(54) СПОСОБ НАЛАДКИ ВНУТРИШЛМФОВАЛЬНОГО
АВТОМАТИЧЕСКОГО СТАНКА

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки режущего инструмента | 1987 |
|
SU1770099A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2107605C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ | 2003 |
|
RU2239537C1 |
| СПОСОБ ОТДЕЛОЧНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЯ С ЭЛЛИПТИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2211129C1 |
| Способ глубинного шлифования цилиндрической детали | 1987 |
|
SU1426756A2 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2003 |
|
RU2287420C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| СПОСОБ ШЛИФОВАНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ НА УСТРОЙСТВЕ ДЛЯ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2007 |
|
RU2353500C2 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239545C1 |
Изобретение относится к станкостроению и применено при наладке автоматических внутришлифовальных станков на обработку отверстий заданного диаметра с правкой круга алмазом и заданием диаметра путем ограничения хода подачи по жесткому упору.
Известен способ наладки внутришлифо- Бального автоматического станка на диаметр отверстия для обработки деталей по жесткому упору с периодической правкой шлифовального круга алмазом, при котором определяют зависящую от точности установки алмаза по высоте относител но линии центров детали и шлифовального круга систематическую погрешность диаметра отверстия при обработке партии деталей и компенсируют погрешность обработки смещением алмаза по высоте от носительно линии пентров детали и шлифовального круга P.J.
Недостатком известного способа является необходимрсть многократного смешения алмаза по высоте до получения заданного диаметра обрабатываемого от
BepcTiiH, что приводит к снижению точнооти обработки и усложнению процесса наладки.
1Деяь изобретения - повышение стабильности наладки и снижение ее труд о- емкости.
Это достигается тем, что по предлагаемому способу алмаз дополнительно смешают на вешгчину систематической
погрешности обработки в плоскости, проходящей через оси вращения детали и шлифовального круга, при этом величину компенсирующего смещения алмаза по высоте относительно лишш центров детали
и шлифовального крута определяют по формуле:
1 2
(.где
компенсирующее смещение алмаза по вьсоте;
диаметры шлифовального круга
-1 2.
соответственно до и после обработки партии деталей;
36
д - систематическая погречгиость
обработки.
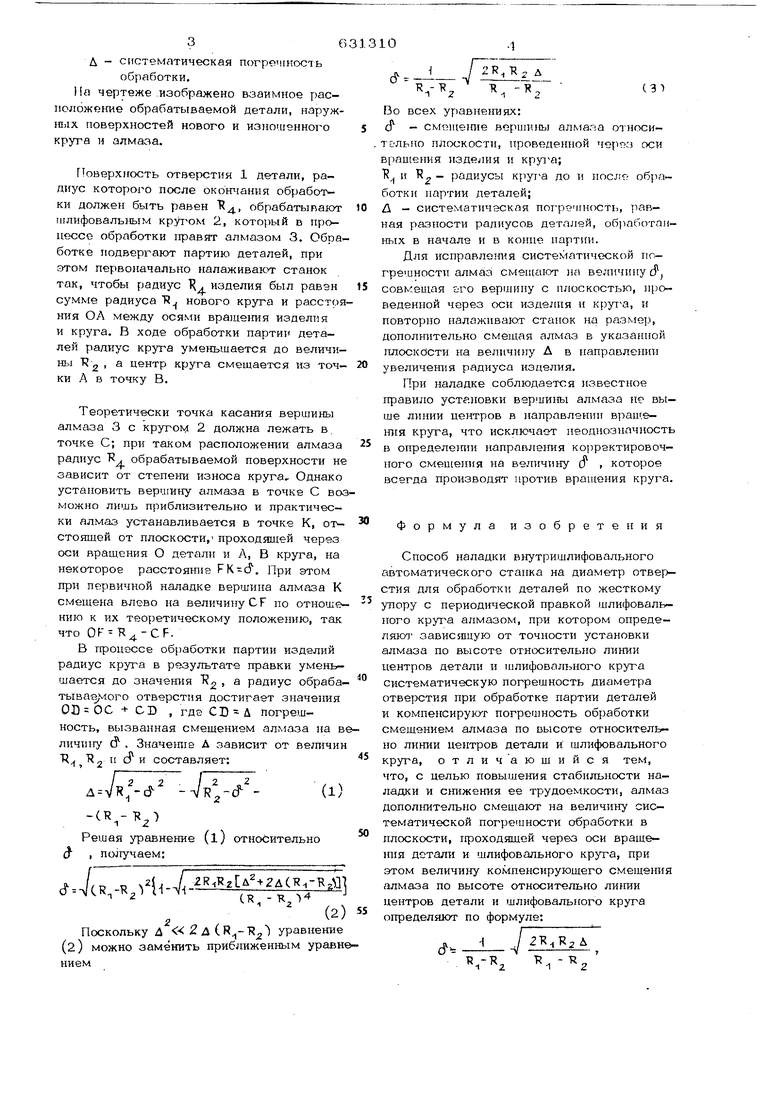
На чертеже .изображено взаимное 7)асположение обрабатываемой детали, наружш 1х поверхностей нового и изношенного круга и алмаза.
ГТоверхность отверстия 1 детали, радиус которого после окончания обработки должен быть равен Кд, обрабатывают шлифовальным кругом 2, который в процессе обработки хфавят алмазом 3. Обработке подвергают партию деталей, при этом первоначально налаживают станок так, чтобы радиус К изделия был равен сумме радиуса TR нового круга и расстояния ОА между осями вращения изделия и круга. В ходе обработки партии деталей радиус круга уменьшается до величиlibi , а центр круга смещается из точки А в точку В.
Теоретически точка касания вершины алмаза 3 с кругом 2 должна лежать в. точке С; при таком расположении алмаза радиус Т обрабатываемой поверхности не зависит от степени износа круга. Однако установить веригину алмаза в точке С возможно лишь приблизительно и практически алмаз устанавливается в точке К, отстоящей от плоскости, проход Ш1ей через оси вращения О детали и А, В круга, на некоторое расстоят1е FK-rf. При этом при первичной наладке вершина алмаза К смещена влево на величину С F по отноше- нию к их теоретическому положению, так что .
В процессе обработки партии изделий радиус крута в результате правки уменьшается до значения радиус обрабатывае/мого отверстия достигает значения OD ОС + CD , ГДЕ CD Д погрешность, вызванная смещением алмаза на величину . Значешш Л зависит от ве;шчин и с и составляет:
A Vs-d -л//,-/-(1)
-CR,-K)
Решая уравнение (l) относительно (J , по гучаем;
J Jc, 111 - Vl iSSScMl
(2)
Поскольку л «2д() уравнение (2) можно заменить приближенным уравнением
-1
2R,K д
d.-,
-,
V.
Во всех уравнениях:
cf - смещение алмала отнсх:итсЛЬ Ш плоскости, проведенной чероз оси вращения изделия и Т,| и R - радиусы до и после обработки партии деталей;
Д - систематическая погремгнсх т,, равная разности радиусов деталей, обработанных в начале и в конпе партии.
Для исправления систематической погрелности алмаз смещают )ia величину rf, совмещая его вершину с плоскостью, роведенной через оси изделия и , и повторно налаживают станок на размер, допол штельно смещая алмаз в указанной плоскости на величину А в направлении увеличения радиуса изделия.
При наладке соблюдается известное гфавило установки вершины алмаза не выше линии центров в направлении враш.ет1Я круга, что исключает неоднозначност в определе1ши направления корректировочного смеи е1П1я на величину cf , которое всегда производят против вращения круга
Формула изобретения
Способ наладки внутришлифовального автоматического станка на диаметр отверстия для обработки деталей по жесткому упору с периодической правкой шлифовального кругла алмазом, при котором опредеЛЯЮ1 зависшцую от точности установки алмаза по высоте относительно линии центров детали и шлифовального круга систематическую погрешность диаметра отверстия при обработке партии деталей и компенсируют погрешность обработки смещением алмаза по высоте относительно линии центров детали и шлифовального круга, отличающийся тем, что, с целью повышения стабильности наладки и снижения ее трудоемкости, алмаз дополнительно смещают на величину систематической погреашости обработки в плоскости, гфоходящей через оси вращения детали и шлифовального круга, при :УГОМ величину компенсирующего смещения алмаза по высоте относительно линии центров детали и шлифовального круга определяют по формуле:
cj ± -/IlillA
т,
-к. где t R R д 5Ькомпонсирушшее CMeuieirap алмазаИсточники информсгпии, irpHUHTi ie во по высоте;enHMatrae при экспертизе: диаметрл чипк овального крута соответственно до и после обра-1. Прохоров Л, Ф, и др. {аладка и боткн партии детален;5 эксплуатащш бесиентровых шлифовальсистематическая погрешность об-ных станков. М., 1976, с. 96-97, работки.рис. 51. 631310f.
