i
Изобретение относится к технологии производства керамических строительных материапов, а именно к обжигу гл.шяного обыкновенного кирпича, керамических блоков и лицевых, материапов, дренажных труб, кирпича полусухого прессования в туннельных печах, работающих на природном газе ипи мазуте.
Известна туннельная лечь с шагающим подом для обжига металлоизделий, содержащая прямолинейный 1уннепь и установленные в подвагонеточном пространстве с обеих сторон по всей длине печи короба для подачи воздуха через отверстия, выполненные в боковых гранях коробов ij.
Такой метод уплотнения (локализации температурной зоны) применим для печей, работающих только под давлением.
Туннельные же печн для обжига керамических строительных материалов имеют зоны (зона подготовки, зона обжига) составляющие 2/3 всей длины печи, рабо.тающие под разрежением.
Известный метод уплотнения для печей, работающих под разрежением, удаприменим.
так как воздух свободно поступает в печь и уплотнение исключается.
Цель изобретения - повышение надежности уплотнения рабочего пространства печя путем обеспечения локального теплового барьера с помощью воздущной завесы.
Эта цель достигается тем, что в тун...нельной печи, содержащей прямолинейный туннель 11 установленные в подвагонеточном пространстве с обеих сторон по всей длине печи короба для подачи воздуха, каждый короб снабжен размещенным по всей его длине, и установленным под острым углом к поду вагонетки дутьевым соппом, выполненным в виде неразрывной профильной пластины, неподвижно прикрепленной к верхней грани короба, и секционной профильной пластины, установленной на наружной боковой грани короба с возможностью перемеиюния по вертикали.
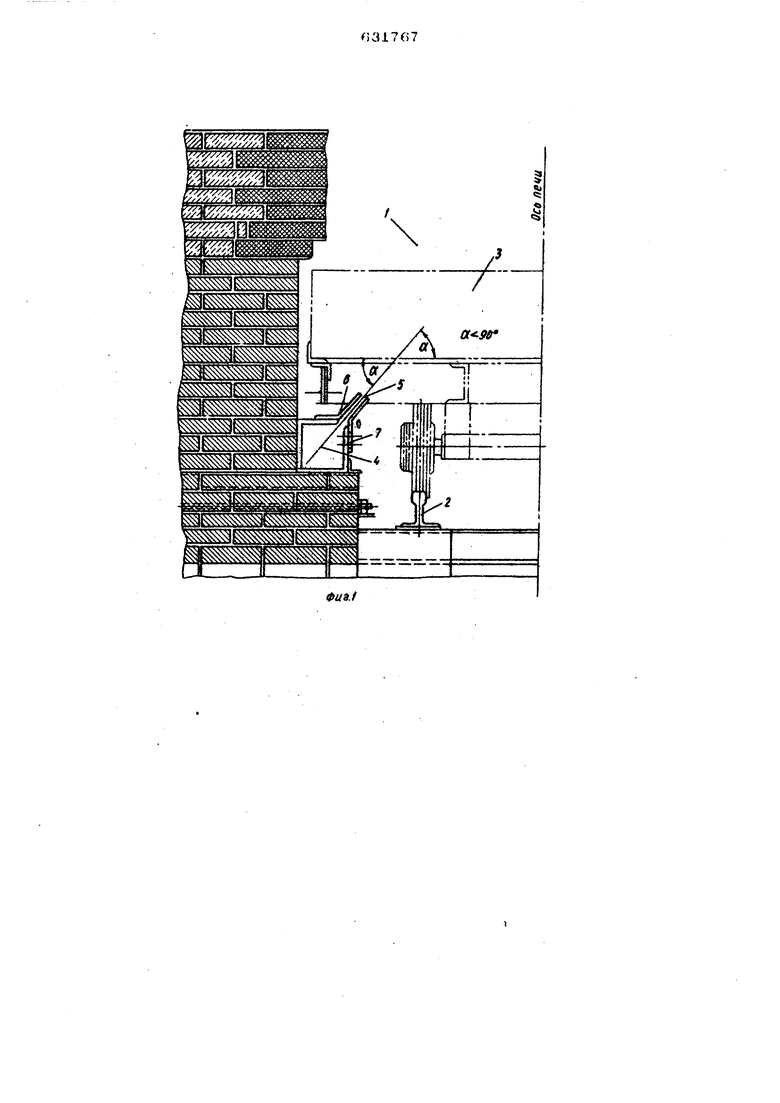
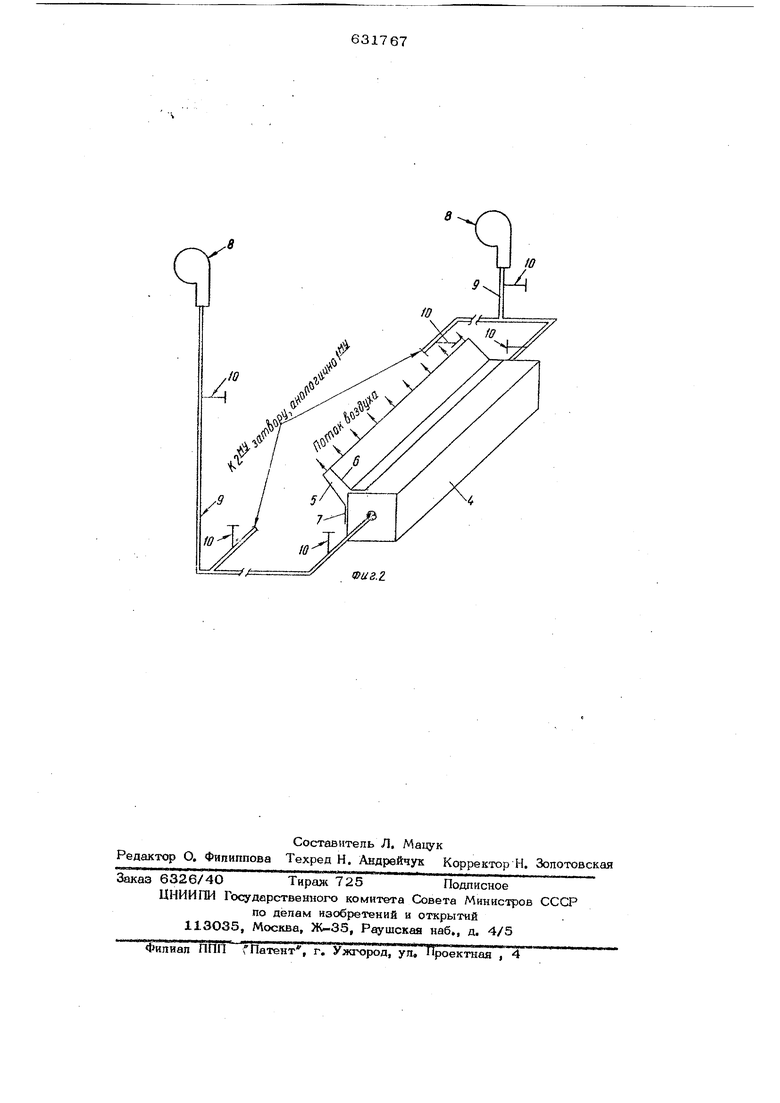
На фйг, 1 изображено сечение туннельной печи, пневмозатвора, с воздухораспределителем а печная вагонетка, на фиг. 2 схема образования воздушной завесы и подача воздуха.
Туннельная печь для обжига керамических изделий состоит из прнмопинейног туннепя 1, проложенных вдоль туннеля по всей длине печи рельс 2 и печных вагонеток 3.
Печь оборудована вдоль туннепя по сей длине с обеих сторон ниже пода печных вагонеток пневмозатворами, состоящими из металлических коробов 4 прямоугопьного сечения незамкнутого контура, воздухораспределителя в виде дутьевого соппа 5
Соппо 5 установпено по ребру незамкнутого контура, образуемому боковой и верхней гранями короба 4 и состоит из неразрывной верхней направляющей профильной металлической пластины 6, прикрепленной неподвижно по всей длине к верхней грани короба 4, и нижней направПЯЮЩ9Й профильной металлической пластины 7, состоящей из отдельных секций, установленных на боковой грани короба 4 и имеющих возможность перемещения по вертикали.
Это позволяет изменять площадь выхоного сечения насадка по дпине воздухораспределителя 5.
Печь работает следующим образом. Воздуходувками 8 noi трубопроводам 9 воздух /подается в пневмозатворы к воз11ухораспределитепям и через сопла 5 выходит, образуя сплошную завесу, пересекая поток горячих газов, выходящих из канала печи в зоне давления, и поток холодного воздуха, входящий из подвагонеточного пространства в печь в зонах разрежения. Начальные параметры воздуха (давление, количество - параметры конструктивные) регупируются заслонками 10.
Дийамический напор завесы поддерживается больще динамического напора газов в печи и воздуха в подватонеточном пространстве.
Таким образом предотвращается газообмен канала печи с подвагонеточным пространством и обеспечивается требуемый аэродинамический режим печи.
Равномерность динамического напора завесы по длине воздухораспределителя обеспечивается регупированием площади выходного сечения соппа S с помощью подвижных секций направляющей пластины 7, перемещая ее по вертикапи, тем, самым уменыиая или увеличивая выходное сечение.
Формула изобретения
1.Туннельная печь для обжига преимущественно керамических изделий, содержащая прямолинейный туннель и установленные в подвагонеточном пространстве
с обеих сторон по всей длине печи короба для подачи воздуха, отличающаяся тем, что, с целью повышения надежности уплотнения рабочего пространства печи I путем обеспечения локального теплового барьера с помощью воздушной завесы, каждый короб снабжен размещенным по всей длине и установленным под острым углом к поду вагонетки дутьевым соплом в виде неразрывной профильной плеютины, неподвижно прикрепленной к верхней -грани короба, и секпионной профильной пластиныi установленной на наружной боковой грани короба с возможностью перемещения по в тикапи.
2.Печь ПОП.1, отпичающаяс я тем, что в коробе в месте установки сшша по всей длине выполнена шепь.
Источники информации, принятые во внимание при экспертизе:
1. Патент Франции № 2129398, кл. F 27 В 3/00, 1972.
Фи.1
Фиг.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Туннельная печь | 1981 |
|
SU962735A1 |
| ЗАЩИТНОЕ ОБРАМЛЕНИЕ ПОДВИЖНОЙ ПОДИНЫ | 2005 |
|
RU2300065C2 |
| ТУННЕЛЬНЫЙ АГРЕГАТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1990 |
|
RU2031341C1 |
| Туннельная печь | 1981 |
|
SU1059397A1 |
| ТУННЕЛЬНАЯ ПЕЧЬ | 1973 |
|
SU406097A1 |
| ВАГОНЕТКА ДЛЯ ТУННЕЛЬНОЙ ПЕЧИ | 2009 |
|
RU2403520C1 |
| Туннельная печь | 1984 |
|
SU1239495A1 |
| Печная вагонетка | 1981 |
|
SU983427A1 |
| Отжиговая печь | 1983 |
|
SU1150460A1 |
| Устройство для автоматического регулирования аэродинамического режима подвагонеточного пространства туннельной печи | 1980 |
|
SU875193A1 |