. (54) ПУАНСОН ДЛЯ ВЫДАВЛИВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей типа инструмента с формообразующей полостью и штамп для его осуществления | 1985 |
|
SU1416257A1 |
| Пуансон для выдавливания полостей в деталях | 1988 |
|
SU1611513A1 |
| Способ изготовления формообразующих инструментов | 1985 |
|
SU1258585A2 |
| Способ изготовления деталей типа инструмента с формообразующей полостью | 1988 |
|
SU1570831A1 |
| Штамп для холодного обратного выдавливания | 1977 |
|
SU644585A1 |
| Устройство для поперечно-бокового экструдирования | 1977 |
|
SU704695A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ СО СТУПЕНЧАТОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2254201C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ С ФАСОННОЙ ПОЛОСТЬЮ | 2003 |
|
RU2254958C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ С ФАСОННОЙ ПОЛОСТЬЮ | 2003 |
|
RU2254956C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ С ФАСОННОЙ ПОЛОСТЬЮ И СТУПЕНЧАТОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2254957C1 |
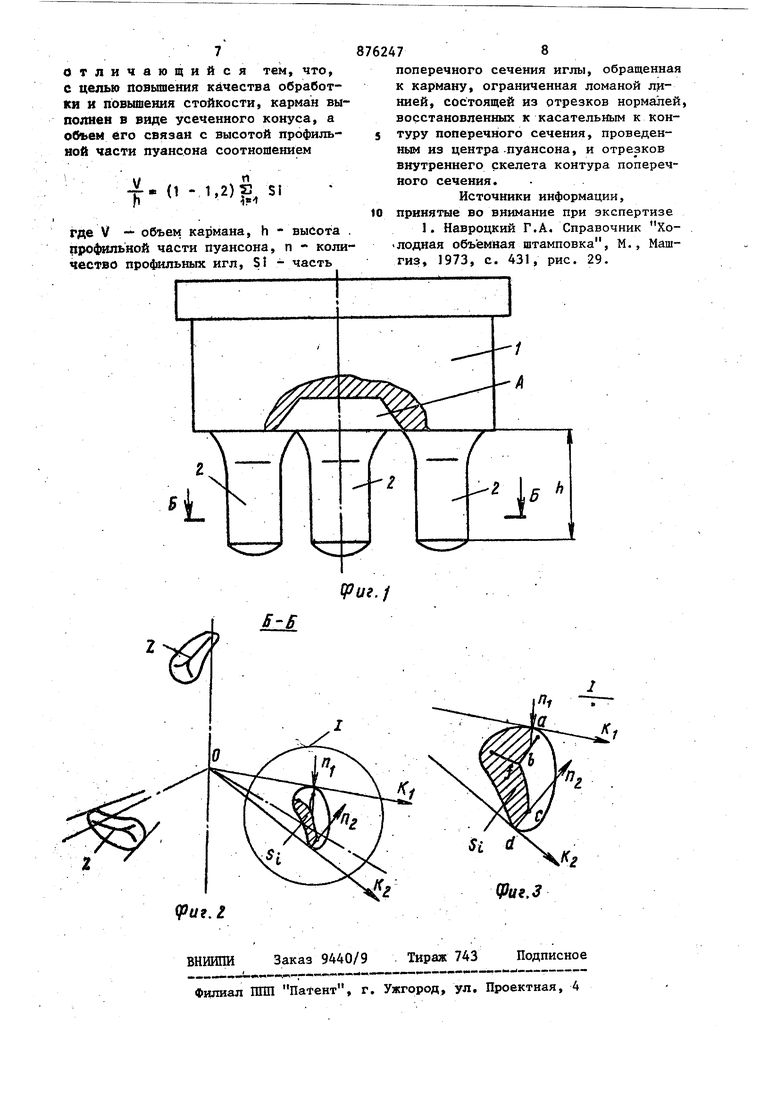
. Изобретение относится к обработк металлов давлением, а именно к штамповой оснастке, применяющейся при изготовлении формообразующих инструментов для процессов прессования, во лочения, штамповки и др, и может быт использовано в металлообрабатывающей промышленности. Известен пуансон для выдавливания, содержащий хвостовик и профильную рабочую часть с выполненной на ней гравюрой, образованной поверхностью профильных игл и карманом в центральной части CVJИзвестный пуансон не обеспечивает достаточно высокое качество обработки и не обладае,т требуемой стойкость Цель изобретения - повышение качества обработки .и стойкости пуансона., Поставленная цель достигается тем что в пуансоне для вьщавливания, содержащем хвостовик и профильную рабочую часть с выполненной на ней гра вюрой, образованной поверхностью профильных игл и карманом в .центральной части, карман выполнен в виде усеченного конуса, а объем его связан с высотой профильной части пуансона со.отношением /f - (1 - 1,2)S пisl где V - объем кармана, h - высота профильной части пуансона, п количество профильных игл. Si - часть поперечного сечения иглы, обращенная к карману ограниченная ломаной линией, состоящей из отрезков нормалей, восстановленных к касательным к контуру поперечного сечения, проведенным из центра пуансона, и отрезков внутреннего скелета контура поперечного сечения. , В случае изготовления,. инструмента с одинаковыми каналами данная зависимость может быть записана в виде V (1 - 1,2)п - h -Si 3 Такая конструкция пуансона позволяет получать полностью оформленную гравюру многоканального формообразую щего инструмента за счет его вдавливания в условиях схемы всестороннего сжатия наиболее благоприятной для об работки давлением труднодеформируемых инструментальных и штамповых ста лей. Благодаря наличию в центральной части пуансона кармана, который заполняется металлом , выдавливаемым всеми профилеобразующимй иглами по направлению к центру пуансона, Обеспечивается подчеканка заходной части гравюры вьщавливаемого инструмента соответствующей частью гравюры пуансона, что позволяет получать гравюру инструмента высокой тонкости при пол ном ее соответствии чертежу. Объем кармана, выбранный по приве денному соотношению, гарантирует раз мещение в нем всего выдавливаемого к центру пуансона металла, так как в соответствии с принципом наименьше го сопротивления при пластическом де формировании линии раздела течения являются скелетами контура выдавливаемых каналов. Внутренние скелеты контура пред-. ставляют собой геометрическое место точек-центров окружностей, лежащих внутри контура и касаюпщхся его, по крайней мере, в двух различных точках . Таким образом, благодаря особенностям предлагаемой конструкции пуан сона, обеспечивается изготовление многоканального формообразующего инс румента пластическим деформированием взамен традиционных методов их изготовления. При этом значительно снижаются трудоемкость изготовления мно гоканального инструмента и расход металла, повышаются точность и стойкость инструмента. На фиг. 1 показан пуансон, общий вид; на фиг 2 - схема расположения площадей SI , разрез Б-Б на фиг. 1, на фиг, 3 - место I на фиг. 2. Пуансон (фиг. 1) состоит из хвостовика 1 и трех профилеобразующих игл 2, поверхность которых образует его гравюру, снабженную в центрально части карманом конусообразной формы. Объем кармана V связан С высотой про фильной части пуансона соотношением - (1 - 1,2)Р S 7 где п - количество профилеобразующих игл, h - высота профильной части пуансона. Si - часть поперечного сечения иглы, обращенная к центру пуансона, ограниченная ломаной линией abed, состоящей из отрезков нормалей. аЬ и cd, восстановленных к касательным к контуру поперечного сечения, проведенным из центра пуансона, и отрезков внутреннего скелета L контура поперечного сечения (отрезки bf и fс). Ломаная линия abfcd (фиг. 2 и 3), ограничивающая часть поперечного сечения иглы S i построена таким образом, что из центра пуансона О (под центром пуансона здесь и далее понимают центр окружности внешнего контура хвостовика 1 (фиг. 1) проведены касательные К и K/j к контуру поперечного сечения пуансона, а из точек касания а и d восстановлены нормали п и п о до пересечения с внутренним скелетом Z контура поперечного сечения в точках b и с. Таким образом ломаная линия abfcd, ограничивающая часть поперечного сечения S), согласно формуле предлагаемого изобретения и описания, образована отрезками нормалей аЬ и cd отрезками внутреннего скелета контура bf и fc. Площадь Si, ограниченная ломаной линией abfcd, заштрихована. При выдавливании многоканального формообразующего инструмента профильные иглы 2 внедряются в заготовку и вытесняют деформируемый металл из выдавливаемых полостей. Часть металла, выдавливаемая суммарно всеми иглами по направлению к центру пуансона, заполняет карман А, а остальной металл свободно перемещается к периферии, не препятствуя соприкосновению нижнего торца хвостовика 1 с поверхностью заготовки. При этом на завершающей стадии деформирования происходит подчеканка заходной .части выдавливаемой гравюры и окончательное оформление каналов формообразующего инструмента. При выборе приведенного соотношения для определения объема кармана критерием явилось гарантированное размещение в нем всего объема металла, выдавливаемого к центру пуансона при его вдавливании в штампуемые многоканальные изделия. В процессе вдавливания происходит разделение металла заготовки, одна часть которого выдавливается в направлении к центру пуансона, а другая - к периферии. В соответствии с принципом наи-г меньшего сопротивления при пластической .деформации линии раздела тече ния являются скелетами контуров сече ний каналов (или соответствующих им игл пуансонов). Поэтому объем металла V,, выдавли ваемый к центру пуансона каждой иглой, будет равен произведению части поперечного сечения канала (иглы)51, обращенной к центру пуансона и ограниченной ломаной линией, состоящей из отрезков внутреннего скелета конт ра и отрезков нормалей, восстановленных к касательным к контуру, проведенным из центра пуансона, на глубину канала (высоту профильной части пуансона) h т.е.. VM h -Si Чтобы разместить металл, выдавливаемый всеми иглами пуансона, объем кармана .V должен быть больше или, равен выдавливаемому металлу л V 7/ h S где n - количество игл пуансона (количество одновременно выдавливаемых каналов).. При выдавливании каналов особо сложной формы и относительно небольшом расстоянии между ними вследствие стеснения металла возможно истечение небольшой его части, расположенной з пределами площади SI к центру пуансона. С учетом этого, чтобы гарантировать размещение в кармане пуансона всего выдавливаемого в направлении к его центру металла, при.определени объема кармана следует ввести коэффи циент запаса, величина которого, как показали эксперименты по вьщавливани многоканального инструмента сложного профиля, должна быть в пределах до1,2.. Исходя из этого, в предлагаемом изобретении объем кармана связан с в сотой профильной части пуансона соотношением
V h
(1 - 1,2)S Si irУказанное соотношение гарантирует размещение в кармане всего вьздавли- ваемого к центру пуансона металла и обеспечивает подчеканку заходной часФормула изобретения
Пуансон для вьщавливания, содержащий хвостовик и профильную рабочую часть с выполненной на ней гравюррй, образованной поверхностью профильных игл и карманом в центральной части, 76 ти гравюры выдавливаемого инструмента соответствующей частью гравюры пуансона, что позволяет получать гравюру инструмента высокой точности. Если карман имеет меньший объем, металл, вьщавливаемый из двух или нескольких рядом расположенных каношов, препятствует подчеканке и качественному заполнению гравюры. Если карман имеет больший объем, неоправданно ослаблена конструкция пуансона, что может привести к уменьшению его прочности и преждевременному выходу из строя. Предлагаемым пуансоном осуществляют выдавливание трехканальной матрицы для горячего, прессования стальных профилей. Материал матрицы - сталь ЗХ2В8Ф. Наружный диаметр - 85 мм, высота 26 мм. Пуансон изготовлен из стали ЗХ2В8Ф прямым вьщавливанием в мастер-матрице и термообработан до твердости НРС-50. Диаметр хвостовой части - 80 мм, ее высота - 45 мм. Высота профилеобразующих игл - 26 мм, а размеры и форма их поперечного сечения совпадают с профилем каналов матрицы с учетом горячей усадки. Карман в центральной части пуансона выполнен по форме усеченного конуса, объем которого определен с учетом приведенного выше соотношения. Площадь S i определена с помощью планиметра из чертежа матрицы и составила 62 мм . V (1 - 1,2) 26: Зл62 (1 - 1,2) t 4836 мм). Диаметр нижнего основания кармана32 мм, верхнего - 24 мм, высота 8 мм. Пуансон закрепляют в штампе для формообразования рабочей поверхности матриц и производят выдавливание гравюры в нагретой заготовке матрицы. В результате выдавливания получают трехканальные матрицы с полностью оформленной гравюрой, не требующей последующей обработки. Предлагаемый пуансон обеспечивает повышение качества получаемых деталей и обладает повышенной стойкостью.
