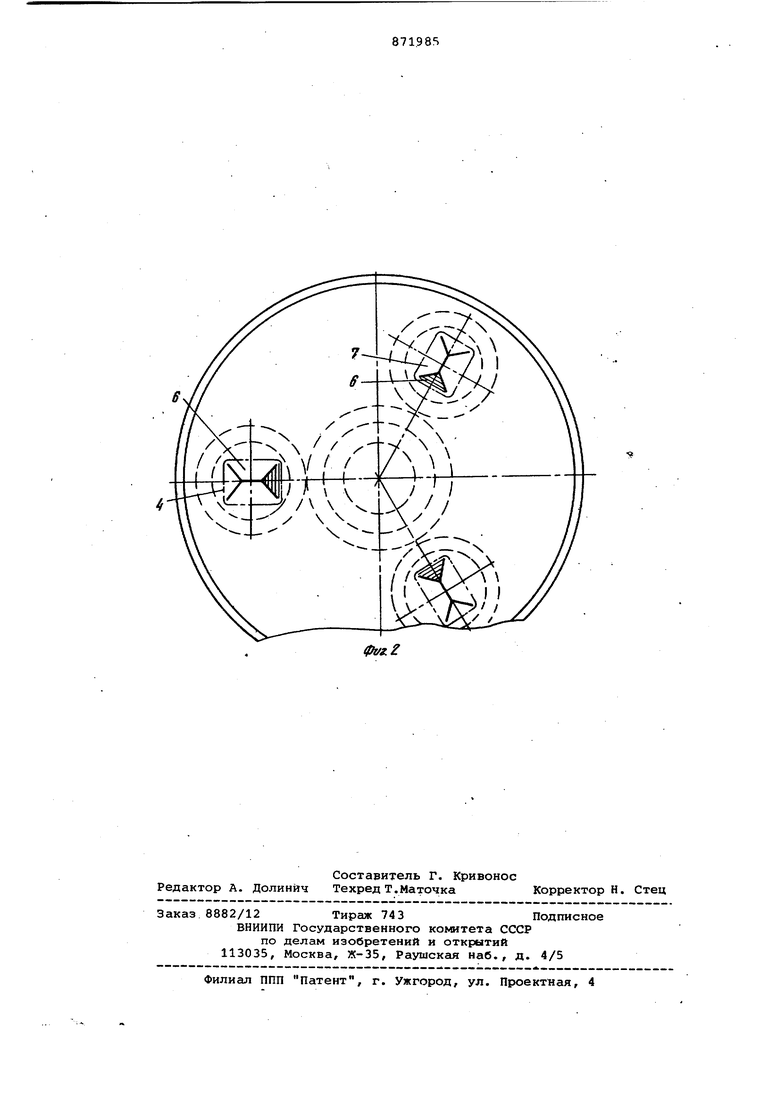
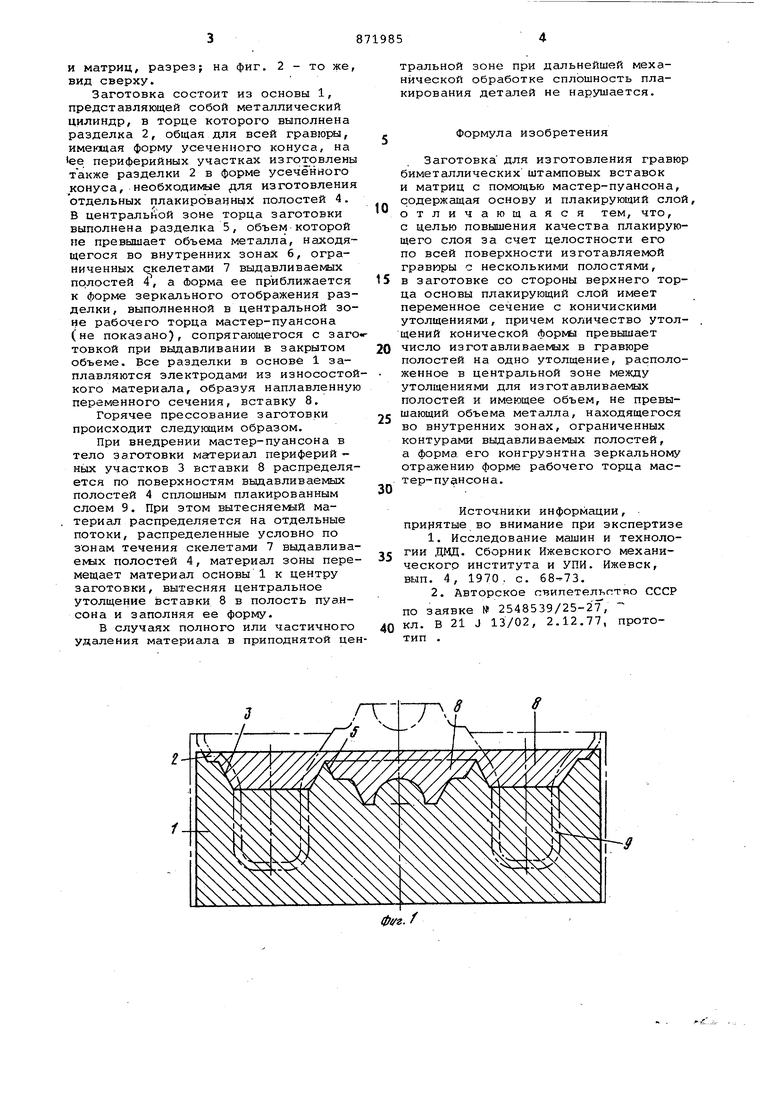
и матриц, разрез; на фиг. 2 - то же, вид сверху.
Заготовка состоит из основы 1, представляющей собой металлический цилиндр, в торце которого выполнена разделка 2, общая для всей rpasioiaa, имеющая форму усеченного конуса, на ее периферийных участках изготовлены также разделки 2 в форме усечённого конуса, необходикые ;ля изготовления отдельных плакированных полостей 4. В централы ой зоне торца заготовки выполнена разделка 5, объем которой не превышает объема металла, находящегося во внутренних зонах 6, ограниченных скелетами 7 выдавливаемых полостей 4, а Форма ее приближается к форме зеркального отображения разделки, выполненной в центральной зоЧе рабочего торца мастер-пуансона (не показано), сопрягающегося с заготовкой при выдавливании в закрытом объеме. Все разделки в основе 1 заплавляются электродами из износостойкого материала, образуя наплавленную переменного сечения, вставку 8.
Горячее прессование заготовки происходит следугацим образом.
При внедрении мастер-пуансона в тело заготовки материал периферий ных участков 3 вставки 8 распределяется по поверхностям выдавливаемых полостей 4 Сплошным плакированным слоем 9. При этом вытесняемлй материал распределяется на отдельные потоки, распределенные условно по зонам течения скелетами 7 вьщавливаeivbix полостей 4, материал зоны перемещает материал основы 1 к центру заготовки, вытесняя центральное утолщение вставки 8 в полость пуансона и заполняя ее форму.
В случаях полного или частичного удаления материала в приподнятой центральной зоне при дальнейшей механической обработке сплошность плакирования деталей не нарушается.
Формула изобретения
Заготовка для изготовления гравю биметаллических штамповых вставок и матриц с помощью мастер-пуансона, содержащая основу и плакирующий сло отличающаяся тем, что, с целью повышения качества плакирующего слоя за счет целостности его по всей поверхности изготавляемой гравюры с несколькими полостями, в заготовке со стороны верхнего торца основы плакирующий слой имеет переменное сечение с коничискими утолщениями, причем количество утолщений конической форгла превышает число изготавливаемых в гравюре полостей на одно утолщение, расположенное в центральной зоне между утолщениями для изготавливаемых полостей и имеющее объем, не превышающий объема металла, находящегося во внутренних зонах, ограниченных контурами выдавливаемых полостей, а форма, его конгруэнтна зеркальному отражению форме рабочего торца мастер-пуансона.
Источники информации, принятые во внимание при экспертизе
1.Исследование машин и технологии ДМД. Сборник Ижевского механического института и УПИ. Ижевск, вып. 4, 1970. с. 68-73.
2.Авторское свилетельпттчо СССР по заявке № 2548539/25-2Т,
кл. В 21 J 13/02, 2.12.77, прототип .
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для изготовления матриц с плакирующим слоем | 1977 |
|
SU703174A1 |
| Способ изготовления биметаллических изделий | 1976 |
|
SU567759A1 |
| Способ изготовления плакированных формовочных матриц | 1985 |
|
SU1310059A1 |
| Способ получения составных стальных поковок | 1977 |
|
SU659264A1 |
| Пуансон для выдавливания | 1979 |
|
SU876247A1 |
| Способ обработки биометаллических штампов | 1975 |
|
SU558948A1 |
| Способ изготовления биметаллических изделий | 1976 |
|
SU1315492A1 |
| Способ изготовления высокоточных прессинструментов | 1976 |
|
SU582304A1 |
| Способ получения формообразующих инструментов | 1986 |
|
SU1461617A1 |
| Штамп для горячей штамповки поковок и способ его изготовления | 1987 |
|
SU1480950A1 |