Известны модели ЛИТНИКОЕЮЙ чаши, укрепленные на прессовой колодке.
Предлагаемая модель литннксвой чаши, в целях устранения операций простановки и выемки стояка в верхней полуформе и операции выталкивания излишков смеси после прессования, имеет полость, в KOTOpoii перемещается подпружиненный поршень-толкатель.
Предлагаемая модель литниковой чаши позволяет получать верхние и нижние полуформы на формовочно-прессовых машинах. Особо эффективно применение предлагаемой модели литниковой чаши на челночных формовочно-прессовых машинах, так как при зтом устра}1яется операция простановки и выема стояка в верхней полуформе. Это повышает npoii.3водительность формовочно-прессовых машин и- создает условия для lix использования при работе в автоматическом цикле.
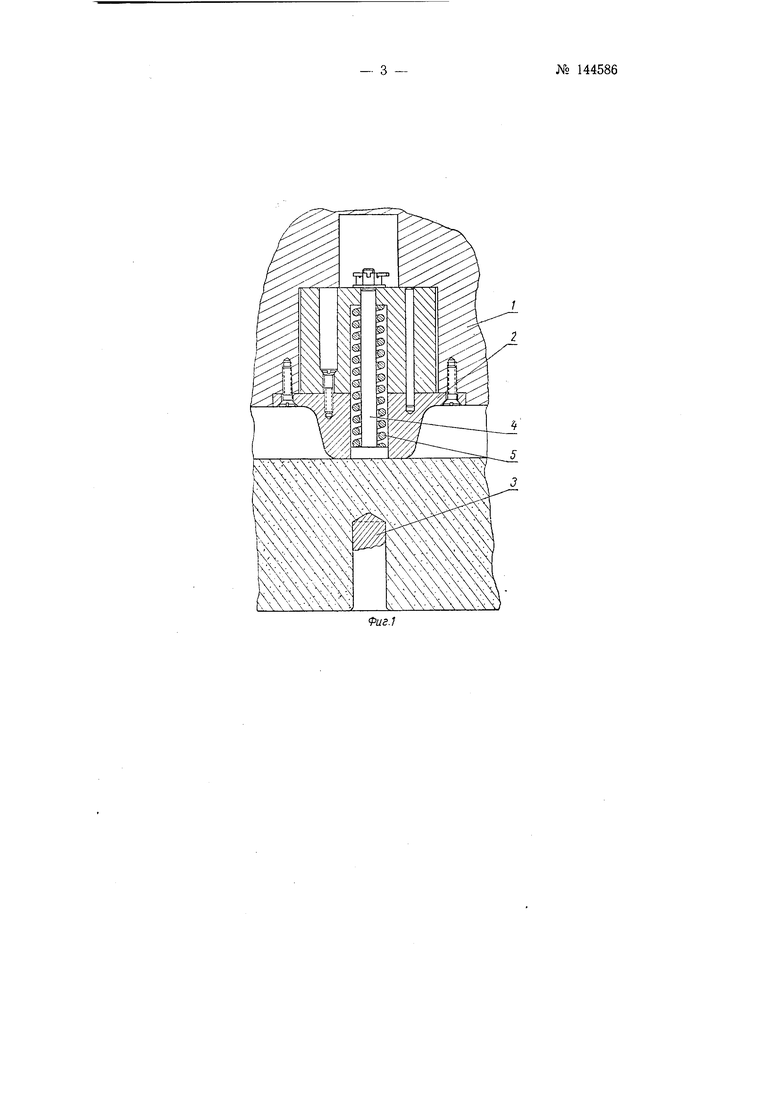
На фиг. 1 и 2 показана работа литншчово) чаши.
При опускании прессовой колодки / на формовочную смесь литниковая чаша 2 уплотняет смесь над стояком модельного комплекта «верха. При этом часть смеси растекается с кон сного стояка 3. а остальная смесь давит на поршень 4, подпираемый пружиной 5. Пружина (фиг. 1) предварительно поджата и оказывает давление на поршень порядка 0-15 кг.
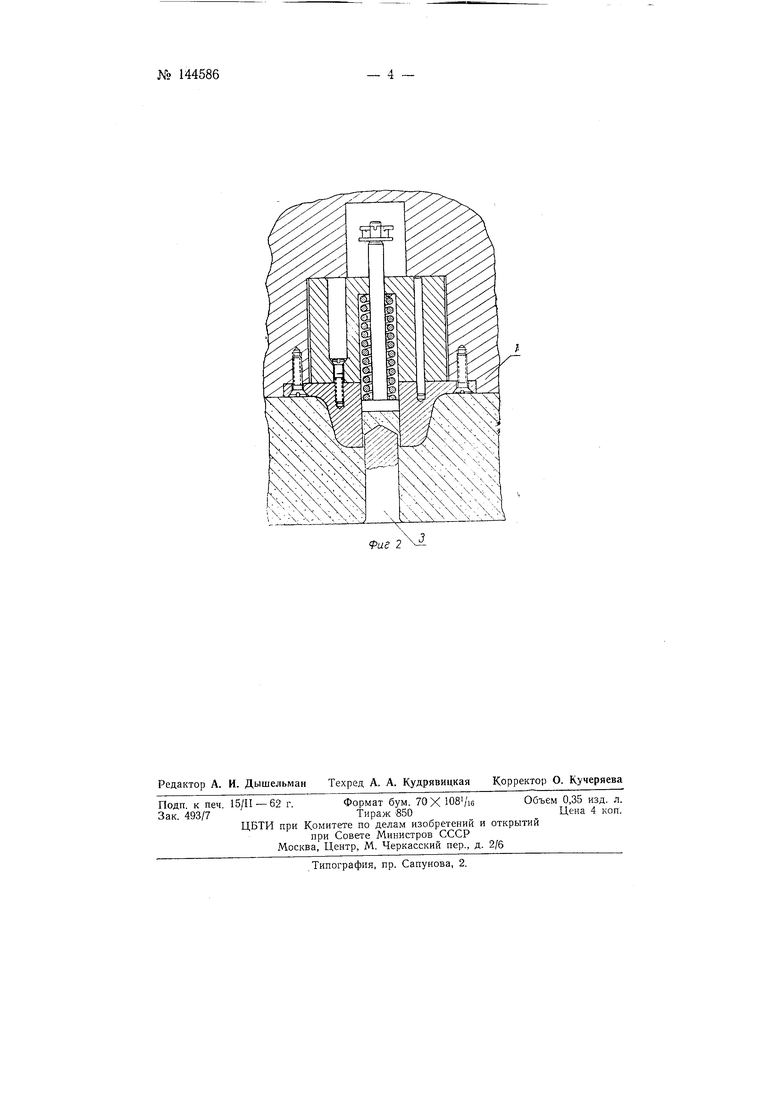
При прессовании до высоких удельных давлений (20-40 яг/с.и-) стояк 3 заходит внутрь литниковой чаши, заталкивая под поршень некоторое количество смеси (фиг. 2). При этом усилие пружины, противодействуюшее ходу поршня, возрастает, и при поднятии прессовой колодки / поршень выталкивает находяшуюся в литниковой чаше смесь.
В полуформе «верха образуется углубление, соответствуюшее конфигурации литниковой чаши.
При одновременном перемешении комплектов «верха п «низа, что в челночных машинах осуществляется с помощью каретки, полуформа «верха выходит из-под прессующей колодки, а полуформа «низа заходит под пресс.
№ 144586- 2 -
При протяжке модели «верха стояк выходит из верхней полуформы и образуется литниковый канал (отпечаток литниковой чаши и стояка), который необходимо предварительно продуть перед сборкой формы.
При прессовании «нижней полуформы образуется углубление от постоянно укрепленной литниковой чаши. Это углубление не ухудшает прочностных свойств полуформы, так как под литниковой чашей смесь наиболее уплотнена, и не вызывает разрушения собранной формы при заливке ее металлом.
При прессовании часть смеси попадает в литниковую чашу под поршень, а при обратном ходе прессовой колодки эта смесь выдавливается усилием поджатой пружины.
Высота литниковой чаши (30-60 мм координируется в соответствии с применяемыми высотами опок и наполнительными рамками.
Литниковая чаша нредлагаемой конструкции может быть использована для всех габаритов опок, применяемых при машинной формовке, при получении форм в интервале высоких и низких удельных давлений прессования (от 2 до 40 кг/см).
В серийном и мелкосерийном производстве устраняется необходимость изготовления двух формовочных машин («верха и «низа), а изготовляется одна формовочно-прессовая машина челночного тина с предлагаемой литниковой чашей, что экономит средства на изготовление второй формовочной машины.
Закрепление постоянной литниковой чаши (фиг. 1 и 2) на прессовой колодке предполагает одинаковое расположение стояка на модельной оснастке «верха для различных по номенклатуре деталей. Это облегчает механизированную нагрузку собранных форм грузами и создает предпосылки для работы литейных конвейеров с автоматической заливкой.
Научно-исследовательский институт автомобильиой промышленности в своем заключении отметил, что предлагаемая модель литниковой чаши может быть рекомендована для промышленного применения. Отмечено также удачное применение в предлагаемой конструкции литниковой воронки подпружиненного поршня-толкателя для выталкивания смеси, попавшей в отверстие воронкп при прессовании.
Предмет изобретения
Модель литниковой чаши, укрепленная на прессовой колодке, отличаюшаяся тем, что, в целях устранения операций простановки и выемки стояка в верхней полуформе и операции выталкивания излишков смеси после прессования, она имеет полость, в которой перемешается подпружиненный поршень-толкатель.
9иг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления безопочных форм прессованием | 1981 |
|
SU977101A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
| Формовочная машина | 1981 |
|
SU1030092A1 |
| Способ получения литникового канала в форме | 1975 |
|
SU522895A1 |
| Способ двухсторонней прессовой формовки без кантовки опок | 1960 |
|
SU133196A1 |
| Вытяжное устройство формовочной машины | 1981 |
|
SU1007826A1 |
| Автоматический формовочный блок | 1982 |
|
SU1247152A1 |
| Автоматическая линия для безопочной формовки | 1976 |
|
SU651887A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |