Изобретение относктся к обработке металлов давлением и может быть использовано при изготовлении биметаллических заготовок для прессования на прутки, предназначенные, например, для изготовления пальцев ходовой части гусеничных машин.
Известна многослойная заготовка, содержащая сердечник и плакирующий слой, у которой концы сердечника утоняют до толщины, равной толщине сердечника в готовом изделии. Однако известная заготовка не обеспечивает равномерного плакирующего слоя по длине пресс-изделия /1 1,
Наиболее близкой по технической сущности и достигаемому результату к изобретению является многослойная заготовка для прессования прутков, содержащая сердечник, выполненный с коническим концом и наплавленным на его поверхности плакирующим слое..
Но эта биметаллическая заготовка не обеспечивает необходимое соотношение металлов в пресс-изделии в начальной стадии прессования, что приводит к повышенно.му расходу металла, а также не обеспечивает равномерность плакирующего слоя по длине изделия.
Целью изобретения является уменьшение расхода металла и улучшение качества прессизделия.
Согласно .изобретению поставленная цель достигается те.м, что конец заготовки выполнен в виде усеченного конуса, меньшее основание которого по величине диаметра и толщине плакирующего слоя равно готовому пресс-изделию, причем угол усеченной конической части сердечника определен из соотношения
. , dcC-fe-D nCD3-a.,)cigf J
где dc - диаметр сердечника в прессизделии, мм;
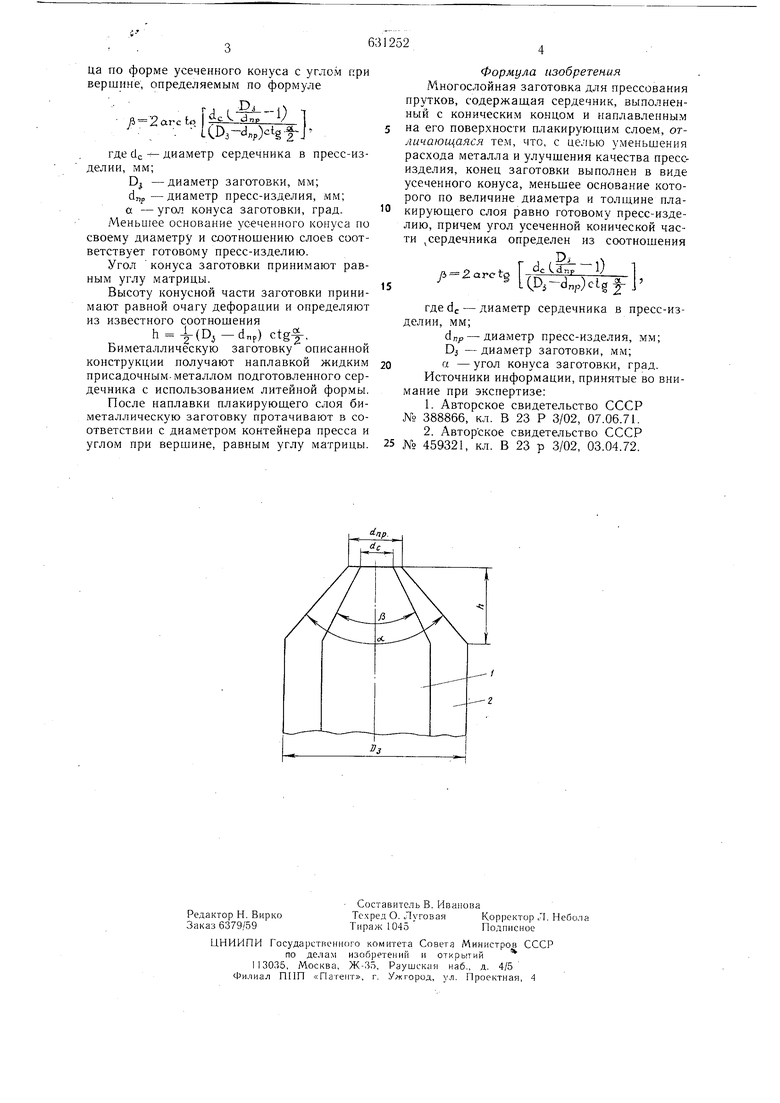
dnp -диаметр пресс-изделия, мм; DJ - диаметр заготовки, мм; а - угол конуса заготовки, град. На чертеже изображена многослойная заготовка в разрезе.
Заготовка содержит сердечник 1 и плакирующий слой 2. Сердечник заготовки перед наплавкой обрабатывают с одного конца по форме усеченного конуса с углоМ при вершине, определяемым по формуле
D,
. 2агсыЛ л..
. LCD3-d«p)tg-f-J
где dc - диаметр сердечника в пресс-изделии, мм;
D -диаметр заготовки, мм; dnp -диаметр пресс-изделия, мм; а - угол конуса заготовки, град.
Меньшее основание усеченного конуса по своему диаметру и соотношению слоев соответствует готовому пресс-изделию.
Угол конуса заготовки принимают равным углу матрицы.
Высоту конусной части заготовки принимают равной очагу дефорации и определяют из известного соотношения
h (.p) ctgf.
Биметаллическую заготовку описанной конструкции получают наплавкой жидким присадочным, металлом подготовленного сердечника с использованием литейной формы.
После наплавки плакирующего слоя биметаллическую заготовку протачивают в соответствии с диаметром контейнера пресса и углом при вершине, равным углу матрицы.
Формула изобретения Многослойная заготовка для прессования прутков, содержащая сердечник, выполненный с коническим концом и наплавленным на его поверхности плакирующим слоем, отличающаяся те.м, что, с целью уменьшения расхода металла и улучшения качества прессизделия, конец заготовки выполнен в виде усеченного конуса, меньш-ее основание которого по величине диаметра и толщине плакирующего слоя равно готовому пресс-изделию, причем угол усеченной конической части сердечника определен из соотношения
yb 2arct8 . 1 )clg|- J
гдedc - диаметр сердечника в пресс-изделии, мм;
dnp - диаметр пресс-изделия, мм; D} -диа.метр заготовки, мм; а - угол конуса заготовки, град.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 388866, кл. В 23 Р 3/02, 07.06.71.
2.Авторское свидетельство СССР 5 № 459321, кл. В 23 р 3/02, 03.04.72.
| название | год | авторы | номер документа |
|---|---|---|---|
| Составная заготовка для прессования биметаллических прутков | 1990 |
|
SU1738410A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ | 1996 |
|
RU2115498C1 |
| Способ получения биметаллических прутков | 1977 |
|
SU710720A1 |
| Кузнечная оправка для протяжки | 1985 |
|
SU1326383A1 |
| Способ стыкового соединения биметаллических прутков | 1979 |
|
SU863259A1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ ПРОВОЛОКИ | 2013 |
|
RU2557378C2 |
| СПОСОБ ПЛАКИРОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2654398C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРУТКОВ | 2011 |
|
RU2463138C1 |
| Многослойный пруток | 1984 |
|
SU1278160A1 |
| Способ центробежного литья биметаллических прутков | 1981 |
|
SU959909A1 |
