1
Изобретение относится к технике обработки металлов давлением, в частности к инструменту для гибки труб.
Известны рогообразные сердечники для гибки труб путем протяжки через них трубных заготовок в горячем состоянии 1.
При этом для получения крутоизогнутых отводов из длинномерной трубы нарезают трубные заготовки длиной, превышающей длину, необходимую для получения отвода, поскольку при протяжке образуются неровные торцы, гофры, козырьки, идущие впоследствие в отход.
Существует специальный пресс для протяжки через рогообразный сердечник длинномерной трубы с одновременной резкой ее при сходе с рогообразного сердечника 2.
Однако для резки трубы на отводы требуется специальное отрезное устройство, которое не всегда можно использовать вследствие того, что нагрев может быть не только индукционный, но и пламенный. При этом конец рогообразного сердечника необходимо располагать в печи, где температура достигает 1000°С.
Известен рогообразный сердечник, выполненный полым для ох -;аждения его жидкостью с подводящими и отводящими отверстиями с подпорным клапаном на штанге на криволинейном участке 3 .
Однако и эта конструкция не обеспечивает резку протягиваемой трубы при сходе ее с рогообразного сердечника.
Целью изобретения является устранение указанных недостатков.
Цель достигается тем, что на конце криволинейного участка выполнены радиальные отверстия, сообщающиеся с внутренним каналом.
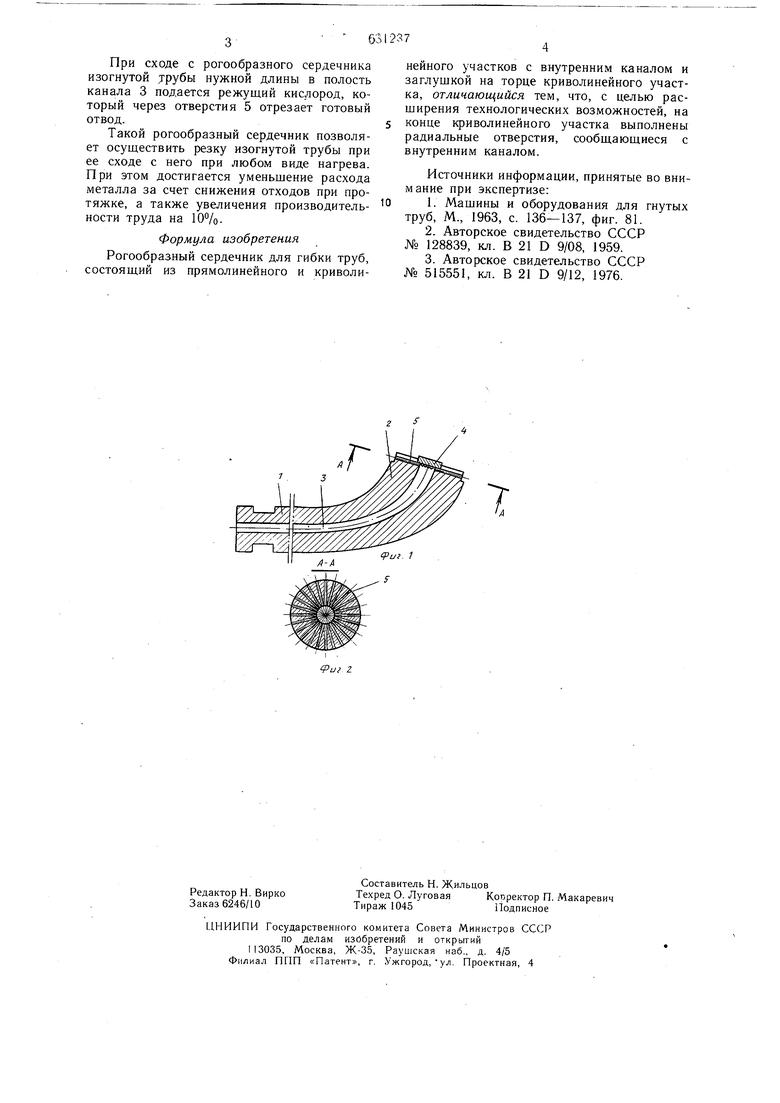
На фиг. 1 показан рогообразный сердечник, общий вид; на фиг. 2 - то же, разрез А-А фиг. 1.
Рогообразный сердечник имеет пря.мОоЧинейный 1 и криволинейный 2 участки с внутренним каналом 3 и заглушкой 4, установленной на торце криволинейного участка. Там же просверлены сквозные радиальные отверстия 6, сообщенные с полостью канала 3. Отверстия просверлены с таким щагом, при котором обеспечивается перекрытие режущих зон при подаче режущего кислорода в отверстия.
Резка осуществляется следующим образом.
При сходе с рогообразного сердечника изогнутой трубы нужной длины в полость канала 3 подается режущий кислород, который через отверстия 5 отрезает готовый отвод.
Такой рогообразный сердечник позволяет осуществить резку изогнутой трубы при ее сходе с него при любом виде нагрева. При этом достигается уменьщение расхода металла за счет снижения отходов при протяжке, а также увеличения производительности труда на 10%.
Формула изобретения
Рогообразный сердечник для гибки труб, состоящий из прямолинейного и криволинеиного участков с внутренним каналом и заглушкой на торце криволинейного участка, отличающийся тем, что, с целью расщирения технологических возможностей, на конце криволинейного участка выполнены радиальные отверстия, сообщающиеся с внутренним каналом.
Источники информации, принятые во внимание при экспертизе:
1.Машины и оборудования для гнутых труб, М., 1963, с. 136-137, фиг. 81.
2.Авторское свидетельство СССР № 128839, кл. В 21 D 9/08, 1959.
3.Авторское свидетельство СССР № 515551, кл. В 21 D 9/12, 1976.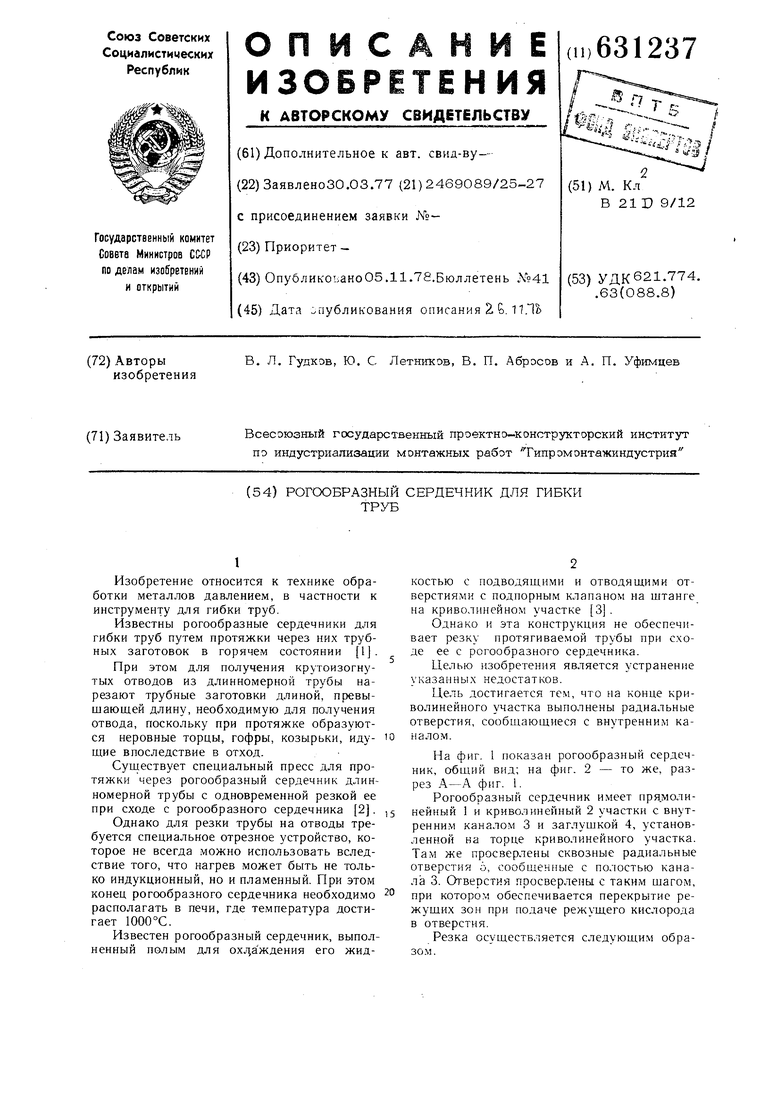
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВОДОВ | 1991 |
|
RU2028849C1 |
| Рогообразный сердечник | 1985 |
|
SU1250351A1 |
| Способ изготовления изогнутых отводов | 1984 |
|
SU1247117A1 |
| Линия протяжки отводов | 1987 |
|
SU1473872A1 |
| Рогообразный сердечник для изготовления отводов из трубных заготовок | 1979 |
|
SU863069A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ ИЗ ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ | 2011 |
|
RU2465087C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ | 2001 |
|
RU2205712C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ | 1996 |
|
RU2096113C1 |
| Пресс для изготовления трубных отводов | 1977 |
|
SU622533A1 |
| Способ изготовления крутоизогнутых отводов | 1985 |
|
SU1278063A1 |
1л
