В штамповочном деле известны для изгибания листового металла в |1 -образную фор.му штампы с jj-образным
профилем углубления.
Предлагаемый штамп относится к штампам подобного рода, но отличается от Н1ИХ оригинальной конструкцией пуансона. Периферия рабочей поверхности последнего имеет выступаюшие части, предназначенные осуш,ествлять давление на изгибаемый материал лишь в углах углубления матрицы. Этим предотвращается разгибание изделий после штампо1вки, которое имеет место :при штамповке на обычных штампах, когда материал при этом протягивается через ребро матрицы и поэтому нагартовывается, а создавшиеся в 1металле внутренние напряжения вызывают разгибание изделия.
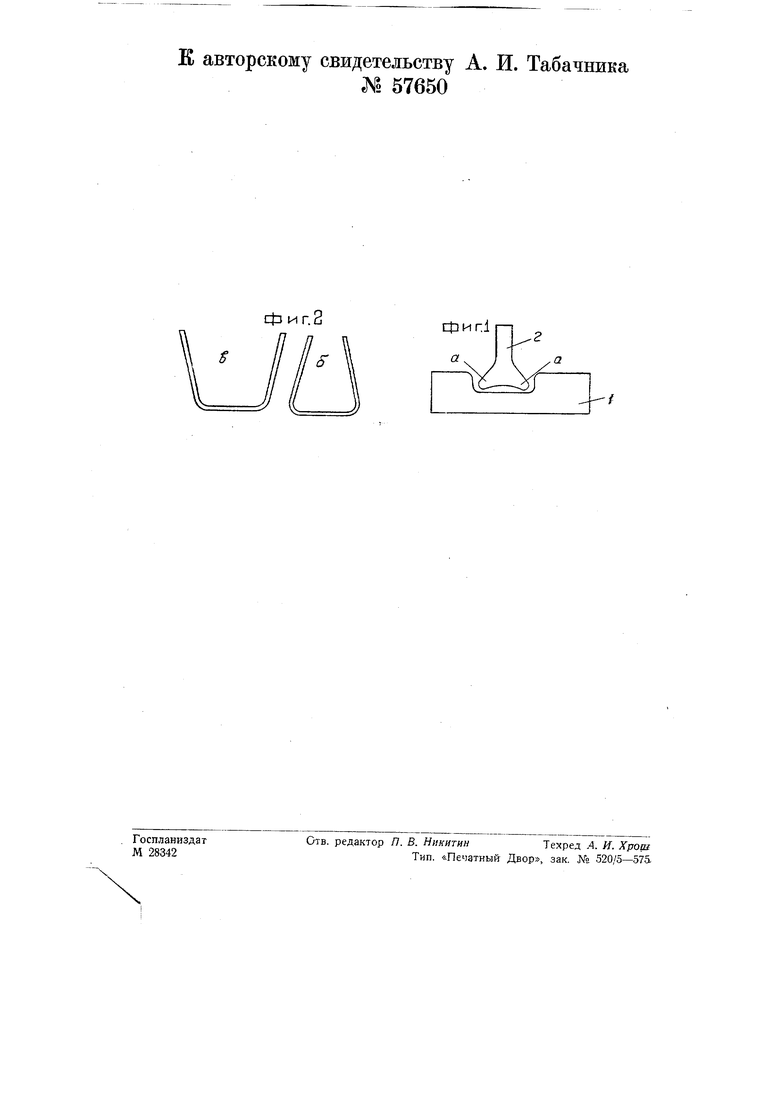
На чертеже фиг. 1 изображает предлагаемый штамп, фиг. 2 - штампуемые изделия.
Матрица / снабжена углублением | образного профиля, куда закладывается лист металла. Пуансон 2 имеет на периферии рабочей поверхности выстулаюшие части а, а.
Глубина матрицы, в зависимости от
радиуса загиба и ,ины материала, колеблется от 5 до 12 мм (для деталей, употребляемых в самолетостроении) и является для данных радиусов загиба и толшины материала величино постоянной, от прочих размеров детали и самого материала детали не зависящей.
Достижение нужного угла, составленного стенкой с вертикалью, производится простой регулировкой ползуна пресса. Стоит несколько опустить или поднять ползун, и дета.гь будет получаться по форме в, либо по форме б, либо с совершенно вертикальными стенками.
Предмет изобретения.
Штамп для изгибания листового металла в i j-o6pa3Hyro форму с применением мелкой матрицы с -образны 1 профилем углубления, отлтающийся тем, что периферия рабочей поверхности пуансона имеет выступающие части а, а, предназначенные осуществлять давление на изгибаемый материал лишь в углах углубления матрицы, с целью предотвращения разгибания изделия после штамповки.
Е авторскому свидетельству А. И. Табачника
2 57650
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изгибания профильных металлических балок | 1938 |
|
SU63136A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ПРОСТРАНСТВЕННОЙ ДЕТАЛИ С ПРИЖИМОМ КРАЕВОЙ ЧАСТИ ПОЛОВИНЫ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2010 |
|
RU2457058C2 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ ПРЕИМУЩЕСТВЕННО W-ОБРАЗНОГО СЕЧЕНИЯ | 1996 |
|
RU2110348C1 |
| ЛИСТОГИБОЧНЫЙ ПРЕСС | 1999 |
|
RU2150343C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОК СФЕРИЧЕСКОЙ ФОРМЫ | 2003 |
|
RU2261770C1 |
| Штамп для изготовления отводов из листовых заготовок | 1981 |
|
SU958003A1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАГОТОВКИ ИЗ ЛИСТОВОГО МАТЕРИАЛА, В ЧАСТНОСТИ, ДЛЯ ПОЛУЧЕНИЯ МАСКИ ЭЛЕКТРОННО-ЛУЧЕВОЙ ТРУБКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2041755C1 |
| Способ изготовления профилей W-образного сечения из листовых заготовок | 2022 |
|
RU2791199C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
фиг1
