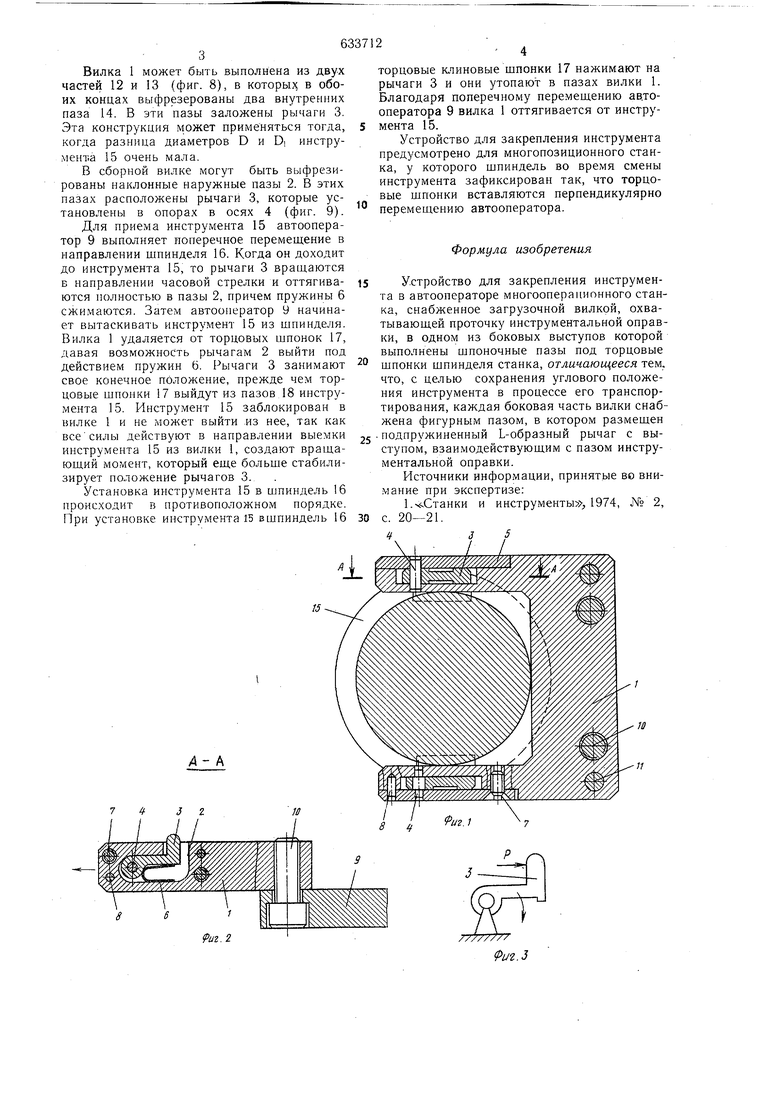
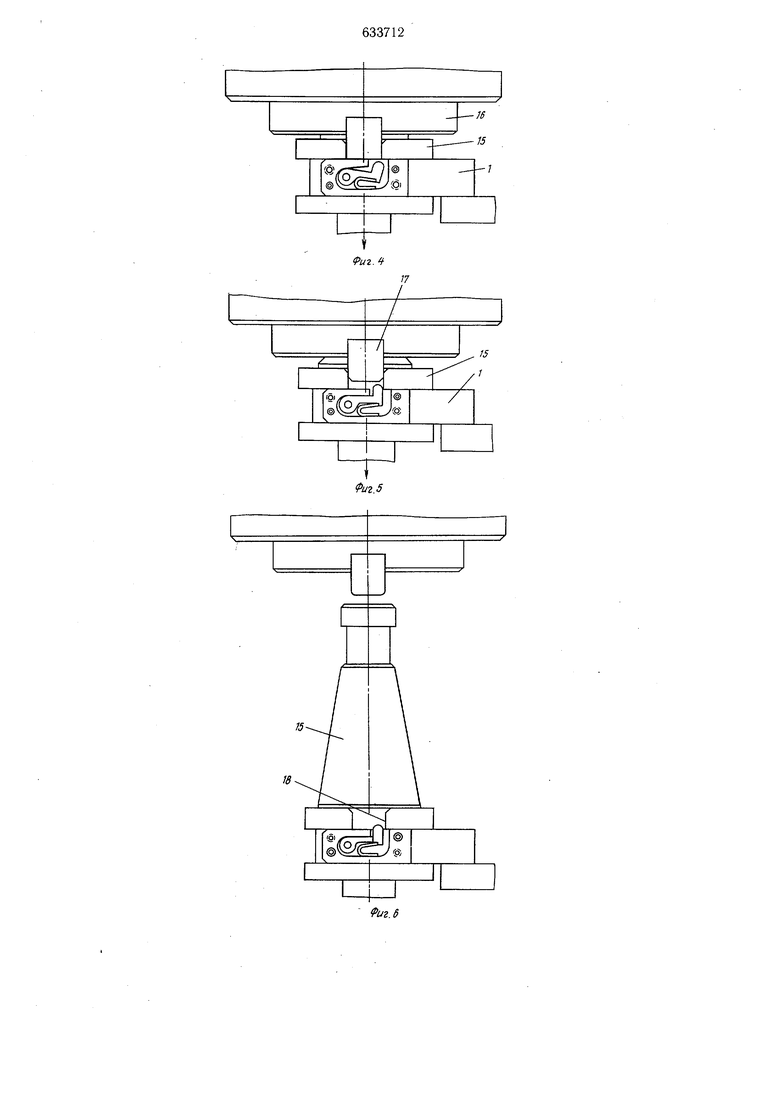
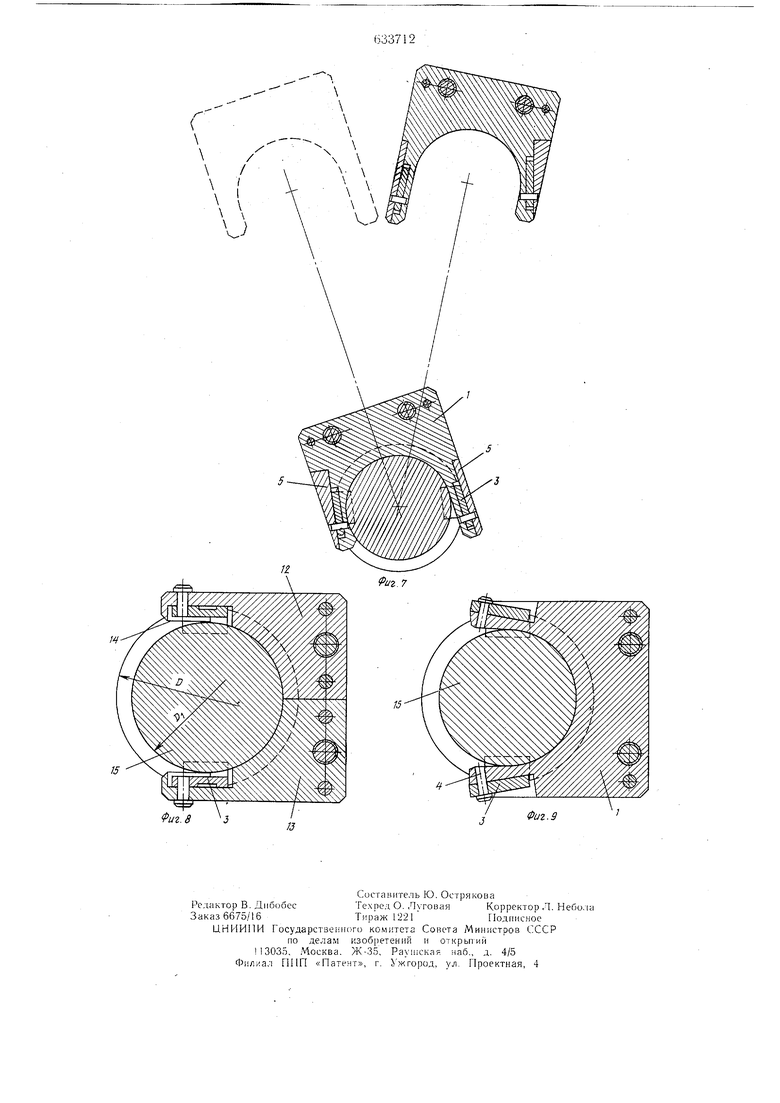
Вилка 1 может быть выполнена из двух частей 12 и 13 (фиг. 8), в которых в обоих концах выфрезерованы два внутренних паза 14. В эти пазы заложены рычаги 3. Эта конструкция может применяться тогда, когда разница диаметров D и D, инструмента 15 очень мала. В сборной вилке могут быть выфрезированы наклонные наружные пазы 2. В этих пазах расположены рычаги 3, которые установлены в опорах в осях 4 (фиг. 9). Для приема инструмента 15 автооператор 9 выполняет поперечное перемещение в направлении шпинделя 16. Когда он доходит до инструмента 15, то рычаги 3 вращаются Б направлении часовой стрелки и оттягиваются полностью в пазы 2, причем пружины 6 сжи.маются. Затем автооператор 9 начинает вытаскивать инструмент 15 из шпинделя. Вилка 1 удаляется от торцовых шпонок 17, давая возможность рычагам 2 выйти под действием пружин 6. Рычаги 3 занимают свое конечное положение, прежде чем торцовые шпонки 7 выйдут из пазов 18 инструмента 15. Инструмент 15 заблокирован в вилке 1 и не может выйти ,из нее, так как всесилы действуют в направлении выемки инструмента 15 из вилки 1, создают вращающий момент, который еще больше стабилизирует положение рычагов 3. Установка инструмента 15 в шпиндель 16 происходит в противоположном порядке. При установке инструмента К вшпиндель 16 торцовые клиновые щпонки 17 нажимают на рычаги 3 и они утопают в пазах вилки 1. Благодаря поперечному перемещению ав.тооператора 9 вилка 1 оттягивается от инструмента 15. Устройство для закрепления инструмента предусмотрено для многопозиционного станка, у которого шпиндель во время смены инструмента зафиксирован так, что торцовые щпонки вставляются перпендикулярно перемещению автооператора. Формула изобретения Устройство для закрепления инструмента в автооператоре многооперапионного станка, снабженное загрузочной вилкой, охватывающей проточку инструментальной оправки, в одном из боковых выступов которой выполнены плпоночные пазы под торцовые шпонки шпинделя станка, отличающееся тем, что, с целью сохранения углового положения инструмента в процессе его транспортирования, каждая боковая часть вилки снабжена фигурным пазом, в котором размещен подпружиненный L-образный рычаг с выступом, взаимодействующим с пазом инструментальной оправки. Источники информации, принятые во внимание при экспертизе: КчхСтанки и инструменты, 1974, № 2, с. 20-21.
.
iaCSlcrgVc 3i
-J6 -15
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фиксации инструмента | 1980 |
|
SU904980A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Многооперационный станок | 1985 |
|
SU1357186A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1987 |
|
SU1834784A3 |
| Устройство для автоматической смены инструмента | 1988 |
|
SU1701474A1 |
| Устройство автоматической смены инструмента | 1983 |
|
SU1117182A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ТОРЦОВ, ПРИЛЕГАЮЩИХ К ОТВЕРСТИЮ КОРПУСНЫХ ДЕТАЛЕЙ | 2007 |
|
RU2353478C1 |
| Устройство для зажима и разжима инструментальных оправок в шпинделях многошпиндельной головки | 1986 |
|
SU1743734A1 |
| Устройство для зажима инструментальной оправки | 1982 |
|
SU1060352A1 |
| Захват для автоматической смены инструментальных оправок | 1978 |
|
SU703300A1 |
§ © ХСГГУ
/
