Применяемые для обработки плоскостей на проход торцевые фрезы со ступенчатым смещением режущих кромок вставных ножей имеют основной недостаток, заключающийся в том, что в каждой ступени работает то,ггько одйН зуб, что делает фрезу однолезвийным инструментом.
Настоящее изобретение ликвидирует этот недостаток тем, что вводит :заточку главных углов в плане режущих кромок для одного ряда ножей одного размера, а для другого ряда ножей, расположенных, например, через один по отношению к ножам ггервого ряда, другой размер, причем режущие кромки двух рядом расположенных пожей при проектировании их на вертикальную плоскость цают точку пересечения, разделяющую снимаемый припуск на Чва яруса.
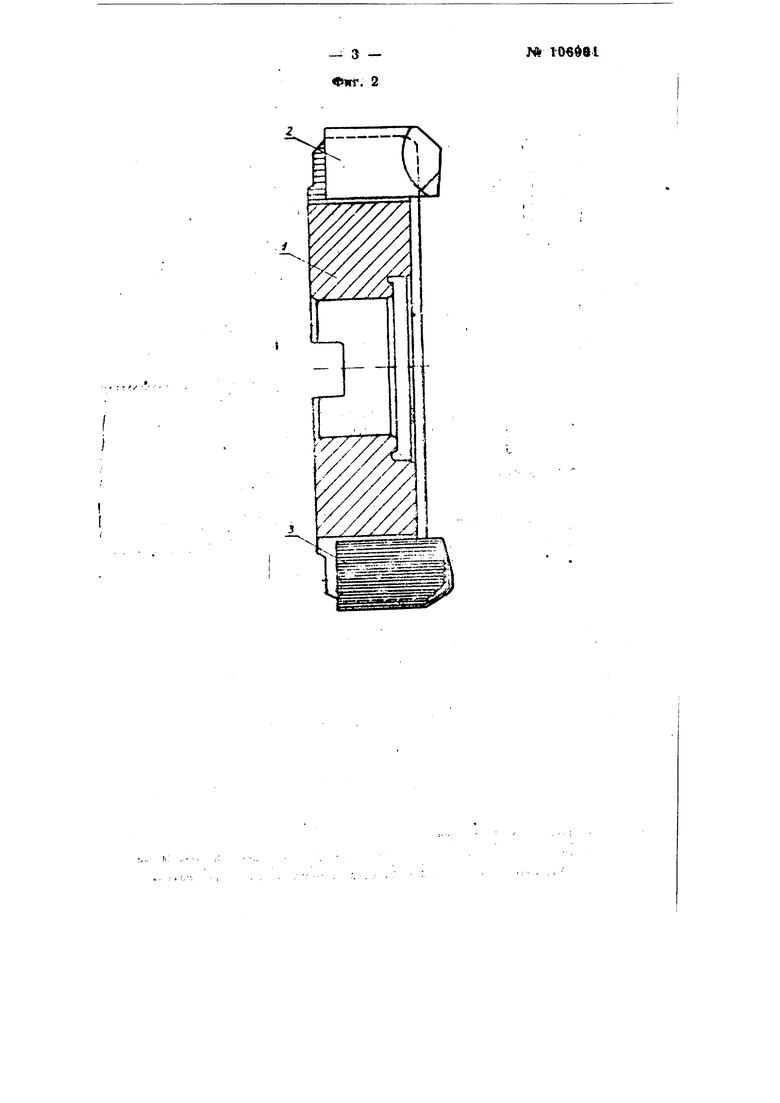
На фиг. 1 представлен видфре(ы с торца; на фиг, 2 - разрез Ю АБВ на фиг. 1; на фиг. 3 - хема расположения фрезы и фре еруемого припуска заготовки.
Корпус фрезы / имеет встав1ые ножи, из которых все нечетчые по счету ножи 2 имеют глав1ЫЙ угол в плане равный, наприlep, 45°, а все четные ножи 5 имеют главный угол в плане равный 60°, Режущие кромки ножей при проектировании их, на вертикальную плоскость пересекаются в точке /( (фиг. 3), которая делит снимаемый припуск на два яруса. Нож 2 имеет припаянную пластинку 4 твердого сплава, а нож 3 - пластинку ,5. Пластинка 4 срезает верхний ярус заготовки 6. а пластинка 5 - нижний ярус (фиг. 3), считая от точки К. Предмет изобретения Тбрцевая фреза для обработки плоскостей па проход со ступенчатым смещением режущих кромок вставных ножей с переменными главными углами в плане, отличающаяся тем, что, с целью введения в одновременную работу нескольких ножей каждой ступени, режущие кромки ножей фрезы, расположенных например, через один, имеют одинаковые главные углы в плане, отличные от одинаковых главных углов в плане режущих кромок ножей, находящихся между ними, с тем, чтобы режущие кромки двух рядом находящихся ножей давали в проекции на вертикальную плоскость точку пересечения, разделяющую снимаемый Припуск на два яруса.
М ГОв9Й1
о
Фиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ устранения вибрации при обработке металлов | 1940 |
|
SU63206A1 |
| Способ обработки деталей | 1988 |
|
SU1585095A1 |
| Способ настройки ножей сборных фрез | 1984 |
|
SU1214330A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКИХ ПАЗОВ В МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЯХ И ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2133657C1 |
| Способ обработки поверхностей вращения торцевой фрезой | 1989 |
|
SU1704957A1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ | 1992 |
|
RU2063269C1 |
| ФРЕЗА | 2000 |
|
RU2191096C2 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| Барабанные летучие ножницы | 1985 |
|
SU1379027A1 |
| УСТРОЙСТВО ДЛЯ ЗАТОЧКИ НОЖЕЙ К ДЕРЕВОРЕЖУЩИМ ФРЕЗАМ | 1994 |
|
RU2093338C1 |


- 3 - Фжг. 2
№
.- 4;
.
- 4 -
Фиг. 3
