(54) МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ БЕЗОПОЧНЫХ ФОРМ ПРЕССОВАНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная машина | 1982 |
|
SU1065074A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
| ОПОКА ДЛЯ ФОРМОВОЧНОЙ МАШИНЫ И СПОСОБ ФОРМОВКИ С ИСПОЛЬЗОВАНИЕМ ОПОКИ | 2005 |
|
RU2354491C2 |
| Устройство для безопочной формовки | 1977 |
|
SU682318A1 |
| Машина для изготовления безопочных форм прессованием | 1980 |
|
SU982247A1 |
| Формовочная установка | 1979 |
|
SU954147A1 |
| Способ двухсторонней прессовой формовки без кантовки опок | 1960 |
|
SU133196A1 |
| Вытяжное устройство формовочной машины | 1981 |
|
SU1007826A1 |
1
Изобретение относится к литейному производству, в частнсти к машинам для изготовления безопочных форм прессованием, включающее в себя двухстороннюю модельную плиту с моделями, установленную на раме. По обеим сторонам каждой модели устанавливаются по паре прессующих плит. С торцов к ним прижимаются плиты цилиндрами, установленными на раме 1.
Известна формовочная мащина для изготовления литейных безопочных форм прессованием, содержащая опоку для безопочной формовки с подвижными прессовыми стенками, прессовую колодку, механизм вытяжки, модельную плиту с моделью 2.
Недостатком известных машин является Низкая производительность. Происходит это вследствии того, что машина изготовляет формы с одним модельным комплектом и может выполнить рабочую полость полуформь1 только в одной или максимум в двух противоположных плоскостях
Цель изобретения- увеличение производительности мащины путем более полного использования объема кома смеси.
Поставленная цель достигается тем, что машина, содержащая опоку для безопочной
формовки с подвижными прессовыми стенками прессовую колодку, механизм вытяжки, модельную плиту с моделью, снабжена дополнительными модельными комплектами, закрепленными на всех подвижных прессовых стенках опоки, рабочий ход которых больше высоты модели.
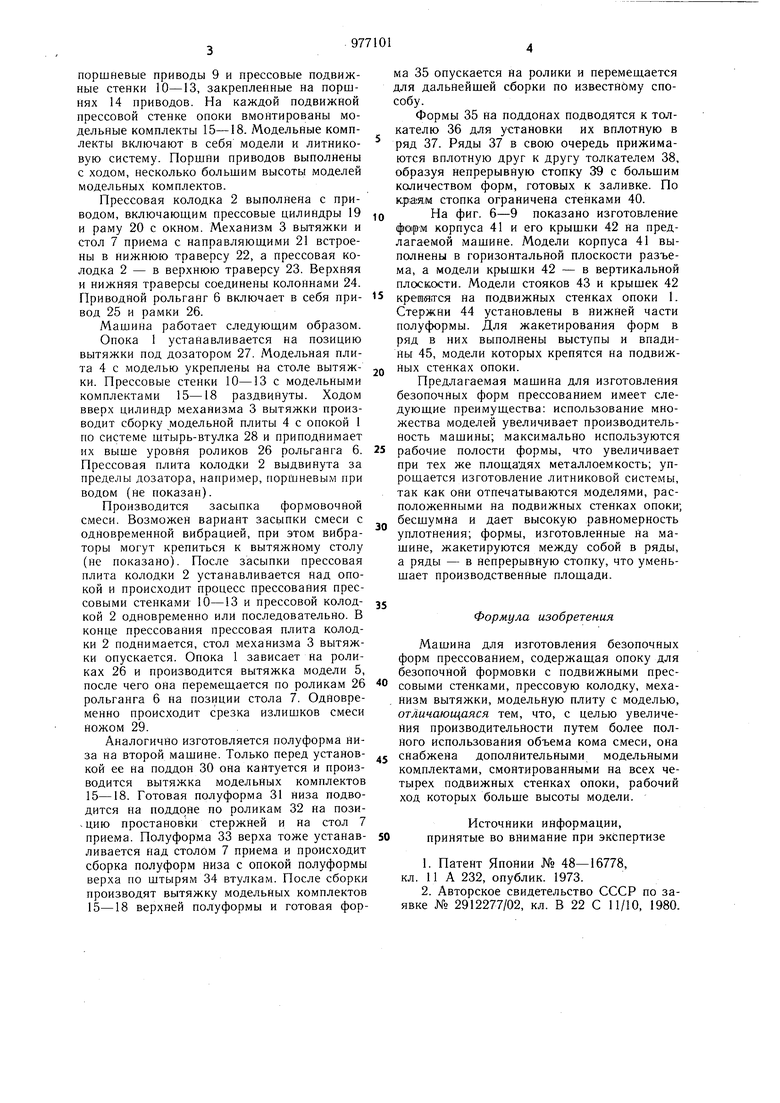
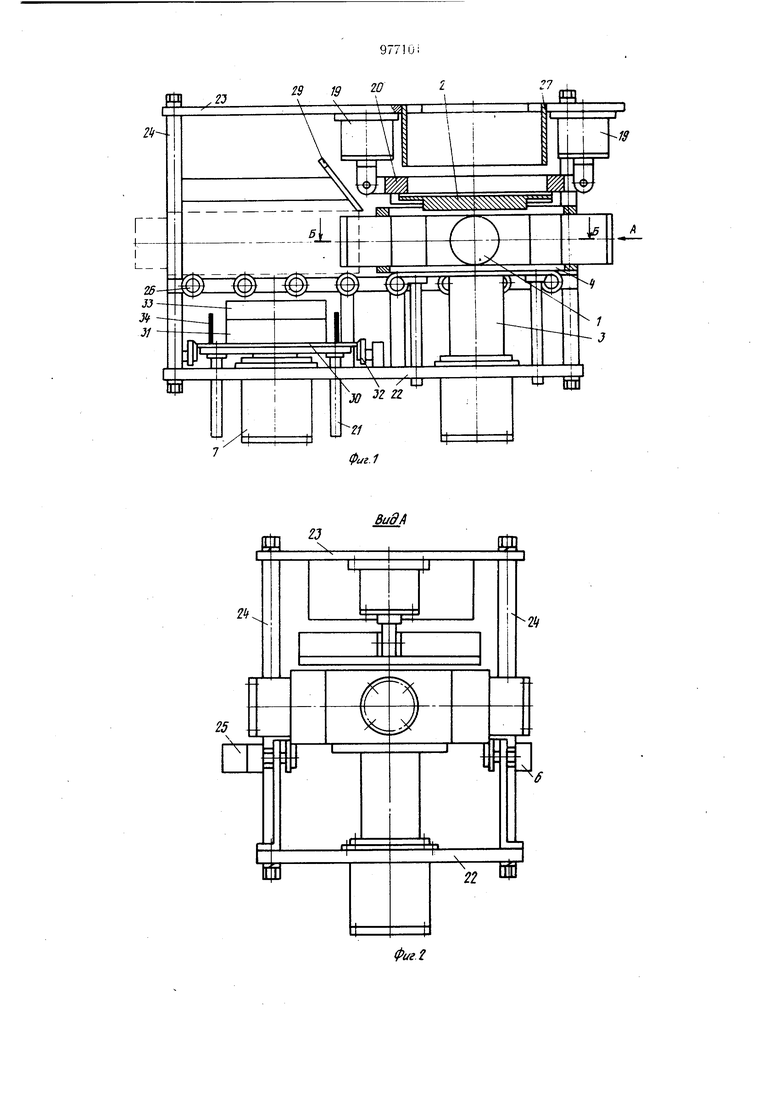
На фиг. 1 изображена предлагаемая машина; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1
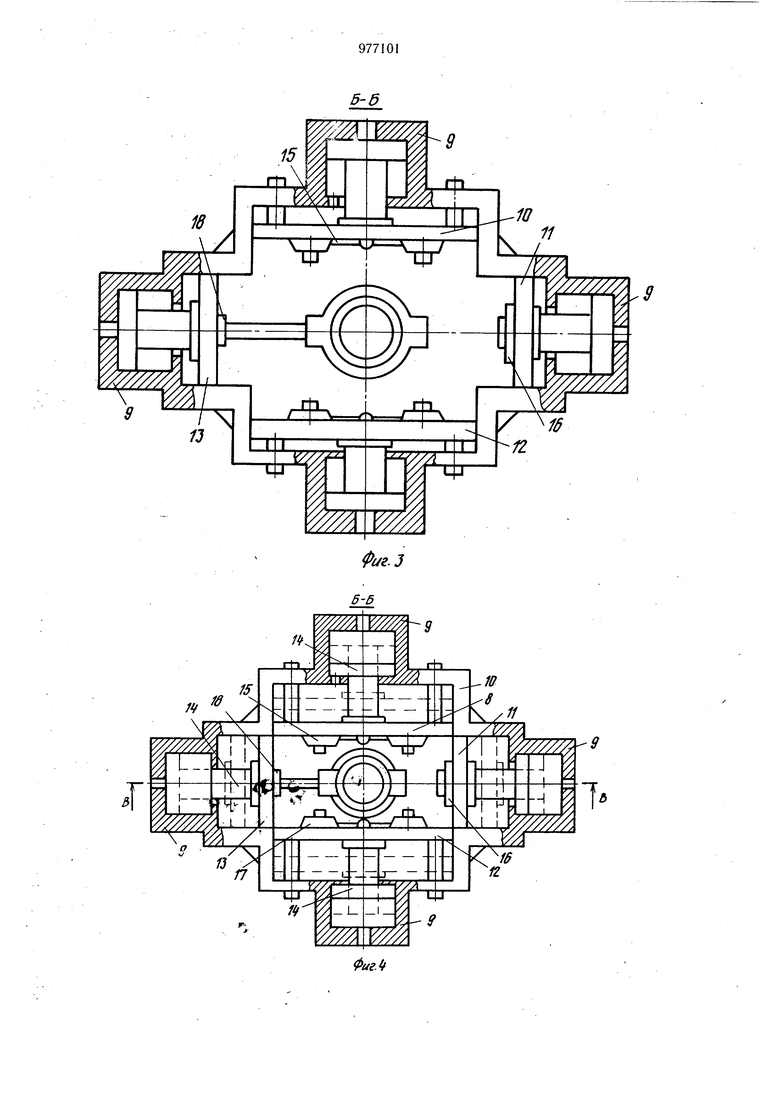
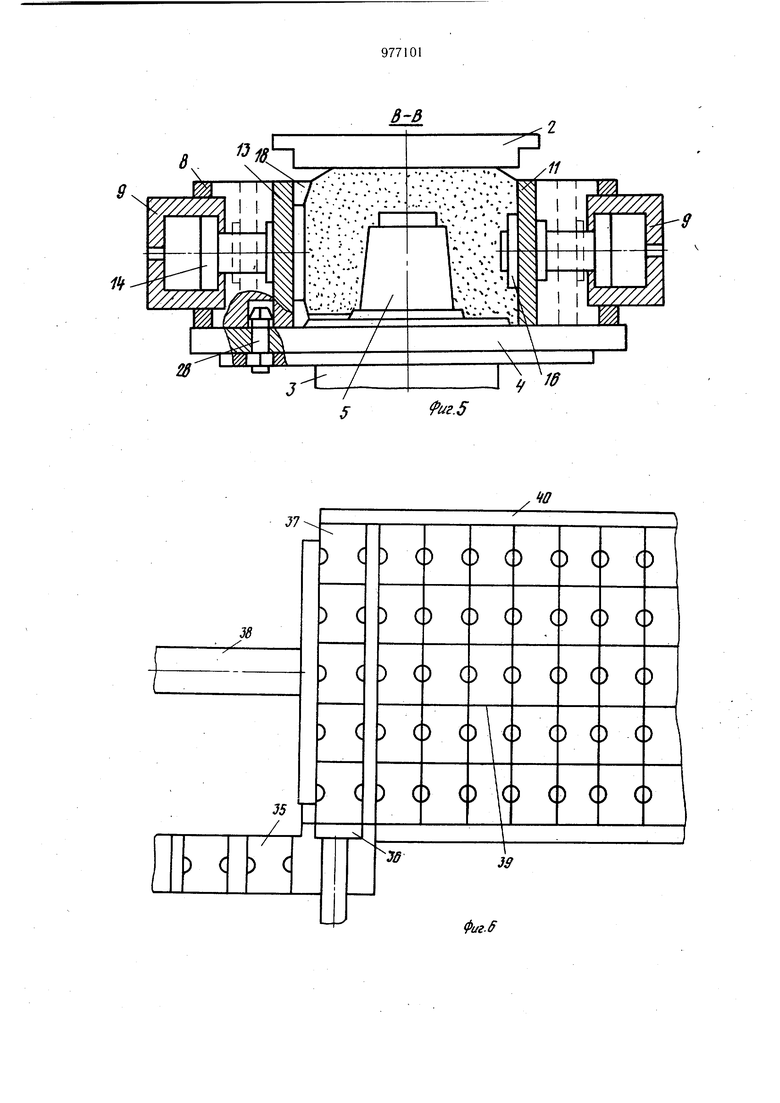
(Q (подвижные стенки с моделями находятся в исходном положении - в начале прессования) ; на фиг. 4 - то же, в конце прессования; на фиг. 5 - разрез В-В на фиг. 4; на фиг. 6 - сборка форм вплотную в ряд; на фиг. 7 - ряды прижимаются друг к дру- .
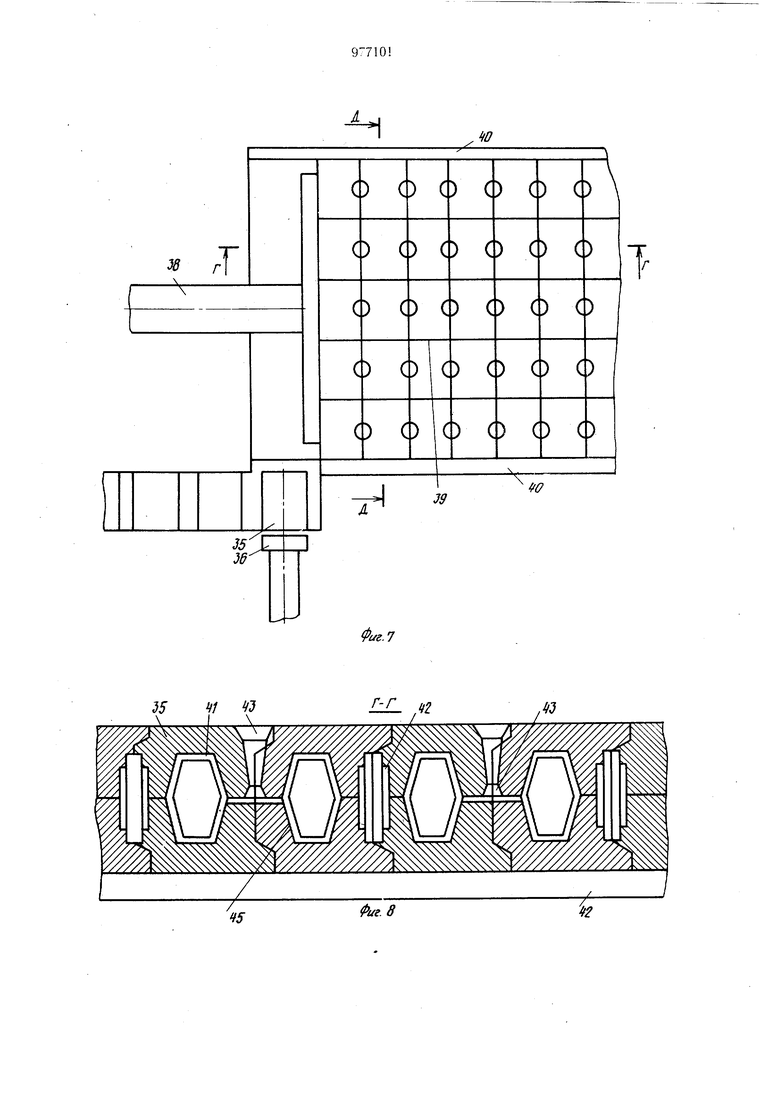
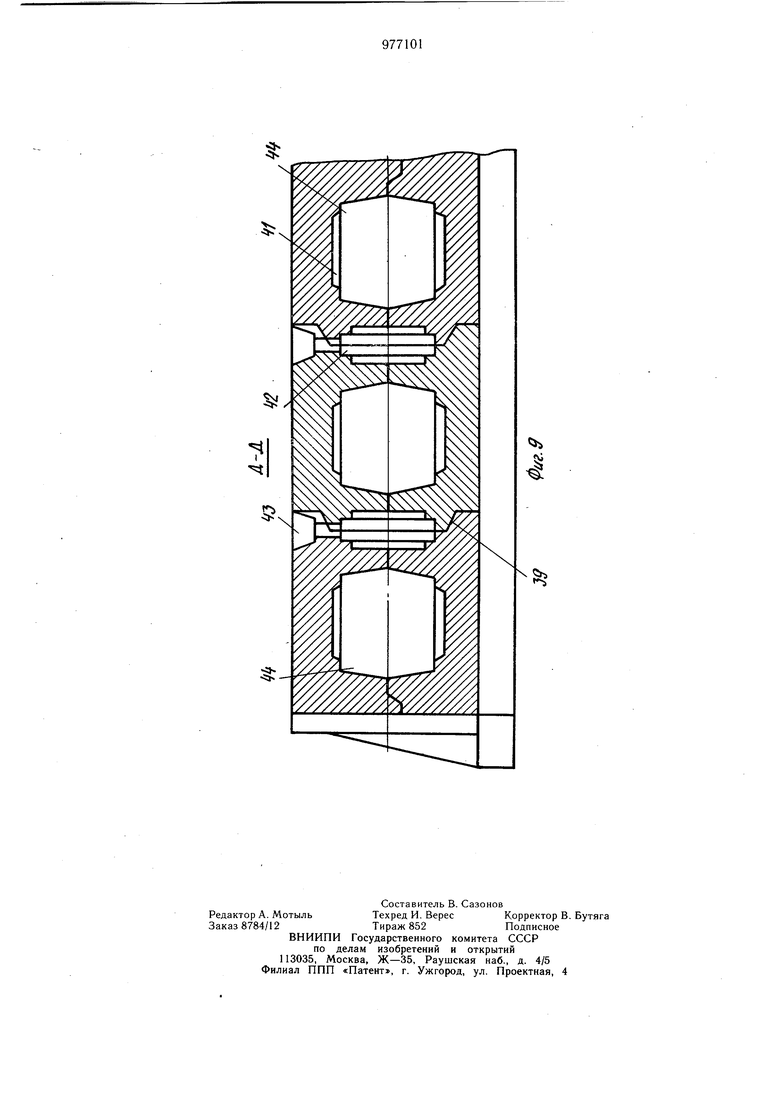
15 гу в непрерывную стопку; на фиг. 8 - разрез Г-Г на фиг. 7; на фиг. 9 - разрез Д-Д на фиг. 7.
Машина содержит опоку 1 для безопочной формовки, прессовую колодку 2, меха2Q низм 3 вытяжки, модельную плиту 4 с моделью 5, приводной рольганг 6 перемещения опоки 1, стол 7 приема, сборки и выдачи формы.
Опока 1 для безопочной формовки включает в себя раму 8, в которой встроены
поршневые приводы 9 и прессовые подвижные стенки 10-13, закрепленные на поршнях 14 приводов. На каждой подвижной прессовой стенке опоки вмонтированы модельные комплекты 15-18. Модельные комплекты включают в себя модели и литниковую систему. Поршни приводов выполнены с ходом, несколько большим высоты моделей модельных комплектов.
Прессовая колодка 2 выполнена с приводом, включающим прессовые цилиндры 19 и раму 20 с окном. Механизм 3 вытяжки и стол 7 приема с направляющими 21 встроены в Нижнюю траверсу 22, а прессовая колодка 2 - в верхнюю траверсу 23. Верхняя и нижняя траверсы соединены колоннами 24. Приводной рольганг 6 включает в себя привод 25 и рамки 26.
Машина работает следующим образом.
Опока 1 устанавливается на позицию вытяжки под дозатором 27. Модельная плита 4 с моделью укреплены на столе вытяжки. Прессовые стенки 10-13 с модельными комплектами 15-18 раздвинуты. Ходом вверх цилиндр механизма 3 вытяжки производит сборку модельной плиты 4 с опокой 1 по системе штырь-втулка 28 и приподнимает их выше уровня роликов 26 рольганга 6. Прессовая плита колодки 2 выдвинута за пределы дозатора, например, поршневым при водом (не показан).
Производится засыпка формовочной смеси. Возможен вариант засыпки смеси с одновременной вибрацией, при этом вибраторы могут крепиться к вытяжному столу (не показано). После засыпки прессовая плита колодки 2 устанавливается над опокой и происходит процесс прессования прессовыми стенками 10-13 и прессовой колодкой 2 одновременно или последовательно. В конце прессования прессовая плита колодки 2 поднимается, стол механизма 3 вытяжки опускается. Опока 1 зависает на роликах 26 и производится вытяжка модели 5, после чего она перемещается по роликам 26 рольганга 6 на позиции стола 7. Одновременно происходит срезка излишков смеси ножом 29.
Аналогично изготовляется полуформа низа на второй машине. Только перед установкой ее на поддон 30 она кантуется и производится вытяжка модельных комплектов 15-18. Готовая полуформа 31 низа подводится на поддоне по роликам 32 на пози цию простановки стержней и на стол 7 приема. Полуформа 33 верха тоже устанавливается над столом 7 приема и происходит сборка полуформ низа с опокой полуформы верха по штырям 34 втулкам. После сборки производят вытяжку модельных комплектов 15-18 верхней полуформы и готовая форма 35 опускается на ролики и перемещается для дальнейшей сборки по известному способу.
Формы 35 на поддонах подводятся к толкателю 36 для установки их вплотную в ряд 37. Ряды 37 в свою очередь прижимаются вплотную друг к другу толкателем 38, образуя непрерывную стопку 39 с большим количеством форм, готовых к заливке. По к.раям стопка ограничена стенками 40.
На фиг. 6-9 показано изготовление
форм корпуса 41 и его крышки 42 на предлагаемой машине. Модели корпуса 41 выполнены в горизонтальной плоскости разъема, а модели крышки 42 - в вертикальной плоскости. Модели стояков 43 и крышек 42
крешяггся на подвижных стенках опоки 1. Стержни 44 установлены в нижней части полуформы. Для жакетирования форм в ряд в них выполнены выступы и впадины 45, модели которых крепятся на подвижных стенках опоки.
Предлагаемая машина для изготовления безопочных форм прессованием имеет следующие преимущества: использование множества моделей увеличивает производительность мащины; максимально используются
рабочие полости формы, что увеличивает при тех же площадях металлоемкость; упрощается изготовление литниковой системы, так как они отпечатываются моделями, расположенными На подвижных стенках опоки;
бесшумна и дает высокую равномерность уплотнения; формы, изготовленные на машине, жакетируются между собой в ряды, а ряды - в непрерывную стопку, что уменьшает производственные площади.
Формула изобретения
Машина для изготовления безопочных форм прессованием, содержащая опоку для безопочной формовки с подвижными прессовыми стенками, прессовую колодку, механизм вытяжки, модельную плиту с моделью, отличающаяся тем, что, с целью увеличения производительности путем более полного использования объема кома смеси, она снабжена дополнительными модельными комплектами, смонтированными на всех четырех подвижных стенках опоки, рабочий ход которых больще высоты модели.
Источники информации, принятые во внимание при экспертизе
f/г.З ШЧ9 т иг.5
гТ
38
/
35
56
10
о О С) О С) С)
С) о С) С) С)
о о о о о о
о о о о
о о
о С) о С)
С) С)
fff
39
