Подушки 5 вставлены в пазы кассеты 6, установленной в корпусе 7 с возможностью перемещения. Пружины 8 сжатия обеспечивают постоянное прижатие наружных обойм подщипников 4 к нажимным копирам 9, неподвижно закрепленным на корпусе 7. Поверхности нажимных копиров 9,
контактирующие с наружными обоймами подшипников 4, выполнены под углом относительно оси волочения. Как частный случай, поверхности копиров 9 для одного или нескольких роликов в волоке могут выполняться параллельными линии волочения, когда требуется изменение только одной или двух сторон калибра. На переднем торце корпуса
7закреплена крышка 10 в наклонном относительно линии волочения положении. В крышке 10 выполнены пазы 11 и 12.
В пазах 12 своими направляющими выступами 13 установлен с возможностью перемещения относительно крышки 10 клин 14, имеющий отверстие 15, по величине достаточное для прохода проволоки при различных его положениях. Угол наклона крышки 10 и острый угол клина 14 должны быть равны между собой с тем, чтобы плоскость клина 14, служащая для упора в кассету 6, была перпендикулярна линии волочения. На верхней части клина 14 закреплен резьбовой винт 16, проходящий через резьбовое отверстие маховика 17, который своей кольцевой проточкой установлен в пазу торцевой стенки крышки 10. К торцу кассеты 6 крепится полый шток 18 кольцевого гидроцилиндра 19. Гидроцилиндр 19 своей задней крышкой крепится к торцевой крышке 20, закрег1ленной на заднем торце корпуса 7. Для контроля точности настройки волоки на заданный калибр на клине 14 закреплен указатель 21, а на наружной стороне торцевой крышки 10шкала 22.
Роликовая волока работает следующим образом.
Для настройки калибра волоки на волочение нового мотка заготовки с измененным по сравнению с предыдущим выходным профилем, кассету 6 гидроцилиндром 19 отводят в крайнее левое положение, но так, чтобы подушки 5 не доходили до окон корпуса 7. Подушки 5 уравновещивающими пружинами
8при перемещении опор подшипников 4 по
копирам 9 перемещаются от линии волочения, тем самым разводят ролики 1 и 2.
Вращением маховика 17 обеспечивают перемещение клина 14, который, воздействуя на кассету 6, изменяет ее ход, а следовательно, и путь прохождения подущек 5 по копирам 9, что приводит к изменению радиального зазора между роликами 1 и 2.
После перемещения кассеты 6 в рабочее положение до упора в упорную плоскость клина 14 ролики 1 и 2 сводят гидроцилиндром 19 на необходимьш, настроенный по шкале 22, размер готового профиля.
Изобретение позволяет сократить время на настройку волоки путем исключения необходимости в шаблонах и операции настройки каждого ролика в отдельности.
Формула изобретения
Роликовая волока, включающая корпус с передней и задней торцевыми крыщками, ролики, установленные своими ося.ми в опорных подшипниках, смонтированных в установленной с возможностью перемещения вдоль линии волочения кассете и контактирующих с нажимными копирами, установленными на корпусе, отличающаяся тем, что, с целью сокращения времени на настройку волоки путем обеспечения одновременной фиксации необходимых положений всех роликов волоки на требуемый размер готового профиля без использования шаблонов, волока снабжена клином, расположенным перпендикулярно к линии волочения и установленным с возможностью перемещения между наклонно расположенной к линии волочения передней крышкой и торцевыми поверхностями кассет, а нажимные копиры монтированы на корпусе неподвижно.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 425689, кл. В 21 С 3/08, 1972.
Фиг. 2
Фиг.
21
