Изобретение относится к области электронно-лучевой сварки и касается изготовления полых кольцевых изделий типа труб, обечаек и т.д.
Известна кольцевая подкладка для электронно-лучевой сварки встык кольцевых швов со сквозньм проплавлением. Она выполнена разрезной и имеет плоскую формирующую поверхность, плотно прилегающую к корневой зоне стыка свариваемых кромок. Во время сварки корневая часть шва формируется в подкладке и фиксирует ее как часть сварного соединения,которая затем подлежит механическому удалению 1. Однако ее удаление часто невозможно (возникает опасность отрыва корня шва), и это резко ограничивает технические возможности ее промышленного использования (остающаяся подкладка уменьшает внутренний диаметр изделия увеличивает его вес и может снизить прочность из-за наличия в ней корневых дефектов шва).
Наиболее близкой к предлагаемому изобретению по технической сущности и достигаемому эффекту является кольцевая подкладка для электронно-лучевой сварки встык кольцевых швов со
сквозным проплавлением, содержащая формирующую полость с обращенной к корневой зоне свариваемых кромок формирующей поверхностью и с боковыми стенками, в которых выполнены сквозные каналы 2.
Эта подкладка обеспечивает более благоприятные условия формирования
0 корневой зоны шва, так как вьщеляющиеся при сварке пары и газы могут быть удалены из нижней зоны проплавления через каналы в боковых стенках подкладки.
5
Однако при выполнении швов с перекрытием на участке перекрытия все же возможны выбросы Е асплавленного металла из сварочного кратера. Это
0 объясняется тем, что при первоначальном проплавлении на участке будущего перекрытия Газовыводящие каналы поцкладки оказываются закрытыми закристаллизовавшимся металлом, а при пере5крытии шва образующиеся пары и газы уже не могут выходить через корневую часть проплавления и создают восходящий ПОТОК; увлекающий расплавленный металл сварочной ванны.
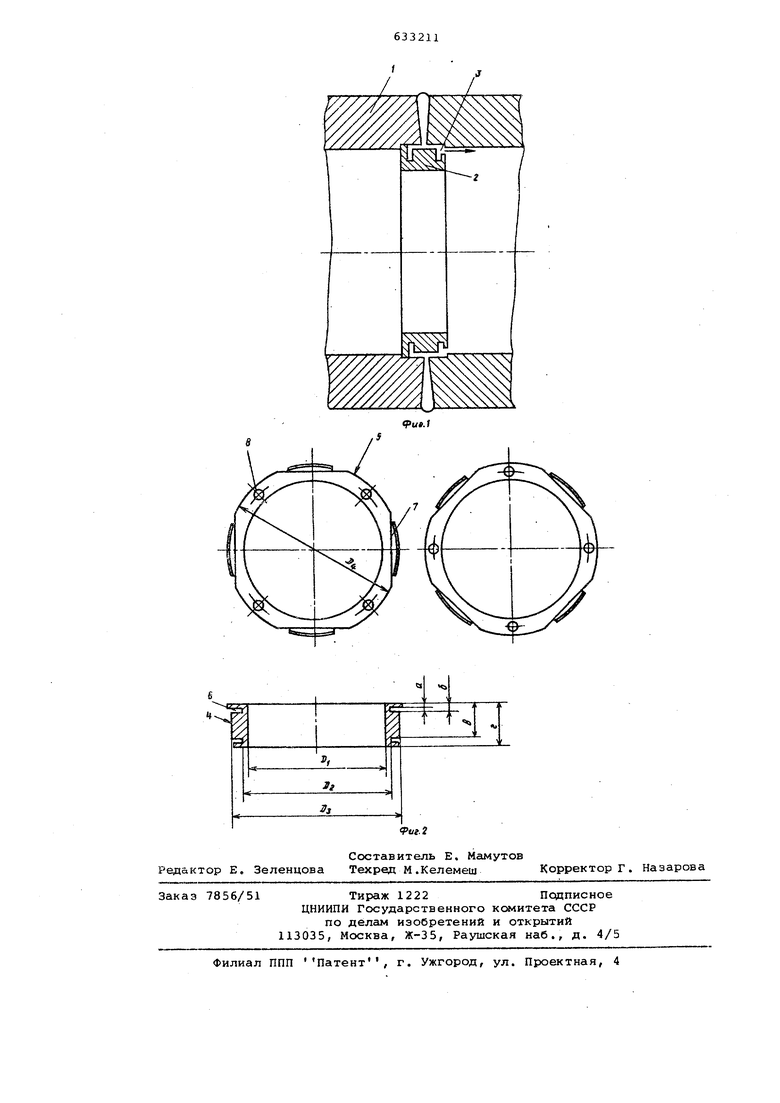
0 Выбросы же металла приводят к поя лению дефектов, исправление которых не всегда возможно. Цель изобретения - уменьшение кор невых дефектов при сварке швов с перекрытием, Для этого Б предлагаемой кольцево подкладке каналы одной из боковых ст нок формирующей полости ориентирован в направлении оси кольцевой подкладк а каналы другой боковой стенки форми рукщей полости ориентированы тангенциально. На фиг, 1 показано сварное соединение с предлагаемой кольцевой подкладкой; на фиг, 2 - кольцевая подкладка. Подкладка устанавливается под кор «евой частью стыка свариваемых кромок, образованного свариваемь ми дета лями 1. Она выполнена в виде кольца 2, по внешнему ободу которого расположена полость; в боковых стенках по лости выполнены каналы 3 для отвода паров и газов. Формирующая поверхность 4 полости обеспечивает правиль ное формирование корня шва, а периферийные поверхности боковых стенок полости служат центрирующими поверхностями 5 для состыковьшаемых деталей 1, Проточки 6 способствуют выводу паров из формирующей полости в тангенциальные каналы 7 и каналы 8, соосные с осью подкладки. Толщина а (фиг, 2) боковых стенок выбирается минимально возможной, но обеспечивающей жесткость подкладки, Это позволяет удалять ее через внутреннюю полость изделия (например, из длинномерной трубы) за счет прину дительной деформации боковых стенок. Диаметры и размеры элементов долж ны быть выбраны в зависимости от габаритов свариваемого изделия, толадины стыка, природы свариваемых материалов , При электронно-лучевой сварке tHa установке ЭЛУ-5 с излучателем ЭП-60/1 ОМ) труб из стали ЗОХГСНА с толщиной стенки 20 мм и с наружным диаметре 117 мм подкладка имела размеры:D 58 мм; D 2. 62 мм; мм , Ол. 78мм; ,5MM;J 3MM « 12 мм; . Полученные швы имели корневую зону с уменьшенным количеством дефектов, а конструкция подкладки обеспечивала к тему же возможность ее удаления из сваренной трубы с приложением усилия, не превышающего 60 кг (усилие, развиваемое рукой человека), Технико-экономический эффект предлагаемой кольцевой подкладки обусловлен уменьшением брака сварных соединений в связи с уменьшением корневшс дефектов, а также возможностью несложного удаления подкла,цки из полости сваренного изделия. Формула изобретения Кольцевая подкладка дл.ч электронно-лучевой сварки встык кольцевых швов со сквозным проплавлением, содержащая формирующую полость с обращенной к корневой зоне стыка свариваемых кромок формирующей поверхностью и с боковыми стенками, в которых -выполнены сквозные каналы, о т л и ча юща я с я тем, что с целью уменьшения корневых дефектов при сварке швов с перекрытием, каналы одной из боковых стенок формирующей полости ориентированы в направлении оси кольцевой подкладки, а каналы другой боковой стенки формирующей полости ориентированы тангенциально. Источники информации, принятые во внимание при экспертизе 1,Кораб Г,Н, и др. Формирование кольцевых швов на толстостенных трубах при .электронно-лучевой сварке, Автоматическая сварка , 1975, № 7. 2.Автематическая сварка, 1972, № 5, с, 44-47 и рис, 1,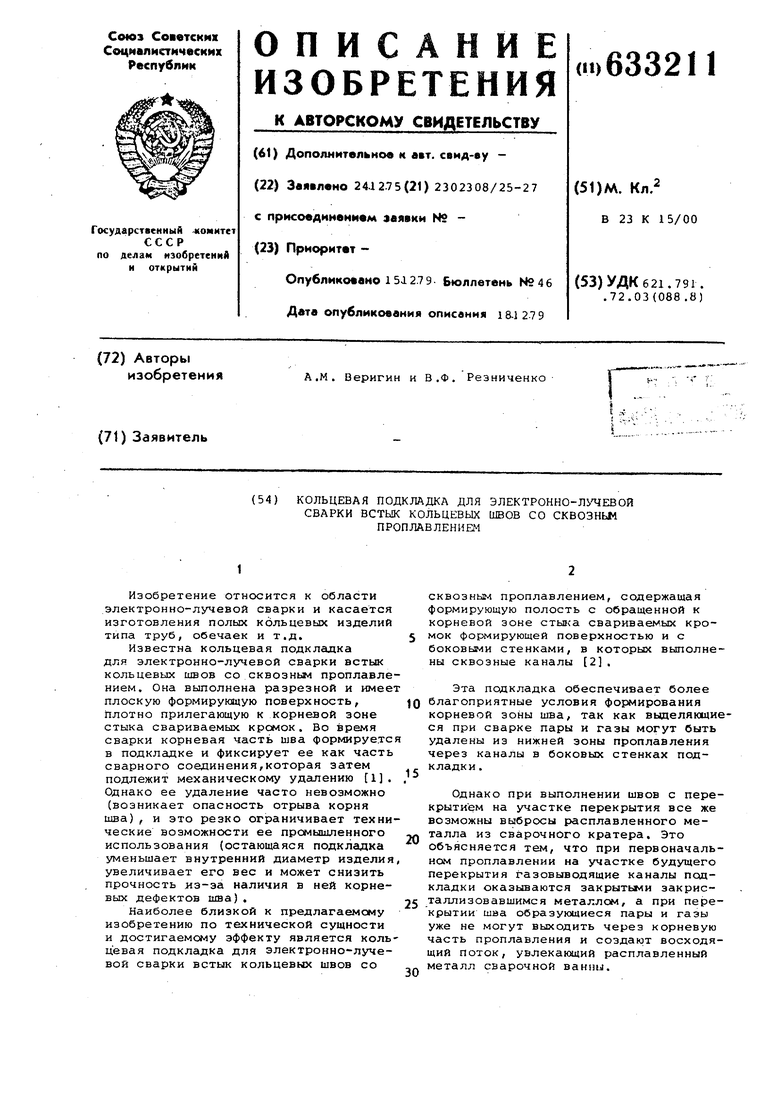
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки деталей | 2016 |
|
RU2635637C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ ТИТАНОВЫХ СПЛАВОВ | 2016 |
|
RU2644491C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТРУБ | 2004 |
|
RU2259906C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ ИЛИ КРУГОВЫХ СОЕДИНЕНИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2020 |
|
RU2751203C1 |
| Способ электронно-лучевой сварки деталей | 2018 |
|
RU2681067C1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| Способ электронно-лучевой сварки деталей из ферромагнитных материалов | 2019 |
|
RU2739931C1 |
| Способ электронно-лучевой сварки тавровых соединений | 1987 |
|
SU1454610A1 |
| Способ сварки плавлением | 1990 |
|
SU1722746A1 |