Изобретение относится к области обработки металлов давлением, в частности к выдавливанию полостей матриц, пресс-форм.
Известна заготовка для выдавливания формообразующих матриц с рабочим и опорным торцами и полостью под гравюру, выполненной со стороны рабочего торца 1.
При использовании известной заготовки оформление боковых поверхностей происходит при вдавливании мастер-пуансона и взаимодействующего с ним вспомогательного клинового пуансона. При штамповке с использованием известной заготовки точность отпечатка гравюры мастер-пуансона будет невысокой, так как трудно получить заполнение глубоких боковых полостей на больщой длине из-за упрочнения материала заготовки по мере внедрения клина и малой радиальной составляющей усилия, действующего на заготовку со стороны клина.
Кроме того, имеют место больщие усилия при внедрении клинового пуансона и связанная с этим низкая стойкость клина.
Целью изобретения является повыщение точности изготовления матриц по всей высоте выдавливаемой полости за счет равномерности деформации, увеличения пластических свойств деформируе.мого материала.
Эталдель достигается тем, что в предлагаемой заготовке на рабочем торце вьп.олнена дополнительная кольцевая полость с глубиной, равной глубине гравюры, концентрично охватывающая указанную полость по,1 гравюру и заполненная жидкой средой.
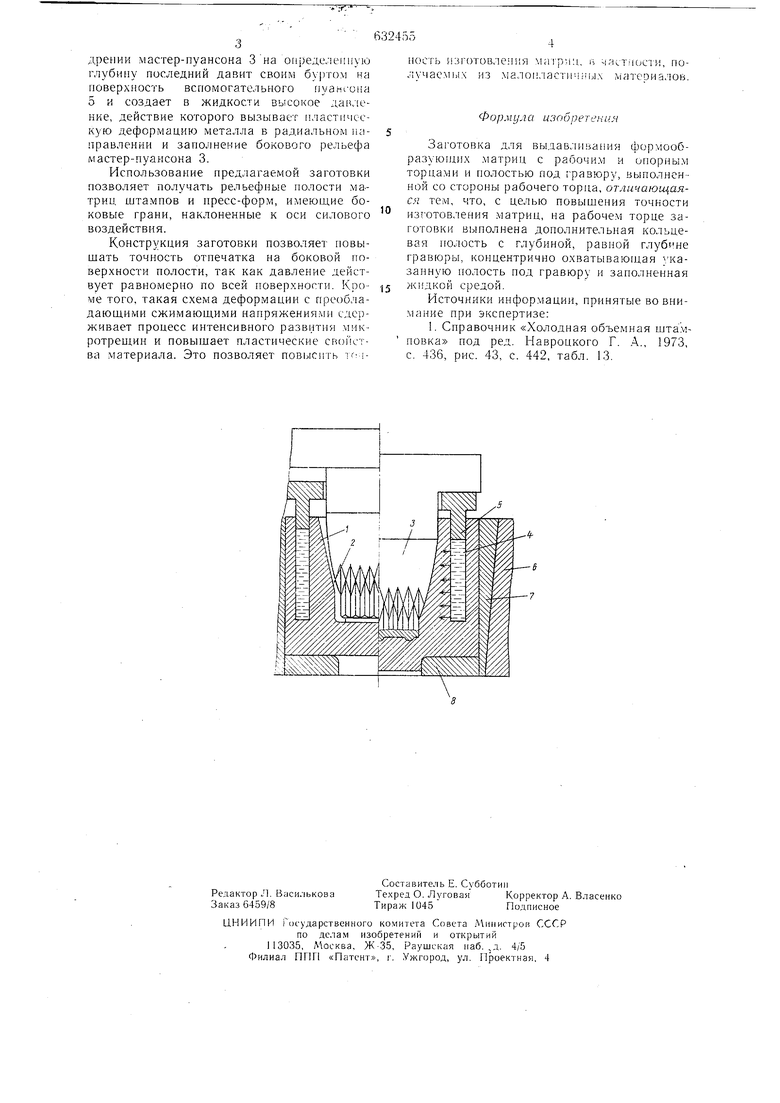
На чертеже изображена схема пггамповки в начальный и конечный моменты выдавливания.
В заготовке 1 предварительно выполнены полость 2 под гравюру, выдавливаемую мастер-пуансон 3, и дополнительная кол1 цевая полость 4, заполненная жидкой средой, в которую вставляют вспомогательный пуансон 5. Заго1овкя 1 помещена в обойму 6 с разъемными кон11чески%п1 вкладыщамп 7, создающими боковой подпор. Под заготовкой 1 расположено кольцо 8 для приема выдавленного металла.
Используют заготовку следующим образом. Переме;цен)ем мастер-пуансона 3 вниз заполняют нижнюю часть полости 2 заготовки 1. При этом выдавленный металл перемещается в приемное кольцо 8. При внедреник мастер-пуансона 3 на orij)e;j,e;iei iiyio глубину последний давит своим 6yjrro i на поверхность вспомогательного пуангона 5 и создает в жидкости высокое даи,1ение, действие которого вызывает пластическую деформацию металла в радиальном паправлении и заполнение бокового рельефа мастер-пуаисона 3. Использование предлагаемой заготовки позволяет получать рельефные полости матриц штампов и пресс-форм, имеющие боковые грани, наклоненные к оси силового воздействия. Конструкция заготовки позволяет повышать точность отпечатка на боковой поверхности полости, так как давление действует равномерно по всей поверхности. Кроме того, такая схема деформации с преобладаЕотими сжимаюши.ми напряжения.ги сдерживает процесс интенсивного развития микротрешин и повышает пластические свойства материала. Это позволяет noBijiciiTb тгмность изготовлеи я матриц, в ч.четмости, получаемых из мало1 ластич;1| 1х матеоиа.юв. Формула изобретения SaiOTOBKa для выдав.пивания формообразуюцл.их .матриц с рабочи.м и опорным торцами и полостью под гравюру, выполненной со стороны рабочего торца, отличающаяся тем, что, с целью повышепия точности изготов.юния .матриц, на рабоче.м торце заготовки выполнена дополнительная кольцевая полость с глубиной, равной глубине гравюры, концентрично охватывающая казанную полость под гравюру и заиолценная жидкой средой. Источники информации, принятые вовни.мание при экспертизе: 1. Справочник «Холодная объемная шта.мцовка под ред. Навроцкого Г. А., 1973, с. 436, рис. 43, с. 442, табл. 13.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий со сложной полостью | 1990 |
|
SU1773239A3 |
| Способ прессования металлических слитков и пресс для его осуществления | 2019 |
|
RU2713764C1 |
| Пуансон для выдавливания | 1979 |
|
SU876247A1 |
| Способ изготовления формовочного инструмента свободным выдавливанием | 1978 |
|
SU764822A1 |
| Способ выдавливания полостей с безокислительным нагревом заготовки и устройство для его осуществления | 1988 |
|
SU1625572A1 |
| Способ изготовления деталей типа обрезных пуансонов и устройство для его осуществления | 1980 |
|
SU912385A1 |
| Способ изготовления фасонной полости в заготовке с технологическим отверстием | 1977 |
|
SU722645A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОЛОСТИ В ДЕТАЛЯХ | 1995 |
|
RU2082534C1 |
| Заготовка для изготовления гравюр биметаллических штамповых вставок и матриц | 1979 |
|
SU871985A1 |
| Способ а.в.весницкого получения изделий с полостью | 1977 |
|
SU722646A1 |
