Применение полых слитков для ряда изделий не получило распространения в промышленности, вследствие недостатков предлагавшихся способов их изготовления. В то же время для многих изделий, и в частности для изделий, получаемых путем маннесмановской прокатки, применение полых слитков представляет большие преимущества, так как дает возможность устранить ряд промежуточных операций, как, например, прошивку, рассверловку и т.п., и позволяет удалить дефектный металл осевой зоны слитка еще до поступления его в горячую механическую обработку.
Получение полых слитков путем опрокидывания изложницы и выливания оставшегося жидкого металла, широко применяемое с целью изучения слитка, не нашло промышленного распространения, ввиду образования толстой корки металла в нижней части слитка и неудобств в эксплоатации этого способа.
Предлагаемый способ также относится к способам отливки полых слитков и изделий путем выливания жидкой сердцевины, но, в отличие от последних, вместо опрокидывания изложницы сообщают отливке, после образования стенок достаточной толщины, вертикальное перемещение относительно изложницы; металл при этом выливается из центральной части отливки в изложницу.
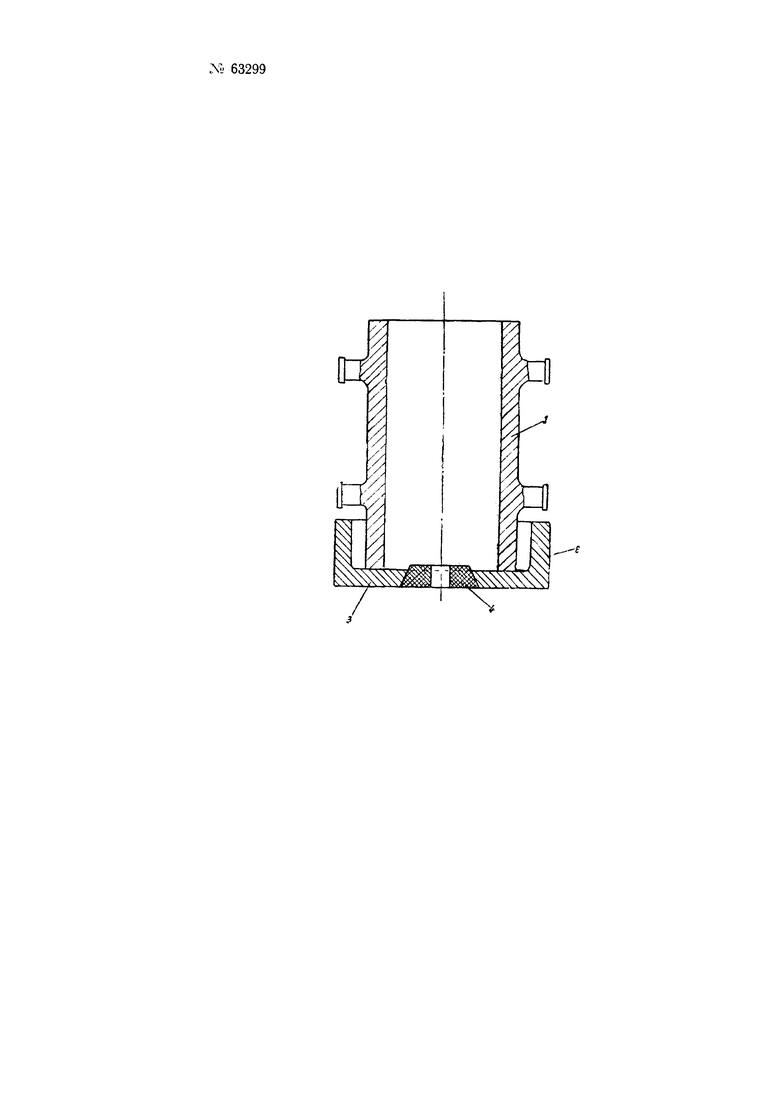
На чертеже изображена изложница для осуществления предлагаемого способа.
Изложница 1 установлена на поддоне 3, снабженном металлоприемником 2 и керамической пробкой 4.
В изложницу заливают металл и после того, как образовались стенки требуемой толщины, отливку тем или иным образом подымают вверх, причем изложница остается на месте. Жидкая серцевина выливается в изложницу.
Можно отливку подымать вместе с изложницей, жидкий металл при этом выливается в металлоприемник поддона и удаляется выниманием пробки.
При этом приведением в соответствие скорости вытягивания вверх затвердевшей полой отливки и скорости заливки металла снизу может быть получена заданная толщина стенок отливки и требуемая длина последней.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья цветных биметаллических заготовок и машина для его осуществления | 1985 |
|
SU1668017A1 |
| Способ ведения сифонной отливки спокойной стали | 1931 |
|
SU31585A1 |
| Способ изготовления металлических слитков | 1931 |
|
SU40845A1 |
| МАШИНА ДЛЯ МНОГОРУЧЬЕВОЙ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1980 |
|
SU1042235A1 |
| Способ отливки стальных слитков и устройство для его осуществления | 1990 |
|
SU1770039A1 |
| Способ изготовления слитков феррохрома | 1978 |
|
SU774779A1 |
| ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ СЛИТКА, УШИРЕННОГО КНИЗУ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2198763C1 |
| ПОДДОН ДЛЯ ОТЛИВКИ ГОРИЗОНТАЛЬНОГО СЛИТКА | 2004 |
|
RU2277994C1 |
| Изложница для слитков | 1980 |
|
SU1014636A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2103105C1 |
1. Способ изготовления отливкой полых слитков и изделий путем выливания жидкого металла из центральной части при образовавшихся стенках у периферии изложницы, отличающийся тем, что после образования стенок достаточной толщины отливке сообщают вертикальное перемещение относительно изложницы с тем, чтобы выливание жидкого металла из центральной части происходило через нижнее сечение отливки в изложницу.
2. Видоизменение способа по п. 1, отличающееся тем, что отливке сообщают вертикальное перемещение совместно с изложницей, а выливание металла производят в металлоприемник поддона.
