(54) КЛЕТЬ РОЛИКОВОЙ ВОЛОКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| РОЛИКОВАЯ ВОЛОКА | 2021 |
|
RU2768322C1 |
| Способ изготовления тонкостенных холоднодеформированных труб шестигранного сечения | 2023 |
|
RU2812288C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ И ДРУГИХ ПРОФИЛЕЙ | 1993 |
|
RU2061571C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ С ВОГНУТЫМИ ГРАНЯМИ | 1994 |
|
RU2074779C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ В РОЛИКОВЫХ ВОЛОКАХ | 2007 |
|
RU2329884C1 |
| СТАН НЕПРЕРЫВНОГО ХОЛОДНОГО ВОЛОЧЕНИЯ-ПРОКАТКИ ТРУБ | 2003 |
|
RU2236919C1 |
| Многовалковый калибр | 1979 |
|
SU806175A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЯ ЛИФТОВОЙ НАПРАВЛЯЮЩЕЙ | 2001 |
|
RU2207209C2 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
Изобретение относится iK волочению профилей через неприводные ролики. Оно может (быть применено как в черной, так и в цветной металлургии. Процесс волочения через роликовые воДОК1И имеет преимущ ества по сравнению -с волочением через 1МО|НОлитны.е волоки за счет .снижения величины силы внешнего т;р.ения iB очаге деформации {1. С целью снижения У1СИЛ1ИЯ, действующего на рабочие валк1и, повьшбН1Ия жесткости клети при обработке металлов давлением 1при1меняют многовалковые стамы, обеспечивающие минимальный диаметр рабочих валков (роликов). Известна прокатная клеть .кварто, состоящая из двух лриводных опорных валков большего диаметра, оои которых ра слоЛ|01жены неподвижно в станине клет1и; по наружной поверхности О1порных валков перемещаются рабочие валк,и малого диаметра, которые поджимаются К опорным валкам с помощью приж1И1М1Ных валков, связанйых со штоками шдро.пшлиндров с помощЪю с1И€тем роликов 12. Известна также многовалковая прокатн.ая клеть, содержащая две группы аимадетри-чно расположенных опорных валков, на неподвижных осях которых щлрнирно размещены подушки промежуточных приводных валков, на которьте, & свою очередь, опирается рабочий в а док. Подушки nip омежуточных валков имеют хвостовики, перемещение которых воюруг оси опорного вала осуществляется с помощью пидроцилиндров, что обеспечивает изменение растра рабочих валков 3. Применение таких клетей для волочения профилей через неприводные ролики имеет ряд недостатков, связанных со спецификой волочильного производства, где внещняя сила прикладывается к заготовке не ICO стороны рабочих роликов, а от тянущего органа непосредственно К изделию. В клети {2 -сложная конструкция для перемещения прижимного валка не обеспечивает симметричное раеположвние рабочих РОЛ.ИКОВ в процессе регулировки я волочения что может привести к созданию дополнительного изгибающего момента в очаге деформации и будет способствовать вознякновению обрывов. В клети 3 направление волочения преимущественно одностороннее, поэтому конструкция :клети усложнена и при этом такое KOHCTpyi ilHBHoe решение не Обеспечивает мин)имального диаметра рабочего валка, который расположен сим1мет1р1йчно относительно промежуточных валков.
Известна клеть роликовой волоки, содержащая корпус, две симметричные отнооительно оси волочения группы опорных и прижимных роликов разного дааметра и расположенные 1между ниМ|И яеприводные рабочие ролики, а также механизм, например, винтовой, для регулирования зазора между ролика.ми .
Недостатка1ми т.ахого устройства являются:
а)канструктивное увеличение диаметра рабочего ролика, который расположен симметрично между двумя роликами опорной лруппы. Это .связаио с тем, что для обеспечения жесткости клетм олорные ролики должны . как 1МОЖ:Но -больший диаметр, при этом увелич/ивается диам.етр рл бочего ролика, расположенного слм|метрично между опорными роликами. С увеличением диаметра рабочих (В ув еличивается площадь контакта роликов с металлом, заготовк И в о:чаге дефор1ма1ции и усилие на onoipiHbie .ролики возрастает, отри этом сни-жается жест1кость клепи и увеличиваются энергозатраты на преодоление сил т рения в очаге деформации;
б)так как все распорное усилие воспринимается регулировочной винтовой парой, что приводит к ее износу, то точность регулировки .зазора .между рабочими роликами уменьшается.
Описываемая клеть роликовой волоки лишена указанных недостатков и отличается, тем, что оси/опорных роликов (большего, диаметра) установдены. неподвижно в корпусе, а оси прижимных роликов м-еньшего диаметра размещены, .на рычагах, кине-маедч сли. связанньтх .между собой упомянуты;м. М:е : а;низмом регулирования зазора и соединенных с непод вижньгми ося;ми опорных роликов, при. этом. оои р.абочих роди ков..;соё.динены 1между соб.о.й с помощью щарнирных тяг и ползуна, установленного в г6} изонтдльн)1х направдяюпсих корпуса, симметрично, относительно опорных роликов. Оси прижимных и ра:боЧйх рЬлйков каждой группы связаны (между собой шарнирными тягами, а между .ш,арН1И1рными тягами, соед1И|Няющими оси .рабочих роликов, установлен упругий элеме.нт.;
При таком KOiHiCTpyKTBHHOM решении без увеличения габаритов .клеш обеспечивается повышенная жесткость роликовой волоки за счет увеличения диаметров опорных .роликов, оси которых установлены стационарно в корпусе, и снижения распорного уоилия при уменьшении, диаметров рабочих
рОЛИКО:.
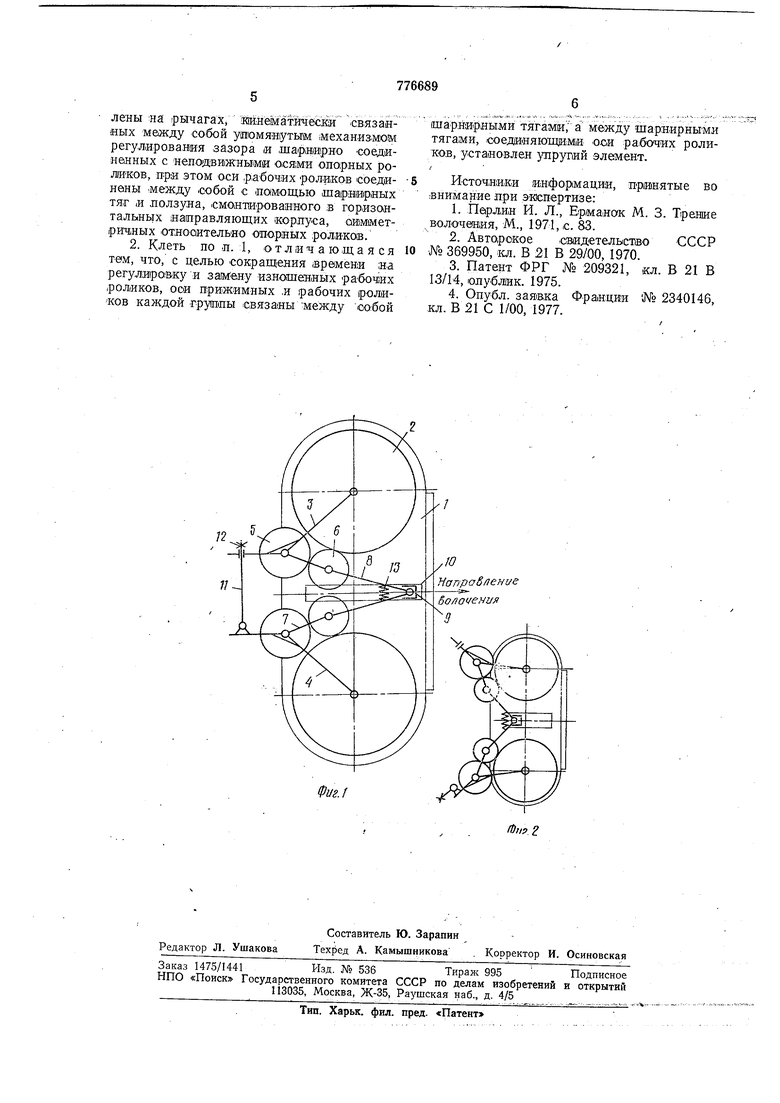
На фиг. 1 изображена кинематическая
схема клети роликовой, волоки в одном из
, .рабочих пр ложений; на .фиг. 2 - располоiK Hfe эле,ментов клет1И при замене рабочих
ролйков.
В корпусе 1 клети роликовой вОлоки
(ПЯ.ЯМ.РИТРНМ ПГ-.А n. гтт-1тт.т/-. .гт, ГЛ-
ролики.2 установлены.на неподвижных осях в корпусе. На осях опорных .роликов шарниряо ра.сположены качающиеся рычаги 3 и 4прижздмных ро.ликов .5. Оси прижимных роликов и рабоч1их роликов 6 связаны шарН|И1рными тя.гамн 7.
Оси рабочих роликов .соединены между собой ша.рнирными тягами .5 и ползуном, установленньим в горизонтальных направЛЯ.ЮЩИХ 10. Рычаги 3 и 4 Пр;ИЖ|ИМНЫХ рОЛИков сое|Динены между собой с номощью винта //, ш,арирно закрепленного на рычаге 4 и расположанного в пазу рычага 3, и гайки /.2. Между .шарни1рными тягами 8 смонтирована пружина .
Клеть работает следующим об.разом. Перед волочением с помощью винта 11 п гайки 12 рабочие ролики 6 устанавливаются на требуемый размер. В зазор .между роликами 6 пропускается заготовка, кото.рая захватывается тянущим органом волочильного стана, и осуществляется процесс волочения. При замене изношенных рабочих роликов разъединяют винт 11 и
тайку 12. Рычаги 5 и 4 отводятся в крайiHee ноложен.ие, при этом дазно-шенные рабочие ролики 6 выходят из зоны корпуса 1 и заменяются новым.и, после чего рычаги 3 н 4 соединяются между собой винтом // и
гайкой 12 и производится настройка роликовой ВОЛО.КИ на требуемый размер.
Испо.льзование предлагаемой клети роликовой волоки, например, для П|ро:изводства арматурной проволоки .в отраволочнам
цехе № 1 Днвпропетр.овского 1мет1изного завода позволит уменБЩить диаметр рабочего ролика с 82 до- 28 мм и вьшол.нить рабочий ролик -из твердого оплава. Отношение диаметров опорных рол1И|КОв и .прижимных
должно быть не менее 1,25. Применять в .конструкции .клети роликовой волоки -отношение диаметров .опорных роликов к при.ЖИМНЫ1М менее 1,25 .нецелесообразно, так как ;при этом размеры и опорных
роликов, по сравнению с конструкцией из-.вестных уст.ройств изменяются незначитель-.но и положительный эффект от установки осей опорных роликов неподвижно в корпусе будет использован недостаточно полно.
Формула и 3 о б р е т е Н и я
f - , .
волочения лруппы -опорных и прижимных роликов разного диамет1ра и расположенные между Н1ИМИ яеп.риво.дные рабочие ролики, а также механизм, например, .В(Интовой для регулированиязазо-ра между роликами, отличающаяся тем, что, с целью повьгшения жесткости «лети, уменьшения .диаметра рабочих роликов, ош опорных роликов (больш-его диа-метра) смонтированы неподвижно в корпусе, а оси прижимлены :на рычагах/ шнёШтМес йг связанных между собой упомянутым |Механиамо м регулирования зазора и maipHiHipHO соединенных с «еподвижньши ссямтг оло:рных роликов, при этом оси ,р:абоч их роликов соединены между .собой с ламощью шарнирных тяг ,и .ползуна, .смонтированного в горизонтальных направляющих корлуса, симметричных отнооительяо опорных роликов.
шарнирными тягами, а между шарнирными тягами, соединяющими ос.и рабочих роликов, установлен упругий элемент.
,
Источники шьнформации, принятые во внимание при ЭЮспертизе:
/
///7 Лапрабпение
Вопочения
