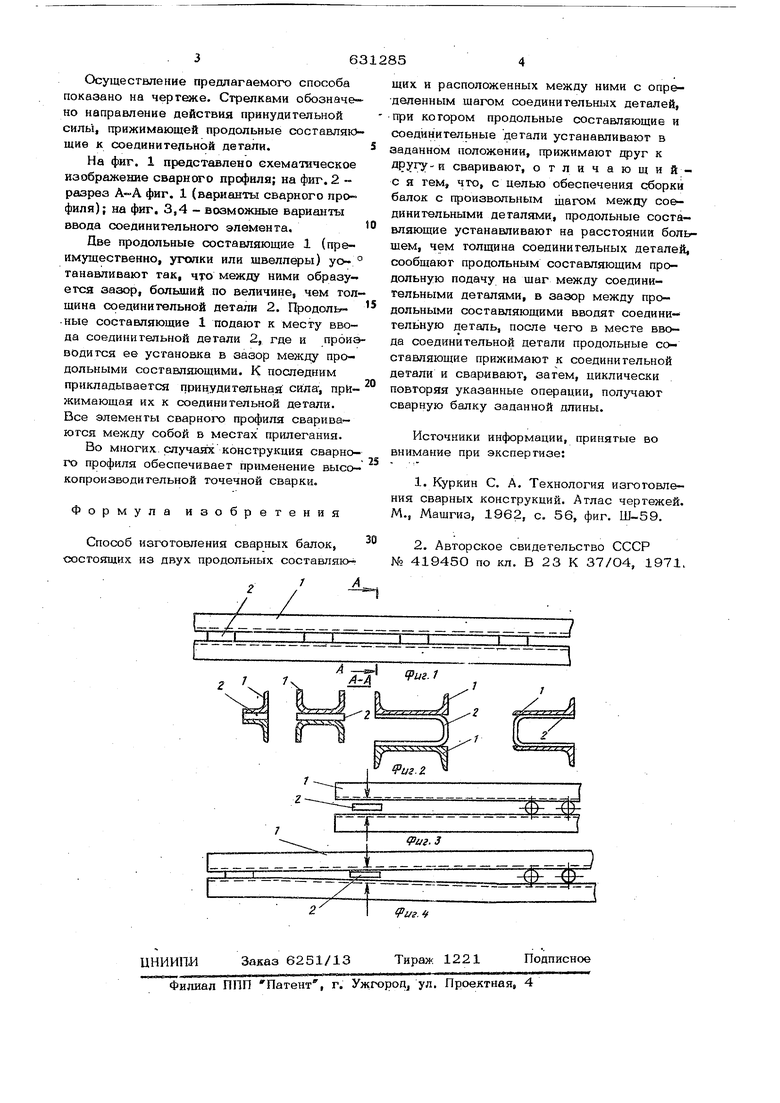
Изобретение относигея к сварке, а именно к способу изготовления сварных балок. Известен способ изготовления сварного профиля, преимущественно таврового .(двутаврового)сечения, включающий сборку и сварку двух уголков (швеллеров) с соединительными элементами, устанавли-Баемыми между ними по длине через шаг . Этот способ предполагает изготовление балок конечной длины, входящих в состав решетчатой формы. Сущность способа заключается в том, что на стойку швеллера или полку уголка укладывают Орединительные элементы, затем на них укладывают второй -швеллер или уголок и производят сварку. .Однако такой способ весьма непроизво дителен, так как требует большогчэ числа технологических операций, что затрудняет автоматизацию процесса изготовления сва ного профиля-. Известен способ изготовления сварных балок, сосгояших из двух продольных составляющих и расположенных между ними с (определенным шагом соединительных деталей, при котором продольные составляк щие и соединительные детали устанавливают в заданном положении, прижимают друг к другу и сваривают 2 . Но известный способ не обеспечивает сборку балок с произвольным шагом меж- ,ду соединительными деталями. Цель изобретения - создание такого способа, который обеспечил бы сборку ба лок с произвольным Шагом между соединительными деталями. Указанная цель достигается тем, что продольные составляющие устанавливают на расстоянии большем, чем толщина со&дини тельных деталей, сообщают продольгным составляющим продольную подачу на шаг между соединительными детал51ми, в зазор между продольными составляющими вводят соединительную деталь, после чего в месте ввода соединительной детали продольные составляющие прижимают к соединительной :детали и сваривают, затем, циклически повторяя указанные операции, получают сварную балку заданной длины. Осуществление предлагаемого способа показано на чертеже. Стрелками обозначено направление действия принудительной силь1, прижимающей продольные сосгавляющие к соединительной детали. На фиг. 1 представлено схематтнческое изображение сварного профиля; на фиг. 2 разрез фиг. 1 (варианты сварного профиля); на фиг. 3,4 - возможные варианты ввода соединительного элемента. Две продольные составляющие 1 (преимущесгвенно, уххзяки или швеллеры) уотанавливают так, что между ними образуется зазор, больший по величине, чем тол щина соединительной детали 2. Продольные составляющие 1 подают к месту ввода соединительной детали 2, где и произ водится ее установка в зазор между продольными составляющими. К последним прикладывается принудительная сила прижимающая их к соединительной детали. Все элементы сварного профиля свариваются между собой в местах прилегания. Во многих.случаях конструкция сварного профиля обеспечивает применение высокопроизводительной точечной сварки. Формула изобретения Способ изготовления сварных балок, состоящих из двух продольных составляю- № /А
/ / щих и расположенных между ними с определенным шагом соединительных деталей, при котором продольные составляющие и соединительные детали устанавливают в заданном положении, прижимают друг к другу и сваривают, отличающийс я тем, что, с целью обеспечения сборки балок с произвольным шагом между соединительными деталями, продольные составляющие устанавливают на расстоянии большем, чем толщина соединительных деталей, сообщают продольным составляющим продольную подачу на шаг между соединительными деталями, в зазор между продольными составляющими вводят соединительную деталь, после чего в месте ввода соединительной детали продольные составляющие прижимают к соединительной детали и сваривают, затем, циклически повторяя указанные операции, получают сварную балку заданной длины. Источники информации, принятые во внимание при экспертизе: 1. Куркин С. А. Технология изготовления сварных конструкций. Атлас чертежей. М., Машгиз, 1962, с. 56, фиг. Ш-59. 2. Авторское свидетельство СССР 41945О по кл. В 23 К 37/О4, 1971
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварных балок из двух профилей | 1976 |
|
SU659324A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОК-МОДУЛЯ | 2023 |
|
RU2805726C1 |
| Рама контейнеровоза и способ ее сборки | 1991 |
|
SU1776241A3 |
| Каркас мобильного каркасно-модульного здания | 2022 |
|
RU2786917C1 |
| УЗЕЛ СОЕДИНЕНИЯ УПОРОВ АВТОСЦЕПКИ, СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛА И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УЗЛА | 2008 |
|
RU2395419C9 |
| МЕТАЛЛИЧЕСКИЙ КАРКАС МОНОЛИТНОЙ ЖЕЛЕЗОБЕТОННОЙ ПЛИТЫ | 2016 |
|
RU2611661C1 |
| Модуль безбалластного рельсового пути | 2024 |
|
RU2831210C1 |
| РАМА БОКОВАЯ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА ШТАМПОСВАРНОЙ КОНСТРУКЦИИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566798C2 |
| Установка для сборки и сварки стержневых элементов с соединительными накладками | 1980 |
|
SU897453A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ И СПОСОБ СВАРКИ С ЕГО ПРИМЕНЕНИЕМ | 1998 |
|
RU2137579C1 |
иг.2
