Обычно металлические балки изгибают путём протаскивания их по направляющим роликам или в:алкам, расположенным по дуге кзгибанпя. Такой способ требует сложного оборудования.
Способ, согла1сно изобретению, заключается в том, что балку, подлежащую изгибанию, подвергают удлинению на части её профиля, в результате чего получается изтибание балки около оси, расположенпсй за необрабатываемой частью профиля. Такой способ обеспечивает его осуществление путём обычпой прокгтки. той части профиля, па которой необходимо получить удлинение балки, следствием чего является возможность упростить необходимое оборудование до двух роликов или валков.
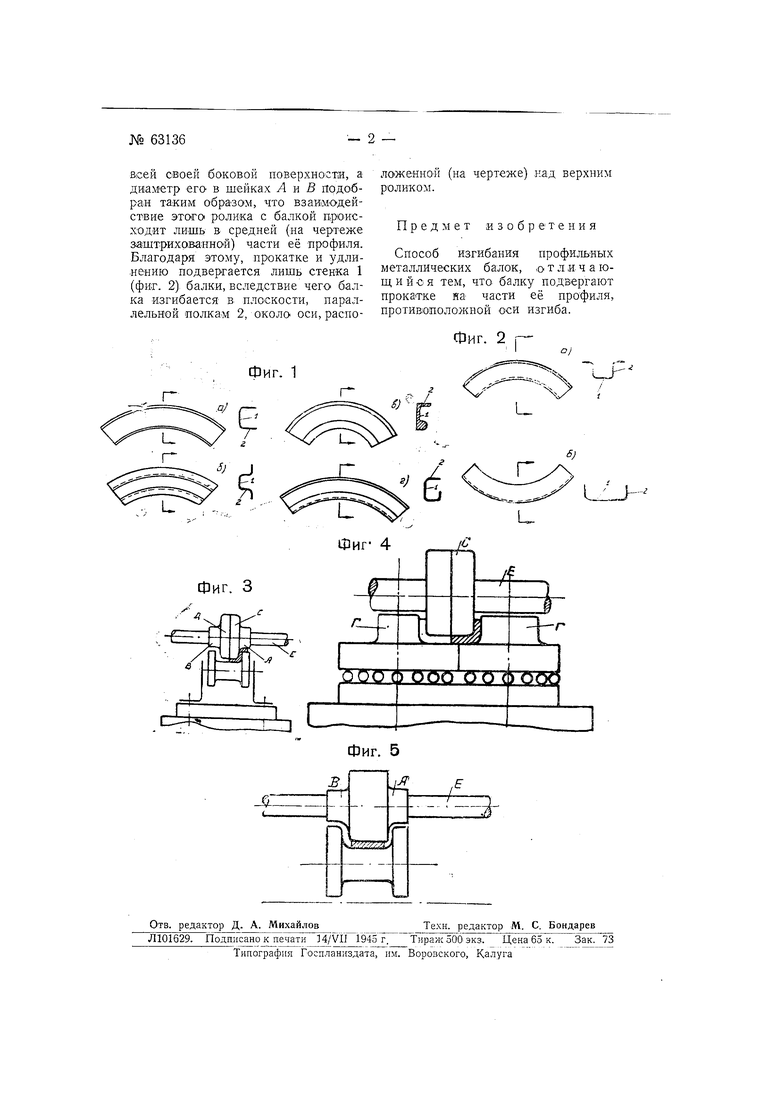
На чертеже фиг. 1 изображает корытообразные балки, изогнутые Б плоскости, параллельной стенке 1; фиг. 2 - те же балки, изогнутые В в плоскости, параллельной полкам 2; фиг. 3 и 4 - устройст1ва для изгибаиия балок по фиг. 1; фиг. 5 - устройство для изгибания балок по фиг. 2.
Для изгибания балок по фиг. I может быть применено устройство по фиг. 3, за|Ключгтощее В себе два ролика или валка, из которых нижний ролик имеет профиль, обеспечивающий ему взаимодействие с балкой по всему её профилю, а .ролик, насаженный на вал Е, имеет диаметр в части А и С больщий, чем в части В и Д, блат адаря чему балка подвергается прокатке, а следовательно удлинению, липиь в части (на чертеже заштрихованной) своего профиля. Такая прокатка обеспечивает изгибание балки в плоскости, параллельной стенке 1 (фиг. 1) около оси, расположенной (по чертелгу) слева от устройства.
При необходимости получения более крутого изгиба может быть применено устройство по фиг. 4, в котором вместо одного нижнего ролика применены два ролика Г, вращающиеся в противоположные стороны около сзюнх осей, расположенных перпендикулярпо к оси вала Е в одной плосткости с этой осью.
Для изгибания балок по фиг. 2 может быть применено устройство по фиг. 5, в котором вер.хний ролик и.меет одинаковый диаметр для
всей своей боковой поверхности, а диаметр его в шейках А н В подобран таким образом, что взаимодействие этого ролика с балкой происходит лишь в средней (на чертеже заштрихо.ваниой) части её профиля. Благодаря этому, прокатке и удлинению подвергается лишь стенка 1 (фиг. 2) балки, вследствие чего балка изгибается в плоскости, параллельной полкам 2, около оси, распоФиг. 1
Фиг- 4
Фиг. 3
ложениой (на чертеже) над верхним роликом.
Предмет изобретения
Способ изгибания профильных металлических балок, о т л и ч а юш;ийоя тем, что балку подвергают прокатке яа части её профиля, противоположной оси изгиба. Фиг.
UUJt2
ЗГ
Q ОО СГООО О О С) ООс
1п
Фиг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изгибания листового металла в И-образную форму | 1939 |
|
SU57650A1 |
| УЛУЧШЕННАЯ БАЛКА | 2004 |
|
RU2340744C2 |
| СТЕЛЛАЖ СБОРНО-РАЗБОРНЫЙ МЕТАЛЛИЧЕСКИЙ И СТАБИЛИЗАТОР ПОЛОЖЕНИЯ БАЛОК СТЕЛЛАЖА (ВАРИАНТЫ) | 2022 |
|
RU2783952C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ЭЛЕМЕНТОВ И СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 1989 |
|
RU2097504C1 |
| Металлодеревянная балка | 2022 |
|
RU2788183C1 |
| ИЗОГНУТАЯ ВО МНОЖЕСТВЕ НАПРАВЛЕНИЙ БАЛКА, УСТРОЙСТВО РОЛИКОВОГО ФОРМОВАНИЯ И СПОСОБ | 2009 |
|
RU2503517C2 |
| Способ производства двутавровых балок с волнистой стенкой | 1985 |
|
SU1266579A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ АРОЧНОЙ БАЛКИ | 2011 |
|
RU2484214C1 |
| ОДНОСТЕНЧАТАЯ БАЛКА ДЛЯ ПОДВЕСНОГО ПОТОЛКА | 2007 |
|
RU2425932C2 |
| РОЛИКОВОЕ ЛИСТОГИБОЧНОЕ УСТРОЙСТВО С БЫСТРОРЕГУЛИРУЕМЫМ УСТРОЙСТВОМ ДЛЯ ОБРАЗОВАНИЯ ИЗГИБОВ | 2006 |
|
RU2405644C2 |
